

13 Многопостовые системы питания
Многопостовые системы питания (МСП) рациональны в тех случаях, когда на относительно небольшой производственной площади сосредоточено большое количество сварочных постов.
МСП должны обеспечивать независимость работы сварочных постов друг от друга. Для этого многопостовой источник питания должен иметь жесткую внешнюю характеристику. При изменении тока нагрузки от 50 до 100% от номинального напряжение на источнике питания не должно изменяться более чем на 5-10%.
МСП должна также обеспечивать динамическое разделение постов.
Различают
МСП с реостатным разделением постов.
МСП с индуктивным разделением постов.
МСП с реостатно-индуктивным разделением постов.
МПС с автономным тиристорным регулированием на каждом посту.
13.1 Мсп с реостатным разделением мостов
Применяются для питания постов ручной дуговой сварки. Регулирование тока на каждом посту осуществляется балластным реостатами RБ ( Рис. 13.1 ). Используются балластные реостаты РБ-201, РБ – 301, РБ-302,
РБ-402, РБ-502.
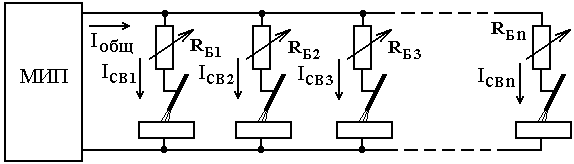
Рисунок 13.1 – МСП с реостатным разделением сварочных постов
Балластные реостаты обеспечивают:
1 Формирование падающих характеристик на сварочном посту.
2 Регулирование режима сварки на каждом посту путем изменения сопротивления балластного реостата.
3 Обеспечение независимой работы сварочных постов.
Балластный реостат представляет собой набор сопротивлений различной величины ( Рис. 13.2 ). Сопротивления обычно выполняются проволокой или лентой из материала с высоким удельным сопротивлением (например нихрома ). Подключение секций балластного реостата обычно производится переключателями ножевого типа S1, S2 … . При включении ножей секции подключаются параллельно. Большему количеству включенных ножевых переключателей соответствует меньшее общее сопротивление балластного реостата и большая величина сварочного тока на данном посту. Величина сварочного тока при данном значении напряжения дуги и многопостового источника питания определяется выражениями:
UД = UМИП – IСВRБ , ( 13.1 )
![]() ,
( 13.2 )
,
( 13.2 )
где UМИП - напряжение на выходных клеммах многопостового источника питания
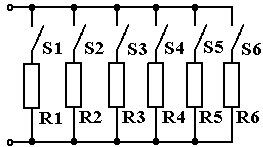
Рисунок 13.2 – Схема балластного реостата РБ-301
С учетом того, что внешняя характеристика многопостового источника питания ( МИП ) не является идеально жесткой, расчет режима сварки на данном посту можно выполнить используя зависимость:
UД = U0.МИП – IСВ.ПОСТА RБ – IН.ОБЩ | RДИФ.МИП |,
где U0.МИП – напряжение холостого хода многопостового источника питания, RДИФ.МИП - дифференциальное сопротивление МИП
Достоинства мсп с реостатным разделением постов:
1 Простота и надежность.
2 Низкая стоимость ремонта и обслуживания.
3 Возможность регулирования режима сварки в широких пределах.
Недостаток – низкий КПД
![]() (
13.4 )
(
13.4 )
МСП = МИП * ПОСТА ( 13.5 )
Обычно: МИП = 0,85-0,9 МСП = 0,4-0,45
ОАО «Фирма СЭЛМА » выпускает многопостовые выпрямители ВДМ - 6303