

9.9 Выпрямители для импульсно – дуговой сварки
9.9.1 Перенос электродного металла при импульсно – дуговой сварке
При сварке стационарной дугой возможен крупнокапельный, мелкокапельный или струйный перенос электродного металла. Характер переноса определяется величиной сварочного тока и напряжения на дуге. Мелкокапельный и струйный перенос достигается при достаточно больших токах,
IСВ IКР. При сварке в среде защитных газов величина критического тока во многих случаях превышает технологически оптимальное значение сварочного тока для заданного типа сварного шва.
Обеспечение мелкокапельного переноса при приемлемой величине сварочного тока возможно двумя путями:
1) Сваркой активированной проволокой на прямой полярности. Процесс активирования заключается во введении в состав сварочной проволоки или на ее поверхность легко ионизируемых металлов или их солей (Rв, Cs, К, Na);
2) импульсно-дуговой сваркой (ИДС).
При ИДС на постоянный базовый ток периодически накладываются импульсы. Базовый ток может быть небольшим (IБ < IКР). Во время импульса IСВIКР При этом электродинамическая сила, действующая на каплю, становится преобладающей, вызывает отделение капли от электрода и перенос ее в сварочную ванну. Кривая изменения тока при ИДС приведена на рис. 9.26.
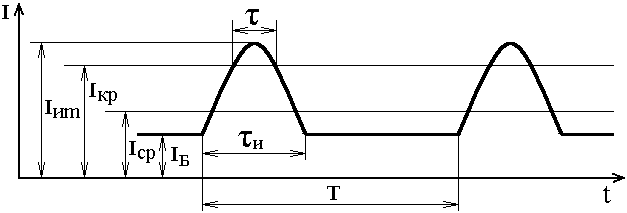 IБ
- базовый
ток; IСР –
среднее значение тока; Iиm
- амплитуда
импульсов тока; IКР
– критический
ток; И
- длительность импульсов тока;
- время переноса; Т – период наложения
импульсов
IБ
- базовый
ток; IСР –
среднее значение тока; Iиm
- амплитуда
импульсов тока; IКР
– критический
ток; И
- длительность импульсов тока;
- время переноса; Т – период наложения
импульсов
Рисунок 9.26 – Кривая тока при ИДС
При ИДС происходит управляемый перенос электродного металла с частотой переноса, равной (или кратной) частоте импульсов, в то время как среднее значение тока может быть небольшим и значительно меньшим критического. В источниках питания для ИДС, построенных без использования инверторных технологий, частота наложения импульсов чаще всего составляет 50 или 100 Гц, иногда 33,3 Гц или 25 Гц.
9.9.2 Способы формирования импульсов при идс
Основными способами формирования тока при ИДС являются способ параллельного включения источника базового тока и генератора импульсов и способ шунтирования сглаживающего дросселя.
При способе параллельного включения (рис. 9.27) дуга питается базовым током IБ от источника постоянного тока G1 и импульсным током IИ от генератора импульсов G2.
Преимуществом этого способа является возможность использования достаточно простого генератора импульсов совместно с серийно выпускаемыми источниками постоянного тока.
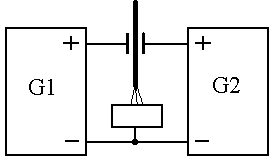
Рисунок 9.27 – Схема параллельного включения
Недостаток способа – коммутация базового тока, то есть его снижение после окончания импульса. Коммутация связана с тем, что во время импульса напряжение генератора импульсов превышает напряжение источника постоянного тока и базовый ток снижается. При этом базовый ток может стать меньше минимально допустимого значения, что приведет к обрывам дуги.
Способ формирования тока шунтированием дросселя поясняется схемой, изображенной на рис. 9.28. Силовая часть источника питания включает выпрямитель UZ, сглаживающий дроссель L и тиристор VS, формирующий импульсы. Выпрямитель UZ формирует пульсирующее напряжение. В простейшем случае UZ состоит из однофазного силового трансформатора и двухполупериодного тиристорного выпрямителя. Дроссель L сглаживает пульсации и ограничивает величину базового тока. Среднее значение напряжения выпрямителя и величина базового тока регулируются изменением угла включения тиристоров выпрямителя UZ.
При включении тиристора VS дроссель шунтируется, и напряжение выпрямителя в виде импульса прикладывается непосредственно к дуге. Величина импульса регулируется изменением угла включения тиристора VS.
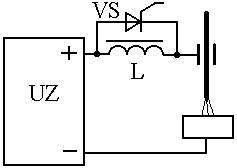
Рисунок 9.28 - Схема формирования импульсов шунтированием дросселя
Преимущества данного способа:
1) наличие только одного источника постоянного тока и использование импульсного тиристора вместо генератора импульсов существенно снижает массу, габариты и стоимость источника питания;
2) отсутствует коммутация базового тока, благодаря тому, что дроссель во время импульса зашунтирован.