

3 Основные элементы энергетической системы установки для дуговой сварки
Энергетическая система (рис. 3.1) содержит источник питания, дугу и сварочную ванну.
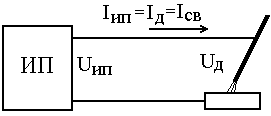
Рисунок 3.1 – Энергетическая система установки для дуговой сварки
Дуга, как потребитель энергии характеризуется статической вольт-амперной характеристикой UД = f(IД) (рис. 3.2).
Дуга является нелинейным элементом электрической цепи, сопротивление которого зависит от величины протекающего по нему тока. В широком диапазоне токов в вольт-амперной характеристике (ВАХ) дуги можно выделить три участка
1 – падающая ВАХ, при которой дифференциальное (динамическое) сопротивление цепи является отрицательным
![]() .
.
На этом участке с возрастанием тока напряжение на дуге уменьшается.
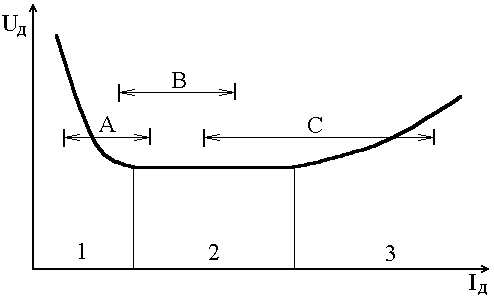
Рисунок 3.2 - Вольт-амперная характеристика дуги
2 – жесткая ВАХ, при которой RДИФ = 0. На этом участке с возрастанием тока напряжение на дуге остается постоянным.
3 – возрастающая ВАХ, при которой RДИФ > 0 и напряжение на дуге с увеличением тока возрастает.
С точки зрения технологического использования дуги для сварки в вольт-амперной характеристике можно выделить три области А, В, С.
Область А, в которой ВАХ дуги является падающей или жесткой, характерна для сварки неплавящимся электродом в среде аргона.
Область В, в которой ВАХ дуги является пологопадающей или жесткой, характерна для ручной дуговой сварки штучными электродами.
Область С, в которой ВАХ дуги является жесткой или возрастающей, соответствует режимам механизированной сварки в среде защитных газов и под флюсом.
При данном диаметре электрода и величине тока напряжение на дуге зависит от ее длины.
UД = UК + Uа + UСТ = UК + Uа + KД lД, (3.1)
где UК и Uа – падения напряжений в прикатодной и прианодной области дуги;
UСТ – падение напряжения в столбе дуги;
![]() – градиент
потенциала в столбе дуги; lД
– длина
дуги.
– градиент
потенциала в столбе дуги; lД
– длина
дуги.
Градиент потенциала в столбе дуги всегда положителен и составляет 1…5 В/мм. Следовательно, напряжение на дуге возрастает с увеличением ее длины.
Важнейшей характеристикой источника питания, определяющей его энергетические свойства является зависимость между напряжением на выходных клеммах источника и силой тока в сварочной цепи UИП = f(IИП). Она называется внешней или вольт-амперной характеристикой (ВАХ) источника питания и играет важную роль в обеспечении устойчивого протекания процесса сварки.
Внешние характеристики могут быть падающими (ПВХ), пологопадающими (ППВХ), жесткими (ЖВХ) и даже возрастающими (рис. 3.3).
Форма
внешней характеристики определяется
дифференциальным (динамическим)
сопротивлением источника питания![]() ,
или обратной величиной, называемой
коэффициентом внешней характеристики
источника питания
,
или обратной величиной, называемой
коэффициентом внешней характеристики
источника питания
![]()
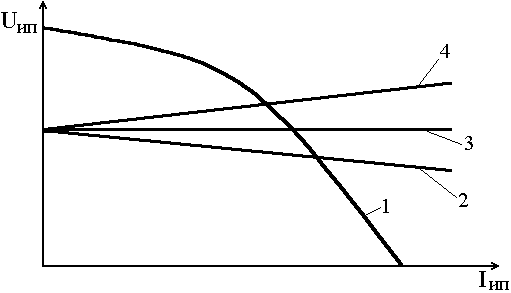
Рисунок 3.3 – Внешние характеристики источников питания: 1 - падающая;
2 – пологопадающая; 3 – жесткая; 4 – возрастающая
Падающим внешним характеристикам соответствует RДИФ.ИП < 0 (примерный диапазон падающих характеристик - RДИФ.ИП -1… -0,1 В/А, или КИП -1…-10 А/В). Пологопадающих - RДИФ.ИП - 0,05…-0,01 В/А, КИП -20…-100 А/В. При жестких внешних характеристиках RДИФ.ИП = 0, КИП = . При возрастающих RДИФ.ИП 0.
В зависимости от способа формирования внешней характеристики она может быть естественной (за счет внутреннего сопротивления силового трансформатора или других элементов с индуктивным или активным сопротивлением, включенных в сварочную цепь) или искусственной, полученной при помощи электронных средств управления.
При естественном формировании внешняя характеристика определяется уравнением
![]() ,
(3.2)
,
(3.2)
где UИП – напряжение на клеммах источника питания при токе нагрузки IН,
U0 – напряжение холостого хода источника питания,
RИП и XИП – активное и индуктивное сопротивления источника питания.