

9.4 Выпрямители с падающими характеристиками с дросселями насыщения
Формирование падающих внешних характеристик и плавное регулирование сварочного тока производится с помощью дросселя насыщения, включенного во вторичную цепь силового трансформатора.
Принцип работы дросселя насыщения (магнитного усилителя) основан на использовании нелинейности кривой намагничивания ферромагнитного сердечника, то есть на использовании насыщения ферромагнитного сердечника при увеличении постоянного магнитного поля в сердечнике.
Магнитный усилитель выполняется на трехстержневом сердечнике или на двух О-образных сердечниках (рис. 9.10. На каждом сердечнике размещены одинаковые части рабочей обмотки WР. Обмотка управления WУ охватывает оба сердечника.
Рабочие обмотки соединяются между собой последовательно или параллельно и включаются в цепь переменного тока последовательно с нагрузкой RН. Рабочие обмотки соединяются таким образом, чтобы электродвижущие силы, индуктируемые переменными магнитными потоками Ф в обмотке управления Wу , охватывающей оба сердечника, были направлены встречно и взаимно компенсировались.
Переменный ток, протекающий по рабочей обмотке
IР
= IН
=
![]() (9.29)
(9.29)
Где U - напряжение питания рабочей обмотки;
R - суммарное активное сопротивление нагрузки и рабочей обмотки;
XР = L – индуктивное сопротивление рабочей обмотки,
где - угловая частота питающего напряжения.
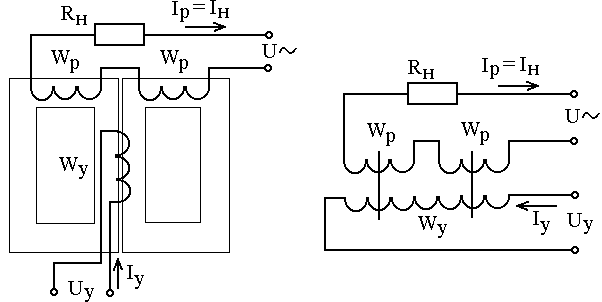
а б
а – конструкция б- электрическая схема
Рисунок 9.10 - Конструкция и электрическая схема дросселя насыщения
( магнитного усилителя )
Индуктивность рабочей обмотки
![]() (9.30)
(9.30)
где S – площадь сечения сердечника;
l – длина средней силовой линии в сердечнике;
- магнитная проницаемость сердечника;
0 – магнитная постоянная.
Обмотка управления WУ питается постоянным током. При значительной магнитодвижущей силе этого тока
F = WУIУ (9.31)
обеспечивается насыщение ферромагнитного сердечника и уменьшение его магнитной проницаемости.
В соответствии с выражениями (9.29) и (9.30) это приводит к уменьшению индуктивности рабочих обмоток и возрастанию тока нагрузки.
Структурная схема выпрямителя с дросселем насыщения приведена на рис.9.11.
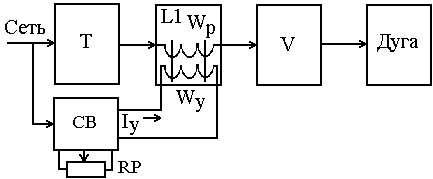
Рисунок 9.11 – Структурная схема выпрямителя с дросселем насыщения
В выпрямителях обычно используется трехфазный нерегулируемый силовой трансформатор Т, а выпрямительный блок V выполняется по трехфазной мостовой схеме на неуправляемых вентилях (диодах).
Между вторичной обмоткой трансформатора и выпрямительным блоком последовательно включены рабочие обмотки WР трехфазного дросселя насыщения L1. Управление индуктивным сопротивлением рабочих обмоток дросселя насыщения и плавное регулирование внешних характеристик осуществляется путем изменения тока в обмотке управления WУ. При увеличении тока управления возрастает степень насыщения магнитопровода дросселя и уменьшается индуктивное сопротивление его рабочих обмоток. При этом уменьшается крутизна наклона внешних характеристик выпрямителя, а рабочий сварочный ток возрастает.
Обмотка управления дросселя питается от стабилизированного, регулируемого выпрямителя СВ. В выпрямителях легко обеспечивается размещение регулировочного резистора RP на дистанционном пульте управления. Стабилизированный управляющий выпрямитель CВ построен таким образом, что с увеличением напряжения в питающей сети ток управления уменьшается, а значит ХДР возрастает. При уменьшении напряжения в сети наоборот IУ, ХДР. Такая зависимость обеспечивается частичная стабилизация режима сварки при колебаниях напряжения в питающей сети.
Рассмотренный принцип регулирования имел довольно широкое распространение в выпрямителях на токи 400-500 А. Например, в выпрямителе ВД-502. В настоящее время применение дросселей насыщения в выпрямителях с падающими характеристиками вытеснено тиристорными выпрямителями.