

Индуктивность дросселя определяется выражением
![]() (8.44)
(8.44)
где RM – сопротивление магнитной цепи магнитопровода дросселя.
Индуктивность (и индуктивное сопротивление дросселя) можно регулировать изменением WДР или RМ. При первом способе обмотка дросселя выполняется с отводами и наклон внешних характеристик, а значит и режим сварки регулируется ступенчато.
Для регулирования RМ магнитопровод дросселя может выполнятся с подвижным пакетом 2 (рис. 8.6б) при перемещении которого изменяется зазор в магнитопроводе. Так как
![]() (8.45)
(8.45)
где lC – длина средней линии в магнитопроводе дросселя;
SC и SЗ – площадь сечения магнитопровода и воздушного зазора (SC SЗ);
0 – магнитная постоянная;
С и В – относительная магнитная проницаемость материала магнитопровода и воздуха.
С В . Поэтому основную часть сопротивления магнитной цепи
составляет сопротивление зазора и его изменением можно регулировать ре-
жим сварки. При увеличении магнитное сопротивление RМ возрастает, LДР и ХДР уменьшается, а сварочный ток возрастает (рис.8.8).

характеристика трансформатора;
2 и 3 – характеристики источника при максимальном (2) и минимальном (3) зазорах
Рисунок 8.7 - Внешние характеристики трансформатора с дросселем
Регулировать индуктивность дросселя можно также путем подмагничивания его магнитопровода. Для этого на магнитопроводе кроме рабочей обмотки размещается обмотка управления WУ, которая питается от регулируемого источника постоянного тока.
При увеличении тока в обмотке управления возрастает степень подмагничивания (насыщения) магнитопровода. Магнитная проницаемость материала магнитопровода С при этом уменьшается, значит RМ увеличивается, LДР и ХДР уменьшается, а сварочный ток возрастает.
Источники питания рассмотренного типа в настоящее время не выпускаются, однако иногда используются в сборных сварочных постах, когда у потребителя имеется трансформатор с жесткой внешней характеристикой и дроссель с регулируемой индуктивностью.
8.6 Сварочные трансформаторы с нормальным рассеянием и реактивной катушкой на общем сердечнике
Сердечник трансформатора состоит их двух частей (рис.8.8 ). На нижней (трансформаторной) части сердечника размещены первичные W1 и вторичные W2 обмотки, а на верхней (дроссельной) части – реактивная обмотка . Обмотки трансформатора размещены совместно, обычно первичные обмотки размещены ближе к сердечнику, а поверх них уложены вторичные обмотки. Такое размещение обеспечивает минимальное рассеяние и индуктивное сопротивление трансформатора. Дроссельная часть сердечника содержит подвижный пакет ПП, при перемещении которого изменяется зазор в магнитопроводе.

Рисунок 8.8 - Конструкция трансформатора с дросселем
Дроссельная обмотка соединена со вторичной обмоткой трансформатора последовательно (см. рис.8.5а ). Ввиду того, что обмотки трансформатора и дросселя связаны не только электрически, но и магнитно, соединение обмоток может быть согласным или встречным.
В режиме холостого хода основная часть магнитного потока Ф замыкается через среднее ярмо сердечника (поток ФТ), а часть потока ФР замыкается через дроссельную часть сердечника. При этом в обмотке дросселя индуктируется ЭДС ЕРО и напряжение холостого хода трансформатора составит
UXX = E20 EPO ( 8.46 )
При увеличении зазора в сердечнике поток ФР и ЕРО будут уменьшаться, а напряжение холостого хода будет возрастать при встречном соединении обмоток и уменьшаться – при согласном (рис. 8.9 ).
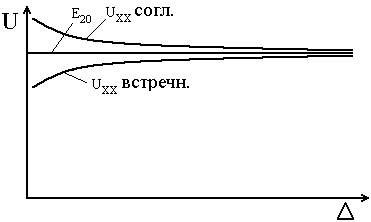
Рисунок 8.9 - Влияние зазора в сердечнике на напряжение холостого хода
В режиме нагрузки сварочный ток, протекающий на обмотке WР создает магнитный поток
![]() (8.47
)
(8.47
)
направленный встречно потоку ФР. Этот поток создает в обмотке дросселя ЭДС самоиндукции, направленную встречно вторичному напряжению трансформатора
ЕС = -ICBXДР ( 8.48 )