

7.1 Дуга переменного тока в цепи с активным сопротивлением
Дуга переменного тока чаще всего питается от источника синусоидального напряжения (сварочного трансформатора)
UИП
= U20![]() sint,
(7.1)
sint,
(7.1)
где U20 – амплитуда; – частота изменения напряжения.
Если сварочная цепь (рис7.1) имеет только активные сопротивления (R0, XL=0), то дуга горит с перерывами.
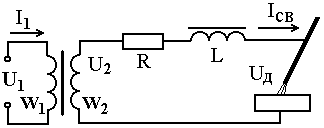
Рисунок 7.1 – Схема питания дуги переменного тока
Между напряжением источника питания и током дуги сдвиг фаз отсутствует. В каждый полупериод дуга зажигается в тот момент, когда напряжение источника питания достигает значения достаточного для зажигания дуги (рис.7.2 ) После снижения синусоидального напряжения ниже уровня, минимально необходимого для поддержания горения дуги, дуга гаснет. Время перерыва в горении дуги равно сумме времени зажигания t3 и времени угасания tУГ (tП=t3 +tУГ).
Условие зажигания дуги
UИП = U3 = U20 sinωt3. (7.2)
Отсюда
t3
=
![]() arcsin
arcsin![]() .
(7.3)
.
(7.3)
Условие угасания
UИП UД = U20 sin( -ωtУГ) = U20 sinωtУГ, (7.4)
tУГ=
arcsin![]() (7.5)
(7.5)
tП
=
![]() (arcsin
+
arcsin
)
(7.6)
(arcsin
+
arcsin
)
(7.6)
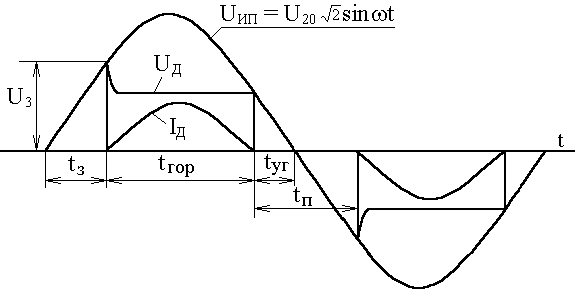
Рисунок 7.2 – Кривые изменения напряжения холостого хода источника питания UИП, напряжения UД и тока IД
Из уравнения (7.6) следует, что уменьшить длительность перерывов горения дуги можно следующими способами:
1 путем увеличения напряжения холостого хода источника питания U20. Однако повышение U20 ограничено нормами безопасности (в трансформаторах для РДС U20 80, в трансформаторах для автоматической сварки U20120 В);
2 увеличением частоты питающего напряжения .При этом питание дуги следует осуществлять от специального генератора повышенной частоты;
3 уменьшением напряжения повторного зажигания дуги U3 путем применения сварочных материалов с хорошими стабилизирующими свойствами;
4 уменьшать или полностью устранять перерывы в горении дуги можно используя источник питания с достаточной индуктивностью.
7.2 Дуга переменного тока в цепи с активным и индуктивным сопротивлением
Если источник питания имеет определенную индуктивность L, то между токами нагрузки и напряжением холостого хода источника питания возникает сдвиг фаз
=
arctg![]() ,
(7.7)
,
(7.7)
Напряжение источника питания опережает ток дуги на угол
UИП = U20 sin(t+), (7.8)
Дуга будет гореть непрерывно если в момент перехода тока через ноль (при t=0) напряжение источника питания будет достаточно для повторного возбуждения дуги UИП(0)U3 (рис.7.3)
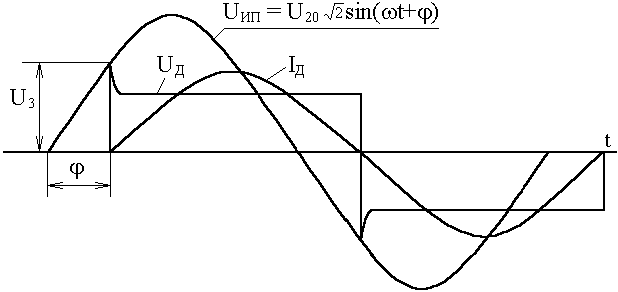
Рисунок 7.3 – Кривые изменения напряжения холостого хода источника питания UИП, напряжения UД и тока дуги IД.
U20 sin U3 . (7.9)
Отсюда получаем требования к величине угла сдвига фаз
sin (7.10)
Для устойчивого протекания процесса сварки на переменном токе необходимо также обеспечить выполнение условия динамического равновесия в энергетической системе (4.4) во время переходного процесса, возникающего при случайных отклонениях от состояния равновесия.
При питании дуги от источника синусоидального напряжения данное условие будет обеспечено при выполнении соотношения:
![]() (7.11)
(7.11)
Используя условия (7.10) и (7.11), а также соотношение sin2 + cos2 = 1.
можно получить требование к напряжению холостого хода источника питания для обеспечения устойчивого протекания процесса сварки на переменном токе.
![]()
 (7.12)
(7.12)