

Требования к источникам питания для механизированной cварки
Основными элементами установки для механизированной (полуавтоматической или автоматической) сварки плавящимся электродом являются источник питания сварочной дуги (ИП) и механизм подачи электродной проволоки (рис. 6.1). Механизм подачи содержит электродвигатель М, который через редуктор Р вращает ролики, обеспечивающие подачу электродной проволоки в зону сварки со скоростью VП.
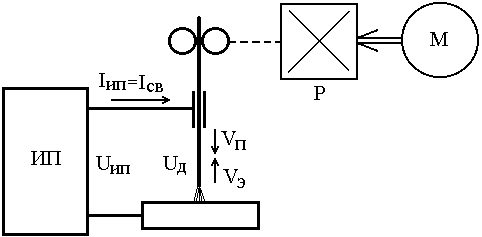
Рисунок 6.1 – Схема установки для механизированной сварки
Требования к источникам питания и порядок настройки параметров режима сварки определяются принципом построения механизма подачи электродной проволоки
6.1 Сварочные аппараты с независимой подачей электрода
Большинство сварочных аппаратов для механизированной сварки построено с независимой подачей электродной проволоки. При этом подающее устройство обеспечивает подачу электродной проволоки с установленной скоростью VП, которая в процессе сварки на данном режиме остается постоянной (VП = const) и не зависит от фактического значения параметров режима сварки. Такие аппараты называют аппаратами с независимой (постоянной) скоростью подачи электродной проволоки.
Работа этих аппаратов основана на свойстве саморегулирования, присущем энергетической системе источник питания – дуга – сварочная ванна при сварке плавящимся электродом. Поэтому их также называют аппаратами системы АРДС (автоматическое регулирование дуги саморегулированием).
Сущность процесса саморегулирования состоит в том, что при заданной скорости подачи в энергетической системе устанавливается режим сварки (IСВ и UД), при котором электрод плавится со скоростью, равной скорости его подачи (VЭ = VП), и этот режим с определенной точностью поддерживается системой саморегулирования.
Уравнение статической характеристики системы саморегулирования
![]() ,
(6.1)
,
(6.1)
где
![]() ,
,
![]() - коэффициенты саморегулирования по
току и напряжению дуги.
- коэффициенты саморегулирования по
току и напряжению дуги.
Установлено, что К10, то есть скорость плавления электрода возрастает с увеличением сварочного тока, а К2 в диапазоне технологически применяемых режимов отрицательно (К2 0), то есть скорость плавления уменьшается с увеличением напряжения на дуге. При этом по абсолютной величине коэффициенты саморегулирования возрастают с увеличением плотности тока в электроде. Графическая интерпретация этого уравнения носит название статической характеристики устойчивой работы ( рис 6.3 ).
Анализ уравнения (6.6) и статических характеристик устойчивой работы показывает, что величина сварочного тока определяется величиной скорости подачи электрода и, при установленной VП, несколько возрастает с увеличением напряжения на дуге (так как К2 0).
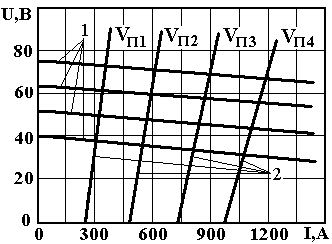
Рисунок 6.3 – Внешние характеристики источника питания (1)
и статические характеристики устойчивой работы (2)
Соотношение коэффициентов саморегулирования К1 и К2 является таким, что при изменении UД в технологически приемлемых пределах IСВ изменяется не более чем на 10-15%.