

( 4 Поста ) и вдм 1202 ( 8 постов ). Используются также выпрямители
ВДМ – 1001 и ВДМ – 1601 для питания, соответственно, 7 и 9 постов.
13.2 Мсп с индуктивным и индуктивно – реостатным разделением постов
При механизированной или автоматической сварке плавящимся электродом, когда на одном участке сосредоточены посты на которых сварка
выполняется на режимах с одинаковым напряжением на дуге возможно применение МСП с индуктивным разделением постов ( рис 13.3 ). При этом на МИП устанавливается напряжение:
UМИП = U0.МИП – 0.5 IН.НОМ | RДИФ.МИП | ( 13.6 )

Рисунок 13.3 – МСП с индуктивным разделением постов
Дроссели обеспечивают динамическое разделение постов и получение требуемых динамических свойств сварочных постов.
В тех случаях, когда механизированная сварка на отдельных постах выполняется на режимах с различными, но близкими по значению напряжениями дуги, применяют индуктивно-реостатное разделение постов
( рис. 13.4).

Рисунок 13.4 – МСП с индуктивно - реостатным разделением постов
При этом используются балластные реостаты с малым сопротивлением РБГ-302, РБГ-502, которые обеспечивают получение на сварочных постах пологопадающих внешних характеристик
RДИФ.ПОСТА = (- 0.07 …- 0.12 ) В/A .
Опытный завод сварочного оборудования (ОЗСО ) им. Е.О. Патона выпускает многопостовой выпрямитель ВМГ–5000 с номинальным током 5000А предназначенный для питания 30 постов механизированной или ручной сварки. Выпрямитель имеет пять ступеней рабочего напряжения 30, 35, 40, 50, 60 В.
13.3 Мсп с автономным тиристорным регулированием на отдельных постах
В состав многопостового источника питания данного типа входит общий силовой трансформатор и автономные, по числу постов, тиристорные выпрямительные блоки с самостоятельными системами фазового управления. Сохраняя эксплуатационные и технологические характеристики однопостовых выпрямителей, эти многопостовые источники питания являются более экономичными. МИП данного типа может выполняться универсальным и обеспечивать формирование на отдельных постах различных внешних характеристик, например падающих - для ручной дуговой сварки и пологопадающих – для механизированной сварки. Примерами многопостовых тиристорных выпрямителей являются ВДУМ – 4 х 301, ВДУМ – 4 х 401, обеспечивающие питание четырех постов с номинальным током, соответственно, до 300А или 400А.
Система с параллельно работающими тиристорными блоками налагает дополнительные требования к схеме выпрямления сварочного поста. Работа-ющий тиристор одного выпрямительного блока не должен шунтировать тиристор другого. В связи с этим становится невозможным использование трехфазной мостовой схемы выпрямления с шестью управляемыми вентилями. Нецелесообразно применение и шестифазной кольцевой схемы,
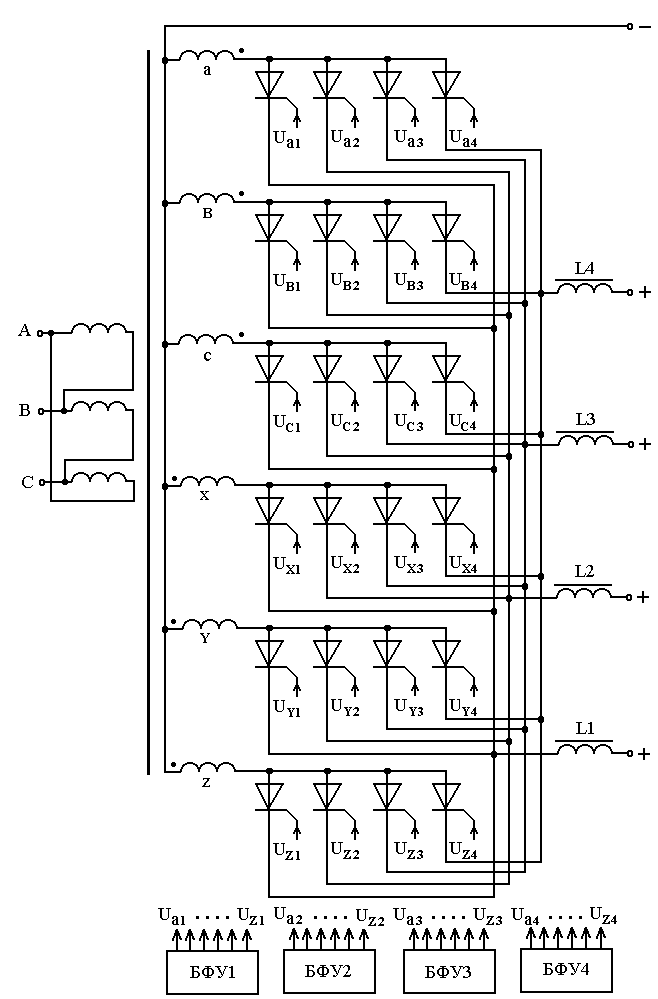
Рисунок 13.5 Упрощенная электрическая схема силовой части многопостового выпрямителя ВДУМ 4х401.
так как при этом число вторичных обмоток трансформатора должно быть равно числу сварочных постов. Выпрямители могут быть выполнены по одной из трех схем выпрямления: двойной трехфазной схеме с самостоятельными уравнительными реакторами в схемах каждого поста, простой шестифазной схеме выпрямления, трехфазной несимметричной мостовой схеме с тремя управляемыми вентилями и тремя неуправляемыми. Применение несимметричной мостовой схемы приводит к значительно большим пульсациям сварочного тока по сравнению с шестифазными схемами, худшему использованию тиристоров по току, увеличению габаритов сглаживающих дросселей.
На рис.13.5 приведена упрощенная электрическая схема силовой части многопостового выпрямителя ВДУМ 4х401. Выпрямитель состоит из общего силового трансформатора Т, четырех независимых силовых тиристорных выпрямителей, выполненных по простой шестифазной схеме и управляемых
отдельными блоками фазового управления БФУ1-БФУ4, и четырех дросселей L1-L4.
В отличие от однопостовых выпрямителей дроссели выполняют в данном случае функции не только сглаживания и ограничения пиков тока в процессе сварки, но и являются разделительными дросселями, обеспечивающими независимость работы сварочных постов и тиристорных выпрямительных блоков.
На сварочных постах могут формироваться падающие характеристики за счет введения обратной связи по току или пологопадающие характеристики за счет обратной связи по напряжению и току. Каждый пост снабжен выносным пультом дистанционного управления режимом сварки. Лицевые панели блоков управления оснащены приборами для контроля сварочного тока и напряжения дуги.