

12 Инверторные источники питания сварочной дуги
12.1 Структура и классификация инверторных источников питания
Это источники, в состав которых входят высокочастотные преобразователи – инверторы. Структурная схема инверторного источника приведена на рис. 12.1.
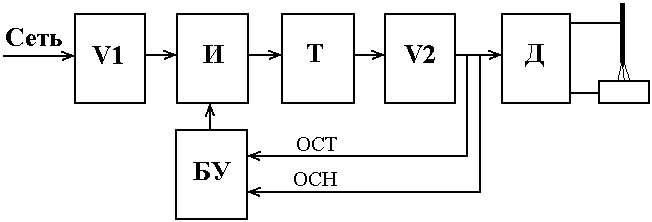
Рисунок 12.1 - Структурная схема инверторного источника питания
Выпрямитель VI преобразует переменное сетевое напряжение в постоянное UВ. В источнике питания промышленного назначения V1 обычно трехфазный. В источниках питания на малые токи (до 100-150А) иногда применяют однофазный выпрямитель. Для обеспечения стабильности работы источника выпрямитель обычно содержит сглаживающий фильтр (LC-фильтр) Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое затем поступает на высокочастотный трансформатор Т, понижающий напряжение до значения необходимого для сварки. Вторичная обмотка трансформатора нагружена на выпрямитель V2, к выходу которого через сглаживающий дроссель Д подключены электрод и изделие.
Основными элементами инверторного источника питания (ИИП) являются инвертор и блок управления БУ.
Инвертор состоит из коммутирующих элементов, которые включены между источником постоянного напряжения (V1) и нагрузкой (Т). Коммутация в силовом контуре инвертора производится циклически и таким образом, что к нагрузке прикладывается знакопеременное напряжение. Коммутация тока осуществляется с помощью полупроводниковых приборов, работающих поочередно в закрытом или открытом состоянии по заданному алгоритму.
Блок БУ вырабатывает сигналы для периодического открывания и запирания ключей инвертора с заданной частотой. Регулирование выходного напряжения ИИП осуществляется изменением длительности импульсов инвертируемого напряжения либо изменением их частоты. Для формирования требуемых внешних характеристик вводят обратные связи по току сварки ОСТ и по напряжению дуги ОСН.
Некоторые фирмы выпускают также сварочные конверторы, которые не имеют сетевого выпрямителя V1, а в качестве входного напряжения инвертора используют выходное напряжение многопостового сварочного выпрямителя.
В сварочных источниках питания применяются тиристорные и транзисторные инверторы.
Тиристорные инверторы обеспечивают получение переменного тока частотой до 10-15 кГц.
Транзисторные – до 200 кГц и более.
Стоимость тиристоров значительно ниже стоимости транзисторов, обеспечивающих коммутацию одинаковых токов и напряжений. Однако тиристоры требуют более сложной и дорогой коммутационной аппаратуры. Кроме того, инверторы, работающие в области высоких звуковых частотах, издают достаточно интенсивный неприятный звук. Звучат трансформатор, дроссель, дуга.
При мощности от нескольких кВт до десятков кВт большинство фирм применяют транзисторные инверторы, работающие в области ультразвуковых частот 20-150 кГц.
При мощности 150-300 кВт применяются тиристорные инверторы.
Инверторы строятся по однотактной или двухтактной схеме. Транзисторы в инверторах работают в ключевом режиме.
12.2 – Источники питания с однотактным транзисторным инвертором
Однотактный транзисторный инвертор приведен на рис. 12.2
Блок управления БУ формирует импульсы управления UУ длительности с периодом Т (рис. 12.3).
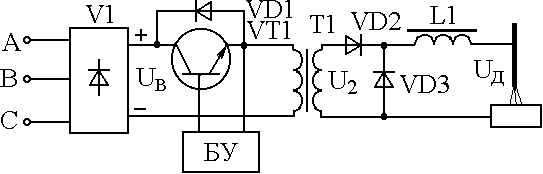
Рисунок 12.2 - Однотактный транзисторный инвертор
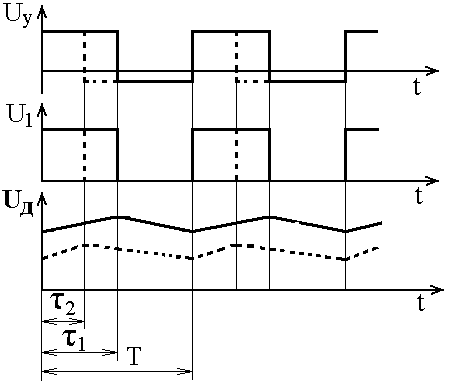
Рисунок 12.3 - Временные диаграммы однотактного инвертора
Во время положительного импульса транзистор VT1 открыт (находится в состоянии насыщения). На первичную обмотку трансформатора T1 подается импульс напряжения U1. Во вторичной (сварочной) цепи протекает ток через диод VD1 и обмотку дросселя L1. При этом часть энергии передается в нагрузку (на сварочную дугу), а часть идет на пополнение запаса электромагнитной энергии дросселя. На интервале Т- на транзистор подано отрицательное напряжение. Транзистор закрыт (находится в состоянии отсечки) и напряжение на первичную обмотку трансформатора не подается. Ток в первичной цепи трансформатора отсутствует, а ток в нагрузке (сварочный ток) поддерживается за счет энергии, накопленной в дросселе. Ток протекает по цепи L1-дуга-VD2.
Энергия, накопленная в намагничивающем контуре трансформатора во время импульса ( на интервале ) возвращается во время паузы (на интервале
Т-) в источник питания инвертора ( выпрямитель V1) через диод VD1, включенный параллельно транзистору VT1 в обратном направлении. При однотактной схеме трансформатор работает в режиме несимметричного намагничивания. Магнитопровод трансформатора подмагничивается потоянной составляющей тока, что приводит к увеличению его габаритных размеров и потерь мощности в нем. Поэтому в таких инверторах необходим трансформатор с сердечником, материал которого не обладает остаточным намагничиванием, т.е. сердечник из так называемых магнитомягких материалов.
Обычно используются ферритовые сердечники.
Благодаря высокой частоте формирования импульсов достаточно очень малой индуктивности дросселя, чтобы обеспечить практически полное сглаживание пульсаций.
Регулированные величины среднего значения тока сварки и напряжения дуги осуществляется изменением коэффициента заполнения импульсов
![]()
UН.СР = UИ
Для управления можно изменять частоту импульсов при их неизменной длительности
И = const, Т = var
Однако, при этом для обеспечения минимальных режимов придется выйти в звуковой диапазон частот, что нежелательно. Поэтому чаще применяют широтно- импульсное регулирование, при котором частота (период) импульсов постоянна, а изменяется их длительность
Т = const, И = var
При уменьшении И уменьшается , а значит UН.СР и наоборот.