

11.6.3 Универсальные установки для аргоно-дуговой сварки
Универсальные установки предназначены для аргоно-дуговоой сварки неплавящимся электродом на постоянном (TIG-DC) и переменном (TIG-АС) токе всех видов металлов и сплавов, включая алюминий и его сплавы, а также, как правило, имеют режим ручной дуговой сварки плавящимися металлическими электродами постоянным и переменным током (MMA - DC,AC).
Силовой блок универсальных установок включает однофазный трансформатор (обычно с питанием от двух фаз силовой сети) и cхему на диодах и тиристорах, которая обеспечивает работу как на переменном так и на постоянном токе. Пример упрощенной схемы построения силового блоку универсальной установки приведен на рис. 11.12.
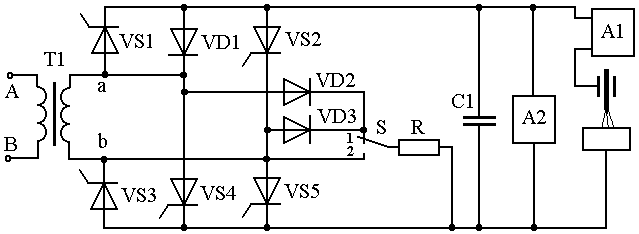
Рисунок 11.12 – Упрощенная схема силового блока универсальной установки для аргоно-дуговой сварки
Схема питания дуги включает силовой трансформатор с повышенным рассеянием Т1, вентильный блок VD1, VS1-VS5, блок подпитки VD2, VD3, R, возбудитель дуги последовательного включения А1 и импульсный стабилизатор А2.
Тиристоры VS1 и VS2 при роботе в определенном режиме включаются полнофазно (то есть являются нерегулируемыми), а фаза включения тиристоров VS3, VS4 и VS5 регулируется системой управления. При сварке на переменном токе работают диод VD1 и тиристоры VS1, VS3, VS5. В полупериоды прямой полярности ток идет по цепи Т1 – VS5 – дуга – VD1 – T1, а в полупериоды обратной полярности по цепи Т1 – VS1 – дуга – VS3 – T1. Путем управления фазой включения тиристоров VS3 и VS5 регулируется сварочный ток, формируется падающая вольт-амперная характеристика и подавляется постоянная составляющая или обеспечивается оптимальное соотношение между токами в полупериоды прямой и обратной полярности. При сварке на постоянном токе работают диод VD1 и тиристоры VS2, VS4, VS5, соединенные в однофазную мостовую схему выпрямления. В полупериоды питающей сети, когда потенциал точки b выше потенциала точки а, сварочный ток протекает по цепи T1 – VS5 – дуга – VD1 – T1, а в другие полупериоды – по цепи T1 – VS4 – дуга – VS2 – T1. Режим сварки при этом регулируется путем управления фазой включения тиристоров VS4 I VS5.
Блок подпитки обеспечивает протекание через дуговой промежуток небольшого тока в интервалы непроводимости регулированных тиристоров. При сварке на постоянном токе переключатель S установлен в положение 1 и ток в интервалы непроводимости тиристоров VS4 или VS5 протекает через диоды VD2 или VD3 и балластный резистор R. При сварке на переменном токе ток переключатель S устанавливается в положение 2 и ток в интервалы непроводимости тиристоров VS3 или VS5 протекает через резистор R.
Начальное зажигание дуги обеспечивается возбудителем А1, который подает на межэлектродный промежуток высоковольтные, высокочастотные импульсы через конденсатор С1, который одновременно защищает основной источник питания от высокого напряжения возбудителя. После зажигания дуги возбудитель отключается и, при сварке на переменном токе работает стабилизатор А2 (построенный например по схеме приведенной на рис.11.10), который в начале полупериодов обратной полярности подает на дуговой промежуток стабилизирующие импульсы повышенного напряжения (200 – 600В). Некоторые модели установок имеют возбудитель - стабилизатор, который обеспечивает и начальное возбуждение дуги и ее стабилизацию при сварке на переменном токе.
Универсальные установки УДГУ – 251, УДГУ – 351, УДГУ – 501 (изготовитель ОАО СЭЛМА) предназначены для ручной (ММА) и аргоно-дуговой (TIG) сварки на постоянном (DC) и переменном (АС) токах всех видов металлов и сплавов.
Установки обеспечивают:
бесконтактное возбуждение дуги в режиме TIG и зажигание дуги касанием в режиме ММА;
плавное регулирование сварочного тока.
регулирование оптимального соотношения очистительной и проплавляющей способности дуги в режиме TIG–AC ( регулирование постоянной составляющей сварочного тока);
регулирование начального тока и времени его плавного нарастания в режиме TIG;
регулирование времени плавного снижения тока в конце сварки;
регулирование времени продувки газового тракта в начале и в конце сварки;
возможность подключения пульта дистанционного управлении сварочными параметрами;
непрерывный и пульсирующий режим сварки при подключении пульта ППС – 01 с плавным регулированием токов импульса и паузы и длительности импульсов. Установки комплектуются удобными и надежными горелками фирмы “Binzel”.
Установки УДГУ-256,УДГУ-506 (производитель ОЗСО) предназначены для аргоно-дуговой сварки на постоянном и переменном токе неплавящимся вольфрамовым электродом (TIG-DC, АС) всех видов металлов и сплавов, включая алюминий и его сплавы. Регулирование сварочного тока плавное электронное. Начальное зажигание дуги и ее стабилизация обеспечиваются вмонтированным возбудителем - стабилизатором. Установки имеют также режим ручной дуговой сварки плавящимися металлическими электродами (MMA - DC,AC).