

11.6.2 Установки переменного тока для сварки неплавящимся электродом (tig –аc)
Установки переменного тока применяются для сварки изделий из алюминия и его сплавов. Переменный ток необходим для разрушения тугоплавкой оксидной пленки которая образуется на поверхности деталей и препятствует нормальному плавлению металла. При этом положительная полуволна (анод на вольфрамовом электроде, а катод на изделии) обеспечивает очистительный эффект (разрушение оксидной пленки алюминия благодаря бомбардировке изделия положительными ионами), а отрицательная полуволна – эффект проплавления свариваемого металла. При установлении оптимального соотношения между токами в полупериоды прямой и обратной полярности получаем хорошо зачищенный шов с необходимым проплавленням.
Установка УДГ-180 (производитель ОАО СЭЛМА) предназначена для аргоно-дуговой сварки неплавящимся электродом (режим TIG-АС) на переменном токе изделий из алюминия и его сплавов, а также для ручной дуговой сварки плавящимися металлическими электродами (режим ММА-АС). Установка имеет простую конструкцию механического регулирования сварочного тока с помощью трансформатора с подвижным магнитным шунтом, обеспечивает бесконтактное возбуждение дуги в режиме TIG, имеет встроенный газовый тракт и блок управления циклом сварки, комплектуется надежной горелкой фирмы “Binzel”.
Установка УДГ-501-1 (ОЗСО) предназначена для сварки алюминия и его сплавов неплавящимся электродом в среде аргона. Силовой трансформатор установки выполняется с повышенным магнитным рассеянием и имеет неподвижный подмагничиваемый шунт. Блок управлении током подмагничивания шунта обеспечивает плавное регулирование рабочего сварочного тока, а также снижение тока по экспоненциальной кривой во время заварки кратера. Установка имеет электронный возбудитель - стабилизатор дуги последовательного включения, который во время возбуждения дуги вырабатывает высоковольтные высокочастотные импульсы, которые подаются на промежуток электрод – изделие и обеспечивают начальное возбуждение дуги, а после зажигания дуги – переходит в режим стабилизации и вырабатывает в каждый полупериод импульсы с амплитудой 400 – 600В достаточные для надежных повторных возбуждений дуги. Для подавления постоянной составляющей сварочного тока используется диодно- тиристорное устройство(такое, как приведено на рис 11.9).
Блок цикла установки обеспечивает:
включение газового клапана после замыкания кнопки на горелке;
включение силового трансформатора после выдержки времени “продувка газа ”;
отключение силового трансформатора после размыкания кнопки на горелке и окончания спада сварочного тока;
отключение газового клапана после выдержки времени “газ после сварки ”.
Для сварки неответственных конструкций из алюминия и его сплавов иногда применяют простые сборные сварочные установки. В состав такой установки входит сварочный трансформатор с падающей внешней характеристикой, возбудитель – стабилизатор дуги либо осциллятор или импульсный возбудитель дуги, который работает как при возбуждении дуги, так и во время сварки, и балластный реостат для подавления постоянной составляющей сварочного тока. Пример схемы сварочного поста с возбудителем дуги последовательного включения А1 приведен на рис. 11.11
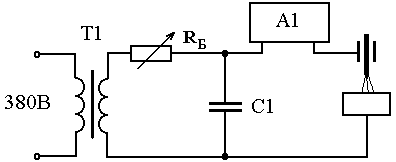
Рисунок 11.11 – Схема сборного поста для аргоно-дуговой сварки
переменным током