

11.2.4 Включение возбудителя в цепь дуги
Возбудитель может включаться в цепь дуги последовательно или параллельно источнику питания сварочной дуги.
В возбудителях последовательного включения вторичная обмотка высоковольтного трансформатора должна быть намотана шиной имеющей сечение достаточное для протекания сварочного тока.
При такой схеме для защиты сварочного выпрямителя от пробоя высоковольтным напряжением достаточно зашунтировать его конденсатором С2 (рис 11.6).

Рисунок 11.6 – Включение возбудителя последовательно в цепь дуги
При параллельном подключении возбудитель не ограничивает допустимый ток дуги. Но при этом сложнее защита источника питания от пробоя высоковольтным напряжением. Для защиты выпрямителя необходим Г-образный индуктивно-емкостный фильтр включающий дроссель L1 и конденсатор С1 (рис. 11.7). На этом фильтре происходят потери энергии возбудителя, что уменьшает эффективную мощность подводимую к дуговому промежутку.
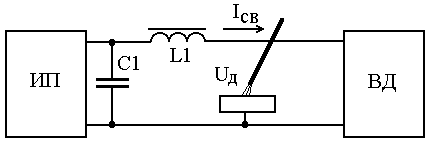
Рисунок 11.7 – Включение возбудителя параллельно источнику питания сварочной дуги
Дополнительные требования к источникам питания для сварки неплавящимся электродом на переменном токе
При
смене
полярности
с прямой на обратную резко возрастает
напряжение повторного зажигания дуги.
Во избежание неустойчивого горения
дуги сварка ведется, как правило, в
режиме непрерывных токов. При синусоидальном
напряжении питания непрерывное горение
дуги обеспечивается при выполнении
условия
![]() .
При сварке покрытыми электродами и под
флюсом это условие обеспечивается
введением во флюс или в обмазку электродов
элементов с низким потенциалом ионизации.
При сварке неплавящимся электродом (в
частности при сварке алюминиевых
сплавов, когда напряжение повторного
возбуждения дуги при обратной полярности
особенно велико)
данное условие не может быть выполнено
при допустимых напряжениях холостого
хода источника. Поэтому источник питания
дополняется специальным стабилизатором
горения дуги, представляющим собой
генератор импульсов высокого
напряжения.
.
При сварке покрытыми электродами и под
флюсом это условие обеспечивается
введением во флюс или в обмазку электродов
элементов с низким потенциалом ионизации.
При сварке неплавящимся электродом (в
частности при сварке алюминиевых
сплавов, когда напряжение повторного
возбуждения дуги при обратной полярности
особенно велико)
данное условие не может быть выполнено
при допустимых напряжениях холостого
хода источника. Поэтому источник питания
дополняется специальным стабилизатором
горения дуги, представляющим собой
генератор импульсов высокого
напряжения.
В связи с большим различием напряжения горения дуг прямой и обратной полярности возникает значительная постоянная составляющая тока дуги. Наличие постоянной составляющей ухудшает качество сварного соединения и приводит к подмагничиванию сердечника трансформатора. При этом возрастает первичный ток и происходит перегрев первичной обмотки трансформатора. Поэтому источники переменного тока для сварки неплавящимся электродом дополняются устройствами для компенсации постоянной составляющей тока.
Способы устранения постоянной составляющей в дуге переменного тока
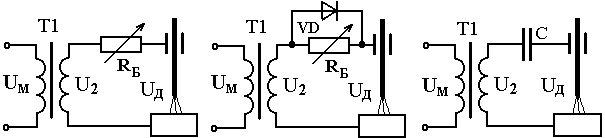
Простейшим
способом уменьшения постоянной
составляющей тока является включение
в сварочную цепь балластного реостата
(рис. 11.8, а). Сущность способа можно
упрощенно пояснить следующим образом.
В полупериод обратной полярности
значительно выше напряжение дуги. То
есть цепь дуги при обратной полярности
имеет большее сопротивление, чем при
прямой
![]() .
.
При включении в сварочную цепь дополнительного сопротивления RБ уменьшается относительное различие между сопротивлениями сварочной цепи в полупериоды прямой и обратной полярности. Благодаря этому обеспечивается уменьшение относительного различия токов в полупериоды прямой и обратной полярности и, значит, частичная компенсация постоянной составляющей .
Более
эффективной является схема (рис. 1.8 б
), в которой параллельно резистору RБ
включен
диод VD. При этом ток обратной полярности
проходит через диод, а ток прямой
полярности идет через реостат RБ
и поэтому снижается. Подбором сопротивления
реостата можно обеспечить уравнивание
токов в полупериоды прямой и обратной
полярности.
 а
б
в
а
б
в
а,б – включением балластного реостата, в – включением конденсатора
Рисунок 11.8 – Способы устранения постоянной составляющей
Активное сопротивление в цепи дуги неблагоприятно влияет на восстановление напряжения в момент смены полярности. Затрудняется и выполнение условия непрерывности тока дуги ( 7.10, 7.15), так как уменьшается сдвиг фаз между током и напряжением
![]()
Поэтому недопустимо значительное увеличение активного сопротивления. Оптимальный сдвиг фаз обеспечивается при сопротивлении балластного реостата составляющем примерно 2/3 от индуктивного сопротивления цепи. При регулировании режима сварки активное сопротивление балластного реостата следует изменять одновременно с индуктивным сопротивлением сварочного трансформатора. Регулирование тока с помощью балластного реостата допустимо лишь в небольших пределах (до 20%).
Из-за существенных недостатков (неполная компенсация постоянной составляющей тока, ухудшение условий стабильности горения дуги, значительные потери энергии, необходимость подстройки при регулировании тока) способ уменьшения постоянной составляющей при помощи активного сопротивления применяется лишь в самодельных сборных постах.
Полная компенсация постоянной составляющей тока обеспечивается при включении последовательно в цепь дуги конденсаторной батареи (рис. 11,8, в), так как конденсатор пропускает только переменную составляющую тока. Требуемая емкость батареи конденсаторов приходящаяся на 1 А сварочного тока составит примерно 300 мкФ.
В источнике питания на номинальный ток 300 А следует включать батарею конденсаторов емкостью около 100000 мкФ. Такая батарея конденсаторов имеет значительные габариты и массу, что и является основным недостатком данного способа устранения постоянной составляющей.
На время первоначального возбуждения дуги батарея конденсаторов должна быть зашунтирована.
Наиболее рациональным является тиристорный метод регулирования тока в полупериоды прямой и обратной полярности.
Устранение постоянной составляющей в сварочном токе может обеспечиваться при использовании для питания дуги тиристорного трансформатора с фазорегулятором во вторичной цепи, например, в соответствии со схемами, приведенными на рис. 8.23, 8.24, при несимметричном управлении фазой включения тиристоров. При этом в полупериод обратной полярности обеспечивается меньший угол включения тиристора чем при прямой. Различие углов включения может задаваться жестко или в соответствии с обратными связями по току в полупериоды прямой и обратной полярности. Уменьшение постоянной составляющей обеспечивается при всех режимах сварки, кроме близких к полнофазному.
При питании дуги от сварочного трансформатора с падающими внешними характеристиками с механическим регулированием путем перемещения обмоток или магнитного шунта, либо с подмагничиваемым шунтом, для подавления постоянной составляющей используется диодно-тиристорное устройство (рис. 11.9).
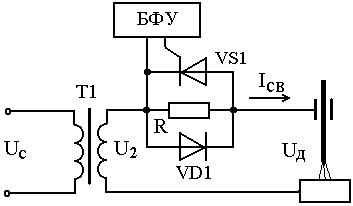
Рисунок 11.9 – Диодно-тиристорное устройство ограничения постоянной составляющей сварочного тока
Ток полуволны обратной полярности проходит через диод VD1, а ток полуволны прямой полярности – через тиристор VS1, который включается с определенной задержкой после смены полярности дугового напряжения. Время задержки выбирается таким, чтобы обеспечить подавление постоянной составляющей сварочного тока ( 0,001 с). Ток дуги от момента окончания полупериода обратной полярности до включения тиристора поддерживается на минимально необходимом уровне через резистор R.