

10.3 Вентильные сварочные генераторы
ВСГ чаще всего выполнены на базе трехфазной индукторной электрической машины, содержащей по два пакета статора и ротора из тонколистовой электротехнической стали (рис.10.6).
Оба пакета железа статора 5 и 9 запрессованы в стальную станину 6, и, следовательно, станиной они магнитно соединены. Пакеты железа ротора 3 и 8 запрессованы на стальную втулку 2, расположенную на валу 1 генератора, и, следовательно, между собой также соединены магнитно. Благодаря массивным участкам магнитопровода этот тип синхронных машин обладает значительным остаточным магнитным полем, обеспечивающим надежное самовозбуждение генератора.
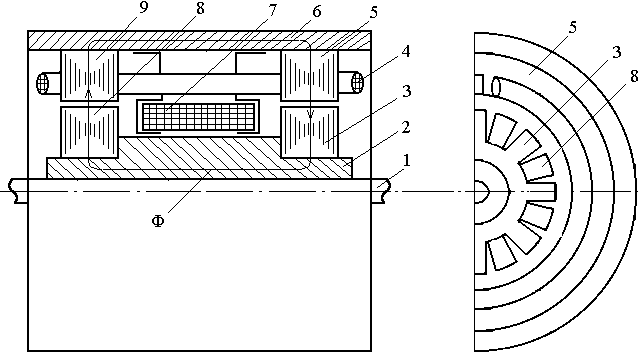
Рисунок 10.6 - Магнитная система двухпакетного индукторного генератора с аксиальным потоком возбуждения
На каждом пакете железа ротора и статора имеются зубцы. В трехфазном генераторе число зубцов статора в шесть раз больше числа зубцов ротора (например в генераторе ГД-312 ZР = 8, ZС = 48). В пазах статора уложены витки силовой обмотки генератора. Обмотка статора состоит из катушек. Катушки 4 трехфазной обмотки статора вытянуты в осевом направлении машины и охватывают по три зубца как левого, так и правого пакета статора.
Тороидальная обмотка возбуждения 7 размещена между пакетами железа ротора и жестко прикреплена к станине.
Таким образом, все обмотки генератора закреплены и при работе генератора неподвижны. Поэтому в генераторах отсутствуют скользящие контактные кольца, что обеспечивает их высокую надежность в эксплуатации.
Обмотка возбуждения питается постоянным током. Магнитный поток обмотки возбуждения Ф замыкается через стальную втулку, пакеты железа ротора и статора и станину. Зубцы одного пакета ротора, в зависимости от направления тока в обмотке возбуждения, образуют как бы северные полюсы, а зубцы другого пакета – южные. При неподвижном роторе витки обмотки статора пронизываются постоянным магнитным потоком и ЭДС в них не индуктируется. При вращении ротора каждый виток обмотки статора пронизывается пульсирующим магнитным потоком зубцов ротора. Мгновенное значение потока, пересекающего виток ротора зависит от угла поворота зубцов ротора. ( При прохождении под витком зубца магнитный поток максимален, а при прохождении впадины – минимален ). При отношениях ширины зубца к его зубцовому делению, находящихся в пределах 0,35...0,45, изменение проводимости воздушного зазора в зоне зубцов при вращении ротора происходит по закону, весьма близкому к гармоническому.
Повороту ротора на одно зубцовое деление соответствует период изменения магнитного потока. Частота изменений магнитного потока пропорциональна числу зубцов ротора и частоте его вращения.
f = ZP n .
Катушки трехфазной обмотки статора смещены на 1/3 зубцового деления ротора. В результате при вращении ротора в каждой фазе трехфазной обмотки статора наводятся переменные ЭДС сдвинутые на 2/3 электрических градусов (1200 ).
Трехфазная обмотка ОС индукторного генератора своими выводами подключена к трехфазному выпрямительному мосту VD4 – VD9 (рис.10.7). Выпрямленным током питается сварочный пост. Необходимые для ручной дуговой сварки падающие внешние характеристики генератора формируются за счет внутренних индуктивных сопротивлений самой электрической машины. Плавное регулирование внешней характеристики осуществляется изменением ЭДС генератора.
После запуска генератора начальное самовозбуждение происходит от остаточного магнетизма, и на зажимах генератора появляется небольшая ЭДС (3...4 В). Трансформатор ТV через выпрямитель VD1 начинает питать обмотку возбуждения ОВ. ЭДС увеличивается, и генератор возбуждается до напряжения холостого хода.

Рисунок 10.7 - Принципиальная электрическая схема вентильного сварочного генератора
С появлением нагрузки обмотку возбуждения начитает питать и трансформатор тока ТА через выпрямитель VD3. Мгновенные значения вторичных напряжений трансформаторов ТV и ТА сдвинуты по фазе. В режиме любой нагрузки они параллельно питают обмотку возбуждения до режима короткого замыкания (КЗ). В режиме КЗ работает только трансформатор ТА. Вентиль VD2 служит для разрядки электромагнитной энергии, накопленной в обмотке возбуждения, и пропускает импульсы тока в промежутках, когда мгновенные значения ЭДС трансформаторов TV и TA имеют обратный знак (вентили VD1 и VD3 заперты). В результате обмотка возбуждения питается непрерывным постоянным током.
 а
б
а
б
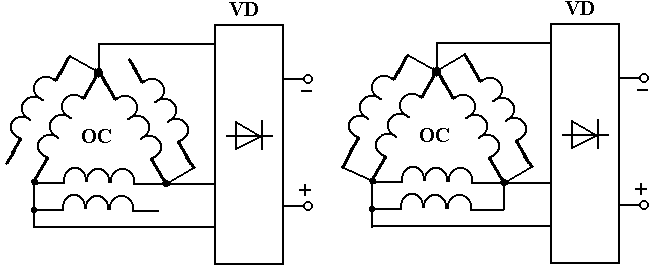
а – ступень малых токов; б – ступень больших токов
Рисунок 10.8 - Схемы соединения трехфазных обмоток статора генератора
Реостатом R, включенным в цепь возбуждения, регулируется эффективность обратной связи по току, и, следовательно, плавно регулируются крутизна наклона внешних характеристик генератора и сварочный ток в пределах одного диапазона.
Грубое регулирование сварочного тока осуществляется скачкообразным изменением внутренних сопротивлений посредством переключения схемы обмотки статора (рис.10.8 ). При переключении трехфазных обмоток со схемы а на схему б индуктивное сопротивление, приведенное к фазе, уменьшается в два раза, что ведет к двукратному увеличению коэффициента внешней характеристики. При всех этих переключениях ЭДС холостого хода генератора сохраняется неизменной.