

9.2 Схемы выпрямления применяемые в сварочных выпрямителях
В сварочных выпрямителях малой мощности бытового и промышленно – бытового назначения применяются однофазные схемы выпрямления. Выпрямители средней и большой мощности промышленного назначения как правило строятся с питанием от трехфазной промышленной сети с использованием многофазных схем выпрямления. Получили распространение трехфазная мостовая и шестифазные схемы выпрямления. Из шестифазных широко применяются двойная трехфазная с уравнительным реактором и кольцевая.
9.2.1 Однофазные схемы выпрямления
При питании выпрямителя от однофазной сети применяются однофазные двухполупериодные схемы выпрямления: однофазная мостовая (рис.9.2а) и схема с выводом от средней точки вторичной обмотки силового трансформатора (рис.9.2б).
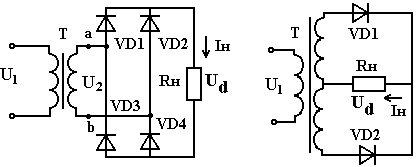
а б
Рисунок 9.2 – Однофазные схемы выпрямления
Для данных схем выпрямления среднее значение выпрямленного напряжения при холостом ходе выпрямителя определяется по формуле
UХХ = 2U2m/ = 2 U2/ 0,9 U2; (9.1)
Средний прямой ток через вентиль
IВ.СР = 0,5Id , (9.2)
где Id.- номинальный ток выпрямителя.
Максимальное обратное напряжение на диодах составляет:
для однофазной мостовой схемы UОБР. max = U2m = U2 = (/2)UХХ 1,57UХХ , (9.3)
для схемы с выводом от средней точки вторичной обмотки трансформатора
UОБР. max = 2U2m = 2 U2 = 2(/2)UХХ 3,14UХХ . (9.4)
Недостатком однофазных схем выпрямления являются значительные пульсации выпрямленного напряжения (см. рис. 9.3), при которых не обеспечивается стабильное горение дуги постоянного тока. Коеффициент пульсаций q = 2/3 0,67, тогда как желательно q 0,1 , или хотя бы q 0,2 .

Рисунок 9.3 – диаграммы напряжений однофазных выпрямителей.
Следовательно однофазные выпрямители следует дополнять сглаживающими фильтрами, обеспечивающими трех – шестикратное сглаживание пульсаций.
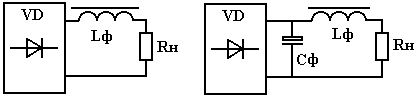
а б
Рисунок 9.4 – Схемы сглаживающих фильтров
При использовании индуктивного фильтра (рис.9.4а) коэффициент сглаживания пульсаций приближенно определяется по формуле
S = mLФ/RН. (9.5)
где m – количество пульсаций за период ( при однофазном двухполупериодном выпрямлении m=2 ). При сварке на токах до 100 – 150А активное сопротивление сварочной цепи составляет 0.2 -0.3 Ом и для обеспечения требуемого коэффициента сглаживания пульсаций в сварочную цепь следует включать дроссель с индуктивностью LФ=0.001 – 0.002 Гн = 1-2 мГн. Такая индуктивность является приемлемой в выпрямителях для ручной дуговой сварки, но значительно превышает оптимальную для механизированной сварки плавящимся электродом (см. п.9.8 ). Поэтому в однофазных выпрямителях для сварки плавящимся электродом в среде защитных газов целесообразно устанавливать индуктивно - емкостной фильтр (рис.9.4б). При этом коэффициент сглаживания пульсаций приближенно определяется по формуле
S m22LФСФ, (9.6)
И требуемое сглаживание пульсаций может быть обеспечено при LФ = 0.15-0.25 мГн и СФ = 30000 – 40000 мкФ.