

8.4 Трансформаторы с подвижными магнитными шунтами
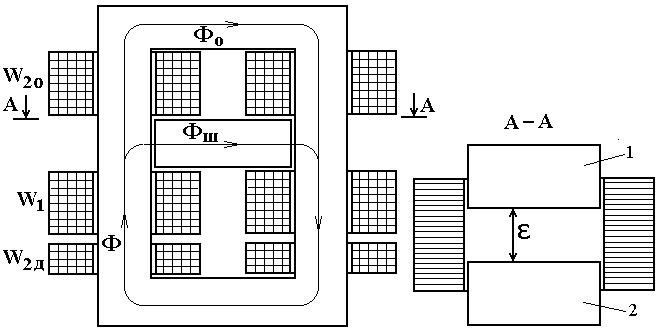
Трансформаторы с подвижными магнитными шунтами выполняются на магнитопроводах стержневого типа и имеют дисковые обмотки. Обмотки трансформатора (рис. 8.10) расположены симметрично на стержнях магнитопровода. В канале между первичными w1 и вторичными w2 обмотками расположены подвижные пакеты магнитного шунта 1 и 2.
Возможны два варианта взаимного расположения первичной и вторичной обмоток относительно шунта, а именно: полное или частичное разнесение.
Трансформаторы небольшой мощности (на токи до 200…250 А) обычно выполняют с полным разнесением обмоток, когда первичные и вторичные обмотки расположены по разные стороны шунта.
Трансформаторы средней мощности (на токи до 500 А) выполняют с частичным разнесением обмоток. При этом вторичная обмотка состоит из двух секций – основной w20 и дополнительной w2Д. Основная вторичная обмотка расположена относительно первичной обмотки по другую сторону шунта. Дополнительная вторичная обмотка расположена в зоне первичной обмотки и имеет с ней хорошую магнитную связь. Трансформатор имеет две ступени регулирования .
 Рисунок
8.10 - Конструкция трансформатора с
подвижным магнитным шунтом
Рисунок
8.10 - Конструкция трансформатора с
подвижным магнитным шунтом
Типовая схема переключения обмоток приведена на рис. 8.11
Диапазону больших токов соответствует положение 1 переключателя S. При этом катушки вторичной обмотки соединены параллельно, причем в каждой параллельной ветви включены как основные, так и дополнительные секции. При переходе на диапазон малых токов (положение 2 переключателя S) дополнительные секции вторичной обмотки отключаются, а основные – соединяются последовательно. Так как w20 w2Д, то переход на диапазон малых токов сопровождается некоторым увеличением напряжения холостого хода:
![]() ,
,
![]() ,
,
![]() . (8.23)
. (8.23)
Плавное регулирование тока осуществляется перемещением магнитного шунта. При введении пакетов магнитного шунта в окно магнитопровода (при уменьшении расстояния между пакетами) возрастает магнитная проводимость для потоков рассеяния ФШ. Потоки рассеяния и индуктивное сопротивление обмоток трансформатора возрастают, и сварочный ток падает.
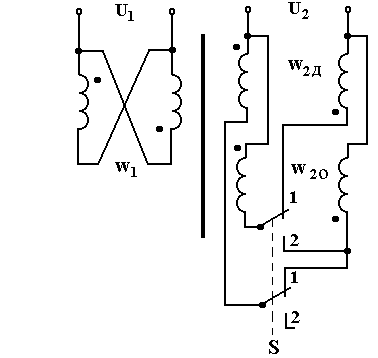
Рисунок 8.11 - Схема переключения обмоток трансформатора
с подвижным магнитным шунтом
Внешние характеристики трансформаторов с подвижными шунтами имеют вид приведенный на рис. 8.12.
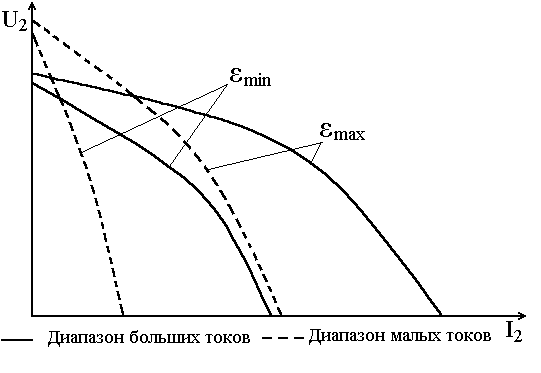
Рисунок 8.12– Внешние характеристики трансформатора с подвижным
магнитным шунтом.
Трансформаторы с шунтами в Украине выпускают ОАО “Фирма “СЭЛМА” (ТДМ-121, ТДМ-180, ТДМ-403). АО “Каховский завод электросварочного оборудования” (КИ 002-500, ТДМ-259) и Опытный завод электросварочного оборудования ИЭС им. Е.О.Патона (СТШ-250). Эти трансформаторы пользуются спросом благодаря простоте, легкости в регулировании сварочного тока и небольшой стоимости.
В трансформаторах с механическим регулированием подвижные активные части подвержены вибрации, возникающей под действием электромагнитных сил. Эти силы пропорциональны квадрату тока и пульсируют с двойной частотой сети. Поэтому надежность таких аппаратов зависит от того, насколько удачно сконструирован регулировочный узел.