

8.2 Сварочные трансформаторы с нормальным рассеянием и отдельной реактивной катушкой дросселя
Источник питания дуги включает трансформатор Т (рис.8.5) и дроссель L, каждый из которых имеет отдельный сердечник, то есть между ними нет магнитной связи.

а б
а – электрическая схема; б – конструкция дросселя
Рисунок 8.5 – Трансформатор с отдельным дросселем
Трансформатор выполняется с минимальной индуктивностью рассеяния. Его обмотки W1 и W2 размещаются на сердечнике в непосредственной близости друг от друга (чаще всего концентрично). При этом ХТ мало и трансформатор имеет пологопадающую внешнюю характеристику.
Дроссель имеет индуктивное сопротивление ХДР = LДР, достаточные для получения падающих характеристик и обеспечения сдвига фаз между током нагрузки и вторичным синусоидальным напряжением трансформатора, достаточного для устойчивого горения дуги переменного тока.
Дроссель выполняется с регулируемой индуктивностью, что позволяет изменять наклон внешних характеристик источника и величину сварочного тока.
В режиме холостого хода
![]() (8.14)
(8.14)
Так как КМ 1
![]() .
(8.15)
.
(8.15)
Режим нагрузки определяется уравнением
![]() (8.16)
(8.16)
Упрощенная векторная диаграмма источника питания приведена на рис. 8.6
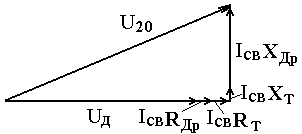
Рисунок 8.6 - Векторная диаграмма
Если
трансформатор выполнен с минимальным
рассеянием, то ХТ
XДР.![]() Пренебрегая
также малыми активными сопротивлениями
дросселя и трансформатора можно записать
Пренебрегая
также малыми активными сопротивлениями
дросселя и трансформатора можно записать
![]() (8.17)
(8.17)
Или в соответствии с векторной диаграммой
![]() (8.18)
(8.18)
![]() (8.19)
(8.19)
Индуктивность дросселя определяется выражением
![]() ,
(8.20)
,
(8.20)
где RM – сопротивление магнитной цепи магнитопровода дросселя.
Индуктивность (и индуктивное сопротивление дросселя) можно регули- ровать изменением WДР или RМ. При первом способе обмотка дросселя выполняется с отводами и наклон внешних характеристик, а значит и режим сварки регулируется ступенчато.
Для регулирования RМ магнитопровод дросселя может выполнятся с подвижным пакетом 2 (рис. 8.6б) при перемещении которого изменяется зазор в магнитопроводе. Так как
![]() (8.21)
(8.21)
где lC – длина средней линии в магнитопроводе дросселя;
SC и SЗ – площадь сечения магнитопровода и воздушного зазора (SC SЗ);
0 – магнитная постоянная;
С и В – относительная магнитная проницаемость материала магнитопровода и воздуха.
С В . Поэтому основную часть сопротивления магнитной цепи
составляет сопротивление зазора и его изменением можно регулировать ре-
жим сварки. При увеличении магнитное сопротивление RМ возрастает, LДР и ХДР уменьшается, а сварочный ток возрастает (рис.8.7).

характеристика трансформатора; 2 и 3 – характеристики источника при максимальном (2) и минимальном (3) зазорах
Рисунок 8.7 - Внешние характеристики трансформатора с дросселем
Регулировать индуктивность дросселя можно также путем подмагничивания его магнитопровода. Для этого на магнитопроводе кроме рабочей обмотки размещается обмотка управления WУ, которая питается от регулируемого источника постоянного тока.
При увеличении тока в обмотке управления возрастает степень подмагничивания (насыщения) магнитопровода. Магнитная проницаемость материала магнитопровода С при этом уменьшается, значит RМ увеличивается, LДР и ХДР уменьшается, а сварочный ток возрастает.
Источники питания рассмотренного типа в настоящее время не выпускаются, однако иногда используются в сборных сварочных постах, когда у потребителя имеется трансформатор с жесткой внешней характеристикой и дроссель с регулируемой индуктивностью.