Рис. 2 - Система забезпечення єдності вимірювань
нормативно-правову, яку складає законодавча метрологія, тобто державні стандарти, технічні регламенти, нормативні документи різного рівня, що встановлюють правила, положення, інші вимоги чи норми, що стосуються метрології та метрологічної діяльності;
організаційну, яка представляє метрологічна служба України, що складається з Державної метрологічної служби і метрологічних служб центральних органів виконавчої влади (міністерств, відомств), підприємств і організацій;
наукову, яку представляє наука про вимірювання, методи та засоби забезпечення їх єдності та способи досягнення заданої точності вимірювань − метрологія;
технічну, яку складають:
еталонна база країни;
робочі засоби вимірювальної техніки;
система стандартних зразків складу та властивостей речовин і матеріалів;
система стандартних довідкових даних про фізичні сталі та властивості речовин і матеріалів;
система державних випробувань, метрологічної атестації, калібрування та повірки засобів вимірювальної техніки (ЗВТ).






Рис. 3 - Структура технічної основи системи ЗЄВ
Таким чином, вищим технічним рівнем системи ЗЄВ є державні первинні еталони, а взаємозв’язок елементів технічної основи можна подати схемою (рис. 3).
Розглянемо основні елементи цієї системи.
Система державних еталонів
Визначення еталона в усіх міжнародних і вітчизняних документах має близький зміст і в Законі України “Про метрологію та метрологічну діяльність” сформульовано так:
______________________________ − засіб вимірювальної техніки, що забезпечує відтворення та/або зберігання одиниці вимірювання одного чи декількох значень, а також передачу розміру цієї одиниці іншим засобам вимірювальної техніки.
Таким чином, у визначенні еталона закладено три функції, яким повинен володіти еталон: відтворення одиниці, її зберігання і передача.
Перелічені вище основні функції еталона добре збігаються з вимогами до еталонів, сформульованими ще в 30−і роки минулого століття видатним вченим-метрологом М.Ф. Маліковим: «Эталон должен обладать, по крайней мере, тремя тесно связанными друг с другом существенными признаками: неизменностью, воспроизводимостью и сличаемостью».
Відтворення одиниць здійснюється одним із двох способів, що обирається, виходячи з техніко-економічної доцільності: _________________________ – за допомогою єдиного для всієї країни державного еталона чи __________________________– коли необхідна точність відтворення може бути забезпечена за допомогою вимірювань, що виконуються в кількох органах метрологічної служби [7].
Централізовано відтворюють усі (окрім моля) основні одиниці Міжнародної системи SI і ряд похідних. Головними критеріями для централізованого відтворення похідних одиниць є: широка поширеність засобів вимірювань, які градуюються за даною одиницею; більша точність відтворення розміру одиниці за допомогою єдиного еталона; технічна можливість передачі розмірів одиниці від еталонів засобам вимірювань нижчої точності за повірочною схемою; недоцільність відтворення одиниць в кількох органах метрологічної служби.
Як показує світовий досвід, передові країни світу мають 100 − 120 первинних еталонів, в той час як кількість одиниць у різних галузях вимірювань становить кілька сотень і продовжує зростати. Сьогодні стало очевидним, що концепція “кожній одиниці – свій еталон” веде до глухого кута. Тому необхідна точність і задана ймовірність відтворення ряду одиниць забезпечується відомими співвідношеннями між одиницями, а при їх відсутності – дослідженнями зв’язку одиниць і параметрів, що використовуються в різних галузях, із загальноприйнятими в технічних і природних науках одиницями вимірювань.
У той же час для ряду особливо важливих одиниць потрібно мати кілька первинних еталонів, наприклад, для одиниці напруги – вольта: у світовій практиці створено еталони вольта для напруги постійного струму, кілька еталонів напруги змінного струму (в різних піддіапазонах частот), а також еталони для високої напруги (сотні кіловольт) постійного і змінного струму.
Нижче ці питання будуть розглянуті більш детально.
Стандартні зразки речовин та матеріалів
______________________ – міра у вигляді речовини або матеріалу зі встановленими в результаті метрологічної атестації значеннями однієї або більше величин, що характеризують властивості або склад цієї речовини або матеріалу. Розрізняють стандартні зразки властивості і стандартні зразки складу. Стандартні зразки (СЗ) за метрологічним призначенням можуть використовуватися як робочі еталони і, таким чином, займають важливе місце в системі забезпечення єдності вимірювань. Вони використовуються для градуювання, повірки або калібрування засобів вимірювання хімічного складу, механічних, оптичних та інших властивостей речовин і матеріалів.
Стандартні зразки використовуються у вигляді речовин (або тіл), одна із властивостей яких служить для відтворення за певних умов одиниці вимірювання, коефіцієнта чи умовної шкали [8, 9].
Стандартним зразкам властиві такі ознаки: галузь використання, атестована властивість, носій властивості, значення атестованої величини та призначення (зразкова міра чи робоча міра відповідного класу точності).
При атестації стандартного зразка точність його встановлюється у залежності від призначення. Допустимі похибки атестованого стандартного зразка властивостей, а також його розряд чи клас точності встановлюються відповідними нормативними документами.
СЗ класифікуються за такими ознаками:
- різновидом характеристики, за якою атестується стандартний зразок (вміст, компоненти, фазовий склад, чистота речовини тощо);
- методом аналізу досліджуваних об’єктів за допомогою СЗ (хімічний, спектральний, рентгено-спектральний тощо);
- агрегатним станом (тверде, рідке, газоподібне);
- метрологічним призначенням.
СЗ, що пройшли спеціальні випробування та одержали атестат (свідоцтво), підлягають реєстрації в державному реєстрі СЗ, який є розділом державного реєстру засобів вимірювань.
В електрорадіовимірюваннях стандартні зразки використовуються для забезпечення єдності вимірювань параметрів і властивостей провідників, діелектриків, магнітотвердих і магнітом’яких матеріалів. Так, за допомогою СЗ проводяться градуювання і повірка вимірювальних установок за такими властивостями: діелектричною проникністю, тангенсом кута втрат, питомим опором.
Для координації всіх робіт у галузі створення і застосування СЗ, а також розробки нормативних і метрологічних документів з питань стандартних зразків при Держспоживстандарті України створено Державну службу стандартних зразків складу та властивостей речовин і матеріалів.
Сукупність робочих засобів вимірювальної техніки
____________________________________________, згідно з ДСТУ 2681-94 , це технічний засіб, який застосовується під час вимірювання і має нормовані метрологічні характеристики.
Засоби вимірювальної техніки за метрологічним призначенням поділяються на робочі ЗВТ та еталонні.
_____________________________________________, не пов’язаних з передаванням розміру одиниці фізичної величини іншим засобам.
___________________________________ класифікуються за багатьма критеріями та ознаками, які розглядаються у відповідних курсах.
Для забезпечення єдності вимірювань відносно робочих ЗВТ у державі існує система вимог і заходів, яка включає до себе:
а) загальні метрологічні вимоги до ЗВТ;
б) метрологічне забезпечення підготовки і здійснення виробництва ЗВТ;
в) державні випробування ЗВТ;
г) порядок затвердження типів ЗВТ і випуску їх у світ;
д) порядок проведення калібрування, повірки та атестації ЗВТ;
е) загальні вимоги до розробки та атестації методик проведення вимірювань.
______________________________________________________________
Кількість засобів вимірювальної техніки в різних видах вимірювань може сягати сотен тисяч і навіть мільйонів одиниць, тому первинний еталон не в змозі забезпечити передачу розміру відтворюваної ним одиниці навіть невеликій часині робочих ЗВТ.
Розмір одиниці ФВ передається від державного первинного еталона, який “задає точність”, іншим ЗВТ за допомогою “багатоповерхової” системи, куди входять еталони різного рівня і робочі ЗВТ [8]. Цю систему можна подати у вигляді піраміди (рис. 1.3).
Рис. 1.3. Багатоповерхова система передавання розміру одиниці
Вершиною цієї піраміди є_______________________________________, який є єдиним у країні і має найбільшу точність. Він передає розмір одиниці ____________________________________ а в разі його відсутності – ____________________________________.
Питання про необхідність створення вторинного еталона, а також кількість розрядів робочих еталонів вирішується для кожної одиниці ФВ окремо, у залежності від необхідної точності, кількості робочих ЗВТ і ряду інших критеріїв. Очевидно, чим нижче поверх цієї піраміди, тим нижче точність відповідного засобу і його вартість, але більша кількість.
Наприклад, система передачі розміру одиниці напруги постійного струму – вольта − включає, крім державного еталона, вторинний еталон (близько десяти) і робочі еталони 1-го, 2-го і 3-го розрядів, кількість яких становить кілька тисяч, а кількість робочих ЗВТ – близько мільйона.
Нормативний документ, що регламентує метрологічну підпорядкованість ЗВТ, які беруть участь у передаванні розміру одиниці ФВ зі встановленням методу і похибок передавання, носить назву ______________________________________________________________.
Завдяки існуванню системи передавання розміру одиниці і повірочної схеми забезпечується простежуваність вимірювань, під якою розуміється властивість еталона одиниці вимірювань або результату вимірювань бути пов’язаними з державними первинними еталонами відповідної одиниці шляхом звірення еталонів, повірки, калібрування або атестації ЗВТ.
Стандартні довідкові дані про фізичні сталі та властивості речовин і матеріалів
Під __________________________________________________________і оцінки достовірності результатів розрахунків і вимірювань та затверджені центральним органом виконавчої влади в сфері метрології (Держспоживстандартом України).
Дослідження фізичних сталих, властивостей речовин та матеріалів, що проводяться у світі, відображаються у сотнях тисяч публікацій в різних журналах і довідниках, що видаються у багатьох країнах. З метою забезпечення збору, обробки, оцінки та стандартизації даних про фізичні сталі та властивості речовин і матеріалів, а також з метою видання довідкових матеріалів створено Державну службу стандартних довідкових даних (ДССДД) у системі Держспоживстандарту України.
Основними завданнями цієї служби є:
забезпечення вичерпною оперативною інформацією про властивості та склад речовин і матеріалів, які використовуються у виробництві;
прискорення одержання нових речовин і матеріалів з визначенням їх властивостей та складу;
підвищення продуктивності праці науковців та інженерів за рахунок зниження затрат на пошук інформації;
забезпечення відповідного рівня точності значень фізичних констант та довідкових даних;
розвиток міжнародного співробітництва в галузі стандартизації.
Виконання одного із важливих завдань щодо забезпечення науковців і виробників достовірною та оперативною інформацією про властивості речовин та матеріалів можливе лише при використанні потужних електронно-обчислювальних засобів для збору та опрацювання даних на потребу споживача.
СДД і відповідна служба – важлива складова системи забезпечення єдності вимірювань у країні, оскільки уніфікована інформація широко використовується в науково-дослідних, проектно-конструкторських і виробничих організаціях і сприяє досягненню необхідного рівня достовірності результатів досліджень і вимірювань.
Окремо підкреслимо значення фізичних сталих (ФС) для забезпечення єдності вимірювань.
ФС – незалежні фізичні сталі, що є, як правило, характерними коефіцієнтами фундаментальних фізичних теорій.
__________________________________________ – фізична величина, що має незмінне значення при визначених обставинах в обраній системі одиниць.
_____________________________________ така фізична величина, значення якої, експериментально в обраній системі одиниць, містить інформацію про найбільш загальні (фундаментальні) властивості матерії і залишається незмінним за будь-яких умов.
Значення деяких ФФС
Найменування величини |
Позначення |
Значення величини ± абсолютна похибка |
Відносна похибка (·10-6) |
Універсальні сталі |
|
||
Швидкість світла у вакуумі |
|
299792458 м/с |
точно |
Магнітна стала |
|
4 12,566370614·10-7 Гн/м |
точно |
Електрична стала |
|
8,854187817 ·10-12 Ф/м |
точно |
Гравітаційна стала |
|
(6,67259±0,00085)·10-11 м3кг –1с-2 |
128 |
Стала Планка |
|
(6,6260755±0,0000040)·10-34 Дж ·с |
0,60 |
Планківська маса |
|
(2,17671±0,00014)·10-8 кг |
64 |
Електромагнітні сталі |
|||
Елементарний заряд |
|
(1,60217733±0,00000049)·10-19 Кл |
0,30 |
Квант магнітного потоку |
|
(2,06783461±0,00000061)·10-15 Вб |
0,30 |
Стала Джозефсона |
|
(4,8359767±0,0000014)·1014 Гц·В-1 |
0,30 |
Стала Клітцинга |
|
25812,8056±0,0012 Ом |
0,043 |
Гіромагнітне відношення протона |
|
(26752,2128±0,0081)·104 с-1 Тл-1 |
0,30 |


 10-7
Гн/м
=
10-7
Гн/м
=








Забезпечення єдності вимірювань у міжнародному масштабі
Оглядаючись назад, відзначимо, що вже в XIX столітті різкий підйом світової торгівлі і подальший розвиток науки і техніки привели до усвідомлення необхідності міжнародних угод в метрології. Результатом цього з’явилося підписання в 1875 р. Метричної конвенції, що стала першою офіційною міжнародною угодою, спрямованою на забезпечення єдності одиниць вимірювань і еталонів.
Тривалий час співробітництво в рамках Метричної конвенції полягало в основному у розробці міжнародної системи одиниць і звіренні еталонів. Відтворення і передача розмірів одиниць у рамках діючих правил прикладної і законодавчої метрології залишалися в компетенції національних законодавств.
Ця ситуація істотно змінилася завдяки розвитку індустріалізації і зв'язаному з нею світового товарообігу. Глобалізація національних економічних систем та міжнародний поділ праці сильно вплинули і на розвиток метрології.
Вимірювання та випробування тісно пов'язані з якістю продукції і, таким чином, з економікою і торгівлею. Сьогодні вимірювання в усе зростаючій мірі створюють передумови для вільного просування товарів і послуг. У зв'язку з цим виникла необхідність у створенні абсолютно прозорих систем взаємного визнання, зокрема, взаємного визнання національних еталонів і сертифікатів про калібрування, виданих національними метрологічними інститутами .
Якщо створення Метричної конвенції здійснювалося зверху, тобто завдяки міжурядовим переговорам, то необхідність у різних домовленостях в області калібрування і випробувань, що сприяють розвитку системи взаємного визнання, виникла в самій економіці. Вперше угода про взаємне визнання сертифікатів про калібрування була укладена між британською і німецькою калібрувальними службами. Із цієї угоди почався усе більш активний рух у цій області, що привів до розробки документа “Угода про взаємне визнання національних еталонів і сертифікатів калібрування та вимірювань, що видаються національними метрологічними інститутами” (CIPM МRА). У жовтні 1999 р. під час XXI Генеральної конференції з мір та ваг 38 країн і 2 міжнародні організації підписали угоду про першу фазу, причому двері до її підписання залишилися відкритими і для інших країн. У жовтні 2003 р. до CIPM МRА приєдналася Україна, і на кінець 2009 р. число учасників цієї угоди становить 59 країн.
Можна сказати, що глобалізація економіки і торгівлі привела до аналогічного явища і в метрології і, зокрема, у створенні і функціонуванні еталонів. Питання збереження еталонів з національної проблеми перетворилися у глобальну. Відбувається деякий зсув центра ваги еталонних робіт з кількісної в якісну сторону − в напрямку участі в міжнародних звіреннях, що вимагає ретельної підготовки, відпрацьовування методик і апаратури еталонів, глибокої експериментальної перевірки всіх метрологічних характеристик еталонів, гармонізації понять і процедур у даній сфері. Україна – активний учасник цього процесу, багато її еталонів пройшли процедури міжнародних звірень і визнані у світі.
Функції еталона
Вище було дано визначення еталона і показано, що він повинен виконувати функції відтворення одиниці фізичної величини, її зберігання і передачі підпорядкованим засобам вимірювальної техніки. Розглянемо ці функції більш докладно.
ДСТУ 2681-94 дає таке визначення терміну “відтворення одиниці (фізичної величини)”: відтворення одиниці шляхом формування фіксованої за розміром ФВ відповідно до визначення її одиниці.
Оскільки “розмір ФВ – це кількісний вміст ФВ у даному об’єкті”, то під відтворенням одиниці розуміється як формування відповідної ФВ, так і її кількісне визначення.
_____________________________ – сукупність операцій, що забезпечує незмінність в часі розміру одиниці, що притаманний даному засобу вимірювань.
Незмінність у часі відтвореного розміру одиниці – надзвичайно важлива вимога до еталона. У різних еталонах ця вимога забезпечується по-різному. Є еталони, в яких можливо перед кожним застосуванням за призначенням провести його калібрування (тобто відтворення одиниці), а є такі еталони, де треба гарантувати довготривалу незмінність (стабільність), оскільки процедура відтворення може бути виконана через значний інтервал часу. Граничним прикладом може бути еталон маси – прототип кілограма, кількісний вміст якого встановлено один раз і де незмінність його маси – основна вимога. Для таких еталонів створюються спеціальні умови зберігання, іноді дуже жорсткі, а також методи і засоби контролю їх стабільності.
___________________________________________, згідно з ДСТУ2681-94, є зведення одиниці ФВ, яка відтворюється або зберігається засобом вимірювання, що повіряється, до розміру одиниці, що відтворюється або зберігається еталоном, яке здійснюється при їх звіренні (повірці або калібруванні).
При створенні еталона обов’язково розглядаються питання (методи і засоби) передавання розмірів відтворених ними одиниць підпорядкованим засобам вимірювання, проградуйованих в цих одиницях.
Класифікація еталонів
За призначенням, функціональними можливостями і метрологічними характеристиками еталони поділяють на первинні, державні, вторинні, вихідні, еталони-копії, робочі, еталони передавання.
___________________________ – еталон, що забезпечує відтворення одиниці з найвищою в країні (порівняно з іншими еталонами тієї ж одиниці) точністю.
____________________________ – еталон, визнаний спеціально уповноваженим центральним органом виконавчої влади у сфері метрології як основа для встановлення значень усіх еталонів даної одиниці вимірювань, що є у державі.
______________________________– еталон, що одержує розмір одиниці безпосередньо від первинного еталона даної одиниці, або, у разі його відсутності, − відповідного еталона іншої країни.
______________________________ – еталон, який має найвищі метрологічні властивості серед еталонів даної одиниці, що є у державі, на підприємстві, в установі чи організації.
_____________________________– еталон, призначений для повірки чи калібрування засобів вимірювальної техніки.
_____________________________ − вторинний еталон, призначений для передавання розміру одиниці ФВ робочим еталонам. Створюється, як правило, для зниження завантаження первинного еталона та застереження його фізичного зносу.
____________________________ − вторинний еталон, як правило, транспортабельний (мобільний), призначений для взаємного звірення еталонів, які за якихось обставин не можуть бути звірені безпосередньо.
Зауважимо, що вимога відтворення одиниці є обов’язковою тільки для первинного еталона. Інші еталони, у залежності від різних обставин, можуть не відтворювати розмір одиниці, але вимога зберігання і передавання залишається необхідною для всіх категорій еталонів.
Особливості еталонів у порівнянні з іншими засобами вимірювальної техніки
Відзначимо, що в метрологічній нормативно-технічній документації звичайно акцентують увагу тільки на відтворенні, зберіганні та передаванні одиниць вимірювань. На практиці навіть для величин, що відповідають основним одиницям SI, еталони, крім одиниць, в окремих випадках зберігають і відтворюють шкали вимірювань (атомного та астрономічного часу, температури тощо). Для таких еталонів використовують поняття еталон шкали вимірювань, похибка відтворення шкали та похибка передавання шкали. При будь-якому варіанті побудови еталонів, повірочними схемами передбачається відтворення всіх необхідних для практики ділянок шкал вимірювань.
Державні еталони є виключно державною власністю, підлягають затвердженню Держспоживстандартом України і перебувають у його віданні.
Державні (національні) еталони за міжнародною угодою можуть використовуватися як міжнародні еталони, що призначаються для погодження (звірення) розмірів одиниць вимірювань, відтворюваних державними (національними) еталонами різних країн.
Еталони можуть бути одиничними і груповими. До складу _______________________________ входить декілька (група) _______________________________ еталонів або (та) зразкових засобів вимірювальної техніки одного типу, однакового номінального значення або діапазону вимірювань, що застосовуються сумісно для підвищення точності відтворення одиниці вимірювань або її зберігання.
Всі еталони підлягають обов'язковому зберіганню, під яким розуміють сукупність операцій, що необхідні для підтримання метрологічних характеристик еталона в установлених границях. Зберігання еталонів здійснюється під наглядом ученого зберігача, який несе відповідальність за правильне зберігання і використання державного еталона та його вдосконалення.
Еталонна база створюється та вдосконалюється згідно з державними науково-технічними програмами, які розробляються Держспоживстандартом України з метою забезпечення потреб науки, економіки і оборони. За виконання завдань цих програм, технічний рівень державних еталонів та оптимальність структури еталонної бази відповідає Держспоживстандарт України.
На еталони не розповсюджуються ряд ДСТУ та інших нормативних документів щодо нормування метрологічних характеристик (ГОСТ 8.009-72), деякі вимоги до конструкторських, технологічних, експлуатаційних документів тощо. Основні положення про еталони, порядок розроблення, затвердження, реєстрації, зберігання та застосування регламентуються окремим ДСТУ 3231:2007, а способи виразу похибок – ГОСТ 8.381-80.
Розглянемо особливості нормування метрологічних характеристик еталонів, зокрема, показників їх точності.
Нормовані метрологічні характеристики еталонів
_______________________характеристиками засобу вимірювальної техніки називаються характеристики, які нормуються для визначення результату вимірювань та його похибок.
(НМХ) ЗВТ називається сукупність метрологічних характеристик, установлена нормативними документами.
Основними НМХ еталонів є номінальне значення (або діапазон) відтвореної одиниці і характеристики похибки (або невизначеності).
_______________________________________ називається значення величини, приписане еталону при виготовленні.
Способи виразу характеристик похибок еталонів встановлює ГОСТ 8.381–80.
Похибки державних первинних еталонів характеризуються:
невилученою систематичною похибкою (НСП);
випадковою похибкою;
нестабільністю.
Допускається вказувати випадкову похибку відтворення одиниці з урахуванням похибки передачі її розміру або останню вказувати окремо.
В оцінку похибки передачі розміру одиниці мають входити як невилучені систематичні, так і випадкові похибки методу і засобів вимірювань.
Оцінку похибок еталонів слід указувати або в абсолютній формі (в одиницях вимірюваної величини) або у відносній.
Якщо залежність похибки від значення відтвореної величини складніше, ніж лінійна, похибка може бути зазначена у вигляді таблиці за обраними діапазонами (в абсолютній чи відносній формі) або у вигляді функції залежності цієї похибки.
Способи виразу похибок первинного еталона
___________________________ первинного еталона знаходять на підставі експериментальних досліджень еталона, аналізу похибок методу відтворення одиниці та похибок від дії впливаючих величин, а також на підставі міжнародних звірень еталона з еталонами інших країн.
НСП
первинного еталона, що лежить у межах
 ,
характеризується границею
,
характеризується границею
 без зазначення знака.
без зазначення знака.
_______________________________________________ первинного еталона знаходять на підставі експериментальних даних, отриманих при дослідженні еталона, і на основі аналізу впливаючих величин.
Випадкова
похибка характеризується середнім
квадратичним відхиленням (СКВ) результату
вимірювання
 при відтворенні одиниці із зазначенням
числа
при відтворенні одиниці із зазначенням
числа
 незалежних спостережень.
незалежних спостережень.
____________________________________________ первинного еталона, викликану впливом старіння його окремих елементів та інших причин, знаходять на підставі досліджень еталона в часі, а також за даними періодичних міжнародних звірень.
Нестабільність
еталона
 слід характеризувати зміною розміру
одиниці за визначений проміжок часу.
слід характеризувати зміною розміру
одиниці за визначений проміжок часу.
__________________________________________________
характеризують
СКВ результату вимірювань
 ,
обумовленим впливом випадкових і
невилучених систематичних похибок
методу і засобів вимірювань, застосованих
при передачі розміру одиниці.
,
обумовленим впливом випадкових і
невилучених систематичних похибок
методу і засобів вимірювань, застосованих
при передачі розміру одиниці.
Способи виразу похибок вторинних еталонів
Похибки вторинних еталонів мають характеризувати відхилення розмірів одиниць, що зберігаються ними, від розміру одиниці, відтвореної за допомогою первинного еталона.
Для вторинного еталона вказують:
сумарну похибку, що включає випадкові похибки звірюваних еталонів і похибки передачі розміру одиниці від первинного еталона,
а також нестабільність вторинного еталона.
Допускається сумарну похибку вторинного еталона визначати з урахуванням його НСП. Можливо вказувати окремо НСП вторинного еталона, а також його нестабільність. Нестабільність вторинного еталона має визначатися на підставі звірень з первинним еталоном на початку і в кінці періоду, для якого вона визначається.
Сумарна
похибка вторинного еталона характеризується
СКВ результату вимірювань ( ) при його звіренні з первинним еталоном
або ж у вигляді довірчої границі похибки
) при його звіренні з первинним еталоном
або ж у вигляді довірчої границі похибки
 з довірчою ймовірністю 0,99.
з довірчою ймовірністю 0,99.
Якщо НСП і нестабільність вторинного еталона вказують окремо, то їх виражають у вигляді, прийнятому для первинного еталона.
Методи вимірювань, що застосовуються при передаванні одиниці
Усі засоби вимірювальної техніки, що використовуються у передаванні розміру одиниці, можливо класифікувати за такими ознаками:
1) за призначенням:
- _______________ − ЗВТ, що відтворюють та (або) зберігають фізичну величину з певним значенням;
- ______________________________________________ (ВП) − ЗВТ, в яких створюється вихідний сигнал, що несе інформацію про значення вимірюваної фізичної величини;
- ______________________________________________ − технічні пристрої або спеціально створене середовище, за допомогою яких можливо виконувати порівняння мір однорідних величин або показань вимірювальних приладів.
2) за метрологічною супідрядністю ЗВТ 1-го та 2-го видів розподіляються на:
- еталонні;
- підпорядковані.
При передаванні розміру одиниці використовуються такі методи вимірювань:
метод прямих вимірювань;
звірення підпорядкованого й еталонного ЗВТ одного типу за допомогою засобу порівняння;
метод непрямих вимірювань.
Таким чином, при передаванні розміру одиниці застосовуються такі методи вимірювань.
При передаванні розміру одиниці до ВП:
пряме вимірювання підпорядкованим ВП величини, що відтворюється еталонною мірою.
звірення підпорядкованого й еталонного ВП за допомогою засобу порівняння.
непряме відтворення декількома еталонними мірами величини, яка вимірюється підпорядкованим ВП.
При передаванні розміру одиниці до мір:
пряме вимірювання еталонним ВП величини, що відтворюється підпорядкованою мірою.
звірення значень, відтворених підпорядкованою та еталонною мірами, за допомогою компаратора.
непряме вимірювання величини, яка відтворюється підпорядкованою мірою.
Лекція 3
Комплекс нормованих метрологічних характеристик ЗВТ
Метрологічні характеристики засобів вимірювальної техніки
Поряд з характерними властивостями засобів вимірювальної техніки особливе значення мають їх нормовані метрологічні характеристики, які враховують види та типи засобів вимірювань, умови їх роботи, порядок визначення похибок та методи повірки.
Перелік нормованих метрологічних характеристик засобів вимірювальної техніки регламентується нормативно-технічною документацією на відповідні типи засобів вимірювальної техніки.
________________________________________ — характеристики засобів вимірювальної техніки, які нормуються для визначення результату вимірювання, їхніх основних та додаткових похибок за визначених умов проведення вимірювань (повірок).
У технічній документації на засоби вимірювань визначаються умови контролю метрологічних характеристик; об'єм вибірки, кількість точок вимірювань та їх розміщення у діапазоні вимірювань, допустимі похибки вимірювань, умови проведення експериментів. Метрологічні характеристики контролюються щодо відповідності регламентованих значень як експериментальними, так і розрахунковими методами.
До нормованих метрологічних характеристик відносять такі:
1. Розмах шкали засобу вимірювальної техніки вибирається зі стандартного ряду шкал для відповідних вимірюваних величин. Шкала засобу вимірювань може виражатися як в одиницях вимірюваної величини (відсотках), так і у нормованих одиницях (сигналах), які відповідають розмаху шкали і використовуються при імітаційних методах повірки (наприклад, розмах шкали потенціометра в одиницях температури 0—600 °С гр. ХК, а нормоване значення шкали 0—49,11 мВ).
2. Межі допустимої похибки засобу вимірювальної техніки нормуються приведеною похибкою, яка відповідає його класу точності.
3. Основні похибки засобу вимірювальної техніки відповідно до нормативно-технічної документації для відповідного засобу наводяться у вигляді сумарної похибки:
∆ — межа допустимої абсолютної похибки при довірчій імовірності не менше 0,95;
∆в — межа допустимої випадкової складової похибки при довірчій імовірності не менше 0,95;
σ(∆в) — межа допустимого середнього квадратичного відхилення випадкової складової похибки;
∆с — межа допустимої систематичної складової похибки при р — 0,95;
М(∆С) — математичне сподівання систематичної складової похибки.
В інтервал, обмежений допустимими основними похибками ∆, ∆в, та ∆с, мають вкладатися не менше 90 % усіх можливих значень основних похибок.
4. Додаткові похибки визначаються для кожної з величин, що впливають на вимірювання, відповідно до нормативно-технічної документації, а також регламентуються межі цих похибок. Додаткові похибки регламентуються зазвичай для нових або закордонних засобів вимірювань, які використовуються у промисловості.
5. Час проведення вимірювання фізичної величини чи технологічного параметра.
6. Термін експлуатації засобів вимірювальної техніки.
___________________________________________ - характеристика однієї з властивостей засобу вимірювань, що впливає на результат вимірювань і на його похибку.
Для кожного типу засобів вимірювань встановлюють свої метрологічні характеристики. Метрологічні характеристики, що встановлюються нормативно-технічними документами, називають нормованими метрологічними характеристиками, а визначувані експериментально — дійсними метрологічними характеристиками.
Основними МХ СИТ є наступні характеристики: ціна ділення; похибка; свідчення; варіація свідчень; діапазон вимірювань; номінальне і дійсне значення міри; чутливість і поріг чутливості; градуировочная характеристика; метрологічна надійність; дрейф свідчень.
Діапазон вимірювань — інтервал вимірюваної величини, у межах якого про нормовані похибки засобу вимірювання.
Ціна ділення - це різниця значення величин, відповідних двом сусіднім відміткам шкали засобу вимірювань.
Шкалою засобу вимірювання називається частина показового пристрою у вигляді упорядкованої сукупності позначок разом із пов'язаною з нею певною послідовністю чисел. Числа, як правило, відповідають значенню вимірюваної величини, вид якої вказується на шкалі (температура, густина, швидкість тощо), а також зазначається клас точності та градуювання.
Досить часто діапазон вимірювань подається не в одиницях вимірюваної величини, а у вигляді нормованого сигналу для відповідних оцифрованих значень шкали засобу вимірювання і називається градуювальною характеристикою. Вона встановлюється як залежність між значеннями вимірюваної величини на вході та виході засобу вимірювань, отриманими під час градуювання та поданими у вигляді таблиці, графіка або формули. Наприклад, градуювальна характеристика автоматичного потенціометра, моста, логометра та інших прикладів подана таблично як залежність показань температури на шкалі приладу від вхідного сигналу, мілівольтах.
Чутливість - це властивість СИТ, визначувана як відношення зміни вихідного сигналу цього СИТ до зухвалої його зміни вимірюваної величини.
Поріг чутливості — найменше значення вимірюваної величини, яке може бути виявлене засобом вимірювання, тобто на виході засобу вимірювання відбудеться зміна вихідної величини хоча б на 0,5 поділки.
Надійність засобу вимірювання характеризується збереженням безвідмовної роботи протягом заданого достатнього часу. Надійність характеризується такими показниками: часом безвідмовної роботи, терміном роботи, наробкою на відмову та ін. Інколи надійність роботи засобу вимірювання характеризують за його працездатністю або можливістю виконувати свої функції відповідно до технічних вимог.
Слід зауважити, що на характеристики засобів вимірювальної техніки негативно впливають зовнішні умови (температура, тиск, вологість, вібрація, магнітні поля та ін.), тому умови експлуатації засобів вимірювальної техніки повинні відповідати умовам їх градуювання, вказаним у технічних паспортах.
Варіацією називається найбільша різниця між двома показами засобу вимірювання, коли одне й те саме дійсне значення вимірюваної величини досягається в результаті її збільшення чи зменшення: В =Азб - Азм.
Сигнал — фізичний процес, властивості якого визначаються взаємодією між матеріальним об'єктом та засобом його дослідження.
Параметр сигналу — одна з властивостей сигналу, яка подається фізичною величиною.
Інформативний параметр — параметр сигналу, який функціонально пов'язаний з вимірюваною величиною або ж має задане значення.
Вихідний сигнал — вимірювальний сигнал, який виникає під час взаємодії об'єкта вимірювання і засобу вимірювання.
Сигнал вимірювальної інформації — сигнал, який представляє вимірювальну інформацію на виході засобу вимірювання.
Класифікація засобів вимірювальної техніки
Засіб вимірювальної техніки — технічний засіб, який застосовується під час вимірювань фізичних величин і має нормовані метрологічні характеристики. До засобів вимірювальної техніки відносяться засоби вимірювань та вимірювальні пристрої.
Засіб вимірювань — засіб вимірювальної техніки, який реалізує процедуру вимірювань. До засобів вимірювань відносяться кодувальні, реєструвальні засоби вимірювань, вимірювальні прилади, канали, установки та системи.
_________________________________ — засіб вимірювальної техніки, в якому виконується лише одна зі складових частин процедури вимірювань. Наприклад: перетворення, масштабування, порівняння, обчислення сигналу та інші операції із сигналом.
____________________________________ — досить широке поняття, яке охоплює міри, компаратори, вимірювальні прилади і перетворювачі, вимірювальні установки і системи та допоміжні засоби. Одні з цих засобів досить прості, інші — досить складні як за функціональним призначенням, так і за будовою та методами обробки сигналу вимірювальної інформації.
_______________ називається засіб вимірювання, призначений для відтворення фізичної величини заданого розміру. Наприклад: ваги — міри маси: 1 кг; 0,5 кг; 0,2 кг; 0,1 кг та ін.
_________________________ — вимірювальний пристрій, що здійснює порівняння однорідних фізичних величин.
___________________________________ — засіб вимірювання, призначений для формування інформації у доступній для безпосереднього сприйняття спостерігачем формі. За формою видачі інформації прилади поділяються на аналогові, покази яких є неперервною функцією вимірюваної величини, та цифрові, покази яких дискретні, а інформація подається у цифровій формі. Крім того, прилади бувають показові, самописні, сигнальні, регулювальні з лічильниками, з нормувальними перетворювачами та іншими додатковими функціональними засобами.
_______________________________________ — засіб вимірювання, призначений для формування сигналу вимірюваної інформації у формі, зручній для передачі, подальшого перетворення, обробки та збереження, хоч безпосередньо він не сприймається спостерігачем.
Вимірювальні перетворювачі досить різноманітні як за принципом дії, так і за характером вихідного сигналу. Вони класифікуються за видом вимірювальної величини (перетворювачі температури, тиску, рівня, густини та ін.), за принципом дії і використання енергії живлення (пневматичні, електричні, гідравлічні та ін.), за видом і характером вихідного сигналу (неперервні, дискретні).
Важливою характеристикою первинного вимірювального перетворювача є функціональна залежність між вимірюваною величиною та вихідним сигналом перетворювача (краще лінійна залежність).
____________________________________— сукупність функціонально об'єднаних вимірювальних приладів, вимірювальних перетворювачів та інших допоміжних пристроїв, конструктивно об'єднаних та призначених для формування сигналів вимірювальної інформації у формі, доступній для сприймання спостерігачем. Прикладом такої установки може бути установка для визначення якості хліба, виноматеріалів тощо.
______________________________________ — сукупність засобів вимірювальної техніки (мір, вимірювальних приладів та перетворювачів), засобів діагностування та допоміжних засобів, об'єднаних між собою каналами зв'язку з метою формування сигналів вимірювальної інформації у формі, доступній для автоматичного опрацювання, збереження, передачі й використання в автоматичних системах управління.
___________________________ — сукупність засобів вимірювальної техніки, засобів зв'язку та інших технічних засобів, призначених для створення сигналу вимірювальної інформації про одну вимірювану фізичну величину.
До допоміжних засобів вимірювання відносяться засоби, які впливають на метрологічні властивості інших засобів вимірювання при використанні останніх за прямим призначенням чи з метою їх повірок.
Покази допоміжних засобів вимірювання використовуються для обчислення поправок до результатів вимірювання приладами прямого призначення. Наприклад, використання термометра для вимірювання температури навколишнього середовища при вимірюванні тиску вагопоршневим манометром або ж використання допоміжних засобів вимірювання для стабілізації величин, що впливають на точність вимірювання основних величин (використання психрометрів для вимірювання та стабілізації вологості при точних інтерференційних вимірюваннях довжин).
Залежно від призначення, будови, принципу дії та інших характерних ознак засоби вимірювальної техніки застосовуються для технологічних та теплотехнічних вимірювань і поділяються на групи.
Основна класифікація передбачає розподіл засобів вимірювань за родом вимірюваних величин. Для найбільш поширених засобів вимірювання умовно прийняті такі назви:
для засобів вимірювання температури — термометри і пірометри;
тиску — манометри, вакуумметри, мановакуумметри, тягоміри, напороміри, барометри;
витрати та кількості — витратоміри, лічильники та витратоміри з лічильниками;
рівня — рівнеміри та показчики рівня;
складу димових та інших газів — газоаналізатори, киснеміри та ін.;
аналізу та складу рідини — аналізатори рідини, кондуктометри, рН-метри, густиноміри, рефрактометри та ін.;
вологості — вологоміри, психрометри, гігрометри тощо.
Додатково засоби вимірювань поділяються на групи за такими ознаками:
за принципом дії та використанням енергії — механічні, електричні, рідинні, пневматичні, гідравлічні, хімічні, ультразвукові, інфрачервоні, радіоізотопні та ін.;
формою показань — аналогові та цифрові;
характером відображення — показуючі, самописні, реєструючі, інтегруючі;
призначенням — промислові (технічні), лабораторні, зразкові, еталонні;
місцем розташування — щитові, місцеві, дистанційні;
габаритами — мініатюрні, малогабаритні, нормальні та великогабаритні.
Майже кожний засіб вимірювань можна віднести до будь-якої групи. Наприклад, термометр може бути промисловим, самописним, електричним, щитовим, малогабаритним та ін.
________________________________________ є найпоширенішими засобами вимірювальної техніки. Вони використовуються для вимірювання технологічних або теплотехнічних параметрів, мають порівняно просту структуру та конструкцію, високу надійність і необхідну точність, прості в експлуатації та ремонті. Показання промислових приладів видно на велику відстань, а наявність сигнальних пристроїв дозволяє впроваджувати звукову та світлову сигналізації відхилень технологічних параметрів.
____________________________________________ використовуються для більш точних лабораторних вимірювань при наукових дослідженнях та визначення похибок засобів вимірювань. Для одержання більшої точності вимірювань лабораторні засоби виготовляються більш ретельно, мають досконаліші схеми та спеціальні засоби для відліку показів (оптичні пристрої), до їх показів вводяться поправки, визначені експериментальним або розрахунковим шляхом.
Нормування метрологічних характеристик , похибок і класи точності засобів вимірювальної техніки
Нормування метрологічних характеристик похибок полягає в добиранні їх раціонального асортименту, складу та норм для забезпечення оцінювання результатів вимірювань з наближенням їх до істинних значень. Це є важливим, оскільки шкідливими є, як занижені, так і завищені результати оцінювання.
Занижені результати можуть зумовлювати отримання неякісної продукції, аварійних ситуацій, нераціональних витрат матеріальних та енергетичних ресурсів тощо. З іншого боку, високі вимоги до результатів оцінювання зумовлюють відповідне закладення схем і конструкцій ЗВТ, підвищені витрати на їх розроблення, виготовлення та використання, зниження показників надійності.
Тому встановлюють норми для основної та додаткової складових з виділенням (чи без нього) систематичної та центрованої її складових. Для ЗВТ певного типу систематичну похибку трактують як випадкову, для якої нормують верхнє та нижнє допустимі значення чи відповідно математичне сподівання та середньо-квадратичне відхилення. Згідно стандарту допускається нормування функцій чи густини розподілів систематичної та випадкової складових похибки.
Як систематичні так і додаткові похибки нормують залежно від значень окремих впливних величин.
Нормовані характеристики абсолютних, відносних чи приведених (зведених) похибок ЗВТ виражають числом або функцією (формула, таблиця, графік) інформативного параметра вхідного чи вихідного сигналів. Характеристики динамічних похибок не нормують, а визначають за нормами значень інших динамічних характеристик.
_____________________________________ — це узагальнена його характеристика, яка визначається границями основної та додаткових похибок, а також іншими властивостями ЗВТ, що зумовлюють його точність.
Клас точності ЗВТ, хоча й характеризує його властивості щодо точності, не є безпосереднім показником точності вимірювань, що здійснюються з його допомогою.
Для засобів вимірювання, що мають нормовані систематичні та центровані складові похибки та номінальні функції впливних величин, у разі їх застосування без внесення корекції на додаткові похибки чи оцінювання їх складових похибок з врахуванням динамічних їх характеристик, класи точності не регламентують.
Класи точності цифрових вимірювальних приладів з вмонтованими обчислювальними пристроями для додаткового оброблення результатів вимірювань встановлюють без врахування режиму оброблення.
Клас точності набору мір визначають класом точності міри з найбільшою похибкою.
Засоби вимірювань, що призначені для вимірювань фізичних величин різної природи (мультиметри) чи однієї фізичної величини в різних діапазонах, можуть бути різних класів точності для окремих фізичних величин і діапазонів.
Границі основної та додаткових похибок ЗВТ певного класу точності встановлюють у формі абсолютних, приведених (зведених) чи відносних похибок залежно від характеру їх зв'язку з інформативними фізичними величинами вхідного чи вихідного сигналів.
_______________________ похибка (Х) – похибка СИТ, виражена в одиницях вимірюваної фізичної величини.
Для міри – це різниця між номінальним її значенням і істинним.
Для вимірювальних приладів – це різниця між свідченням засобу вимірювань і дійсним значенням вимірюваної фізичної величини.
Для вимірювального перетворювача – це різниця реального коефіцієнта перетворення і істинного (наприклад, реального коефіцієнта посилення і істинного).
Границі абсолютної допустимої основної похибки встановлюють за формулою
Δ = ± а (1)
або
Δ =±(а + bх), (2)
де Δ — границі допустимої абсолютної основної похибки, вираженої в одиницях вхідної чи вихідної величини;
а, b — додатні числа, які не залежать від х;
х — значення модуля вхідної фізичної величини.
__________________________ похибка СИТ - відношення абсолютної погрішності засобу вимірювань до умовно прийнятого значення величини, постійного у всьому діапазоні вимірювань або в частині діапазону. Умовно прийняте значення величини називають нормуючим значенням. Нормуюче значення приймається рівним:
- кінцевому значенню шкали СИТ з нульовою відміткою на її початку;
- сумі кінцевих значень шкали з нульовою відміткою в середині шкали;
- довжині шкали (у мм, см, подів.) при різко нерівномірній шкалі СИТ;
- різниці кінцевого і початкового значення для СИТ без нульової відмітки.
Приведену погрішність зазвичай виражають у відсотках.
Границі допустимої приведеної ( зведеної) основної похибки встановлюють за формулою
 (3)
(3)
де ХN — нормоване значення, яке встановлюють залежно від характеру шкали, границь вимірювань тощо;
q — абстрактне додатне число, яке вибирають з ряду [1; 1,5; (1,6); 2; 2,5; (3); 4; 5; 6]·10n; п = 1; 0; -1; -2; ...
Значення, що в круглих дужках, для нових засобів вимірювання, які розробляються.
_______________________похибка – похибка СИТ, виражена відношенням абсолютної погрішності засобу вимірювань до дійсного значення зміряної фізичної величини або до результату вимірювань.
Границі допустимої відносної основної похибки встановлюють за формулою
 (4)
(4)
якщо Δ встановлено за формулою (2) для а = 0, або для а ≠ 0 за формулою
 (5)
(5)
де Xk – більша (за модулем) з границь вимірювання
 (6)
(6)
де с і d — додатні числа, які добирають аналогічно до добирання q.
Границі допустимої додаткової похибки ЗВТ можуть виражатися в інший формі ніж границі допустимої основної похибки.
Границі допустимої додаткової похибки та варіації вихідного сигналу переважно встановлюють як часткове чи кратне значення допустимої основної похибки.
Позначення класів точності ЗВТ в нормативно-технічних документах і на самих ЗВТ наведені в табл. 1.
З вищесказаного виходить, що по умовному позначенню класу точності можна отримати необхідну інформацію про межі допустимої похибки результату вимірювань і погрішності СИТ. При оцінці похибки повинні обчислюватися абсолютна, відносна і приведена похибка. Абсолютна похибка потрібна для округлення результату і його правильного запису. Відносна і приведена потрібна для однозначної порівняльної характеристики СИТ. Правила округлення розрахованого значення похибки і отриманого результату вимірювання зводяться до наступного:
- похибка результату вимірювання указують двома значущими цифрами, якщо перша з них рівна 1 або 2, і одній – якщо перша є 3 і більш;
- результат вимірювання округляють до того ж десяткового розряду, яким закінчується закруглене значення абсолютної похибки;
- округлення проводиться лише в остаточній відповіді, а всі попередні обчислення проводять з одним – двома зайвими розрядами.
Таблиця 1 – Позначення класів точності засобів вимірювань
Границя допустимої основної похибки |
Позначення |
примітка |
||
Формула |
Приклади, % |
В НТД |
На ЗВТ |
|
Δ = ± а |
- |
Клас точності М |
М |
- |
Δ =±(а + bх) |
- |
Клас точності С |
С |
- |
|
γ = ±1.5 |
Клас точності 1,5 |
1,5 |
Якщо XN в одиницях X |
γ = ±0.5 |
Клас точності 0,5 |
0,5 |
XN визначають довжиною шкали |
|
|
δ= ±0.5 |
Клас точності 0,5 |
0,5 |
- |
|
|
Клас точності 0,02/0,01 |
0,02/0,01 |
- |
Добір засобів вимірювальної техніки
Рівень точності вимірювань визначають за допомогою критерію доцільності. Відомо, що збільшення точності вимірювання у два рази збільшує його вартість в декілька разів, а зменшення точності вимірювання може зумовлювати брак виробництва. Якість продукції та її ефективність залежать від вдалого добору засобів вимірювання. Засоби вимірювання добирають залежно від значень вимірюваної величини, методу та діапазону вимірювання, характеристик засобу вимірювання, умов виконання вимірювань, допустимої похибки, заданої продуктивності тощо. Тому добір засобу вимірювання є багатозначним та складним завданням.
Найсуттєвішим фактором у доборі засобу вимірювання є _______________________________, тобто, похибка самого засобу вимірювання. Тому в процесі добору засобу вимірювання спочатку встановлюють долю допустимої похибки засобу вимірювання, оскільки окрім неї є ще похибки методу вимірювання, оператора, похибки зумовлені умовами вимірювання тощо.
_____________________________ вимірювання визначають, як суму
 (7)
(7)
Допустимі похибки вимірювань лінійних величин встановлені
ГОСТ 8.051-81 залежно від номінальних розмірів і допусків на виготовлення. Значення похибок встановлені для квалітетів точності 2—17 з номінальними розмірами до 500 мм.
Величини допустимих похибок прийняті рівними:
від 20 % - для 10 квалітету та грубіших
до 35 % - для 2—5 квалітетів точності, від величини допуску на виготовлення.
Допустимі похибки вимірювань відносять до випадкових і неврахованих випадкових похибок. Випадкова частина похибки вимірювання не має перевищувати 0,6 від нормованої допустимої похибки вимірювання. Допустиме значення випадкової похибки вимірювань приймають рівним 2σ.
Розглянемо вплив похибки вимірювання на результат виготовлення й на підставі цього оцінимо можливості добору засобів вимірювання за їх точністю. Якщо б вимірювання відбувалось абсолютно точними способами (без похибок), то всі розміри, які є в полі допуску забезпечували би придатність виробів, а ті вироби, для яких розміри не знаходяться в полі допуску були б віднесені до непридатних. Через наявність похибок вимірювань частина придатних виробів може бути віднесена до непридатних (брак першого роду), а частина непридатних — до придатних (брак другого роду).
Віднесення придатних виробів до непридатних(_________________________), економічно невиправдане.
______________________________ зумовлює погіршення якості виробів. Для визначення кількості неправильно прийнятих виробів т, неправильно забракованих n і допустимого значення виходу за границі допуску у неправильно прийнятих виробів с, використовують таблиці та графіки із додатків до ГОСТ 8.051-81.
У доборі засобів вимірювання беруть участь конструктор, технолог і метролог.
_________________________ забезпечує правильний добір допусків та їх відхилень з метою забезпечення виконуваних виробом функцій, ___________________ — технологічність виробу, а ________________ — економічну доцільність добору вимірювального засобу.
Перед добором точності засобів вимірювання вирішують питання добору і організаційно-технічних форм, параметрів, що підлягатимуть вимірюванню, і продуктивності робіт та засобів вимірювання, доцільності використання засобів вимірювання (універсальних, спеціальних, автоматизованих, автоматичних тощо). Всяку метрологічну задачу можна вирішувати за допомогою різних засобів вимірювання. Часто навіть вдале використання поряд із дібраним засобом вимірювання певних технологічних пристроїв дає змогу значного підвищення, як точності, так і продуктивності вимірювань. Тому питанню добору засобів вимірювання та технологічного спорядження для них приділяють неабияку увагу.
Наприклад, допустимі похибки вимірювання лінійних розмірів зовнішніх поверхонь контактним методом в діапазоні від 10 до 120 мм складає:
для штангенінструментів ______________ мм,
для гладких мікрометрів _______________ мм,
для важільних мікрометрів і скоб — ____________ мм,
для індикаторів годинникового типу - _____________ мм,
для індикаторів підвищеної точності та важільно-зубчастих головок ______________________ мм,
для пружинних вимірювальних головок ____________мкм,
для оптиметрів _________________мкм,
для інтерферометрів ____________ мкм,
для лазерних інтерферометрів до ___________ мкм .
З іншого боку засоби вимірювання з високою точністю мають більші габаритні розміри, масу, вартість, вищі вимоги до умов їх використання тощо.
Добір засобів вимірювання зумовлює відповідну величину технологічного допуску (рис. 1). У разі відсутності похибок засобу вимірювання чи допусків на виготовлення контрольних робочих калібрів (абсолютно точних вимірювань) технологічний допуск
ТТ (ТТ1;ТТ2; ТТЗ;ТТ4)дорівнював би конструкторському допуску Т, що вказаний в робочому кресленні.



2Δмет
2Δмет






c
c
Тr
ТТ3
ТТ2
ТТ1
Т

Рисунок 1 – Схема розміщення полів допусків робочих калібрів відносно поля допуску розміру
Практично для певних методів і засобів вимірювання завше є якась метрологічна похибка ±АМtT Для забезпечення умови, щоби жодна з бракованих деталей (виробів) не була віднесена до придатних необхідно зменшувати конструкторський допуск Т до величини технологічного допуску ТТ (рис.1, б, в, г, д), який інколи називають виробничим, а це зумовлює відповідне зростання вартості виготовлення виробу. У вартість виготовлення виробу завше, як її складова, входить вартість вимірювання.
Щоби не звужувати технологічний допуск і не збільшувати вартість виробу зменшують відповідно метрологічну похибку ±ΔМЕТ (тобто, допуск на точність налагодження чи виготовлення робочих калібрів), оскільки
ТТ = Т – 4 ± ΔМtT , (9)
де ТТ — технологічний допуск, мм;
ΔМtT — метрологічна похибка, мм.
Зменшують вартість виготовлення також за рахунок зміщення значень налагодження засобів вимірювання чи допусків робочих калібрів поза поле конструкторського допуску на певну величину (рис.4, г). Таким способом можна довести величину технологічного допуску до величини конструкторського або навіть більшої від нього , розширяючи його величину Тr. Таке значення технологічного допуску називають гарантованим.
Оскільки похибки вимірювання є випадковими величинами, то для нормованого їх розподілу записують
 (10)
(10)
З
аналізу формул (9) і (10) роблять висновок,
для

практично весь допуск йде на компенсацію технологічних похибок виготовлення, тобто ТТ/Т= 0,9—0,99.
Похибки вимірювання завше мають систематичні та випадкові складові. Величина випадкових складових не має перевищувати 0,6 від значення допустимої похибки. їх приймають рівними здвоєному СКВ похибки вимірювання. Економічно доцільно їх величину добирати на 0,1 меншу від величини стандартного допуску. З цього видно, що засіб вимірювання за своєю точністю має бути на порядок вищим від точності вимірюваного розміру.
На рис. 2 зображені криві розподілу похибок розмірів деталей та похибок вимірювання з центрами, що суміщені з границями конструкторського допуску. В результаті сумування кривих ΔМеТ і Δt отримуємо сумарну криву розподілу Δ(σтех , σМеТ) з ділянками ймовірностей т і п, що зумовлюють вихід розміру за границі конструкторського допуску на величину с.
Для
менших значень відношення
 (точніших
ТП) отримуємо відповідно меншу кількість
неправильно прийнятих деталей порівняно
з кількістю неправильно віднесених до
непридатних.
(точніших
ТП) отримуємо відповідно меншу кількість
неправильно прийнятих деталей порівняно
з кількістю неправильно віднесених до
непридатних.
Найбільші зміщення с = (1,5—1,73)·σМеТ значення параметрів m, п і с рекомендують приймати:
АМЕТ(σ) = 0,16 для 2—7 квалітетів точності,
АМЕТ(σ) = 0,12 для 8 і 9 квалітетів точності
АМЕТ(σ) = 0,10 для 10—17 квалітетів точності
Рисунок 2- Криві розподілу вимірюваного розміру з урахуванням похибки засобу вимірювання чи контролювання
Якщо встановлені відхилення для розмірів не погіршують експлуатаційних показників якості деталі, то приймальні границі встановлюють без впровадження технологічного допуску. У разі недопустимості зменшення точності деталей через похибку вимірювання вводять зміщення границь полів допусків на величину половини допуску на вимірювання чи контролювання деталі.
_______________________________ мають місце при вимірюванні величини після закінчення перехідних процесів в елементах та перетворювачах засобу вимірювання.
_______________________________ з'являються при вимірюванні змінних величин і зумовлені інерційними властивостями засобів вимірювань.
Статичні похибки у свою чергу поділяються на випадкові та систематичні. При технічних вимірюваннях фізичних величин як на процес вимірювання, так і на вимірювану величину діють чинники, виникнення яких має стохастичний характер за непередбаченої інтенсивності. Чинники впливу як з'являються, так і зникають несподівано, їх виникнення неможливо передбачити у заданому інтервалі часу.
У загальному випадку випадкові похибки слід розглядати як випадкову функцію часу, вимірюваної величини та зовнішніх чинників.
__________________________________ у загальному випадку є функцією вимірюваної величини, чинників впливу (температури, вологості та ін.), конструктивних характеристик засобів вимірювань та методів вимірювань.
Систематична похибка засобів вимірювальної техніки (ЗВТ) залишається постійною або ж закономірно змінюється, тому її завжди можна врахувати при кінцевих результатах вимірювання.
Систематичні похибки визначаються при повірках та атестаціях зразкових та робочих ЗТВ, а в результатах вимірювання враховуються як поправки з протилежним знаком. Поправка у кожній оцифрованій точці шкали чисельно дорівнює систематичній похибці і обернена до неї за знаком.
Систематичні похибки як функцію вимірюваної величини можна показати як суму похибок схеми, яка визначається самою структурою засобу вимірювань, та технологічних похибок, обумовлених похибками виготовлення елементів цього засобу. Похибки схеми і технологічні похибки можна розглядати як систематичні лише при вимірюванні постійної вимірюваної величини за допомогою одного зразка засобу вимірювань. У загальній же масі вимірювань фізичних величин за допомогою багатьох засобів вимірювань одержані систематичні похибки слід відносити до класу випадкових.
_____________________________ суттєво і принципово відрізняються. Якщо перші впливають на характер зміни по шкалі сумарної похибки всіх засобів вимірювання, то технологічні похибки індивідуальні для кожного зразка ЗВТ, тобто їх значення для кожного приладу в одній і тій самій точці різні.
Слід пам'ятати, що характеристики елементів засобів вимірювальної техніки змінюються при їх експлуатації в екстремальних умовах або агресивному середовищі. Це відбувається з двох причин: природні процеси старіння та зносу елементів засобів вимірювань, навіть якщо їх експлуатація відбувається в умовах, близьких до умов градуювання. Ці причини можна віднести до інструментального виявлення нестабільності характеристик.
Крім того, необхідність регламентування додаткових похибок може зумовлюватись суттєвими змінами зовнішніх умов експлуатації засобів вимірювань порівняно з умовами проведеного градуювання. Цю причину можна вважати методичною, вона зумовлена мінливістю навколишнього середовища.
Всі ці обставини спричиняють зміну відхилення - статичної характеристики у той чи інший бік від градуювальної характеристики (рис.3). Якщо ширина смуги зростає пропорційно зростанню вхідної величини х, а при х = 0 вона також дорівнює нулю, то така похибка називається ______________________________________, тобто такою, що розрахована шляхом множення або похибкою чутливості незалежно від того, випадкова ця похибка чи систематична.
Мультиплікативна похибка описується рівнянням
∆m=f(x).
Смуга, обмежена прямими S'x та S''x (рис. 6, а) є областю невизначеності і характеризується похибкою чутливості.
_________________________________________ називається похибка, яка має стале значення по всій шкалі (рис. 3, б).
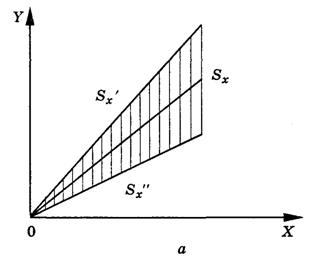
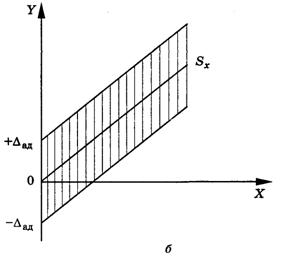
а — мультиплікативна, б — адитивна
Рис. 3 - Похибки засобів технічних вимірювань:
Значення похибок засобів вимірювань установлюється відповідно до стандартів і вимог при нормальних умовах їх використання, а також при відхиленні впливових величин від нормальних значень.
Під _____________________________розуміють такі умови використання засобів вимірювань, при яких величини, що впливають на процес вимірювання (температура, вологість, тиск, частота, напруга, зовнішні магнітні поля, вібрація тощо) мають нормальні значення. Останні встановлюються стандартами або вказуються у технічних умовах для відповідних засобів вимірювання як номінальні значення з відхиленнями.
Наприклад, температура повинна становити _____________; тиск — _______________________; вологість — не перевищувати _______________; напруга - _____________________ та ін.
Відповідно до стандарту, нормальні умови застосування засобів вимірювальної техніки — це умови, за яких величини, що виявляють зовнішній вплив, мають нормальні значення або перебувають у межах нормального інтервалу значень. Похибка, властива засобам технічного вимірювання, що працюють у нормальних умовах використання, називається основною і нормується межами допустимої основної похибки. Тільки тоді, коли основна похибка не перевищує допустимих меж, засіб вимірювальної техніки допускається до використання за призначенням.
_______________________ — явне зміщення або різниця орієнтації об'єкта, що розглядається з двох різних позицій. Що далі розташований об'єкт, тим менше змінюється його візуальна позиція. Що ближча відстань до об'єкта, або що більша відстань між точками спостереження (база), тим більший паралакс.

де L — відстань до об'єкта. D — базис (відстань між точками спостереження), α — кут зміщення.
Коли кут наближається до нульового, синус такого кута майже дорівнює величині кута в радіанах: Sin x ≈ x (рад), і можна обчислювати відстань за наближеною формулою

де L — відстань до об'єкта. D — базис (відстань між точками спостереження), α — кут зміщення виражений в радіанах.
________________________________________ дорівнює половинні ціни поділки шкали приладу.
Приклади
1) Дібрати засоби вимірювання розміру шийки вала Ø25h6.
За ГОСТ 8.051-81 для номінального значення діаметра вала 25 м і 6 квалітету точності знаходимо величину допустимої похибки
Δ = 4,0 мкм. Згідно з рекомендаціями РД 50-98-86 добираємо такі засоби вимірювання, щоб їх допустима похибка була менша ніж
Δ= 4,0 мкм. До них можна віднести: мікрометри гладкі другого класу точності з Δ = 4,0 мкм, мікрометри важільні з Δ = 3,0 мкм, або скоби важільні з Δ = 2,0 мкм.
2) Визначити похибки вимірювання діаметра вала Ø86h6(-0,022) і параметри m, п і с , якщо закон розподілу похибок нормальний, а точність ТП невідома.
Для 6 квалітету точність АМЕТ(σ) = 0,16, допустима похибка вимірювання з ГОСТ8.051-81 - Δ = 6,0 мкм
кількість бракованих деталей, що прийняті помилково як придатні m = 5.0 %
кількість неправильно забракованих деталей п = 7,8 %
с/Т = 0,25.
Звідси с = 0,25·0,022 = 0,0055 мм = 5,5 мкм
Тоді відхилення для неправильно прийнятих деталей будуть:
Верхнє +5,5 мкм; нижнє -27,5 мкм
Найбільший допустимий діаметр вала 85,0055 мм, найменший допустимий діаметр вала 849725 мм, допуск розміру Т = 0,033 мм.
Лекція 4
Єдність і точність сертифікаційних вимірювань
Єдність і точність вимірювань, без яких неможливе створення якісної продукції, не в повній мірі задовольняють основну вимогу до метрології — забезпечення якості вимірювань, тобто гарантування їх на протязі тривалого періоду часу. Таку властивість об'єктів, якими є і засоби вимірювальної техніки, зберігати свої характеристики за певних умов протягом заданого часового періоду називають їх ______________________.
Досягнення певної точності вимірювання короткочасно є складним завданням, але гарантування її протягом тривалого часу (години, тижня, місяця та довше) — це дуже складне завдання. Аналогічно, неоднаковим за складністю є завдання убезпечення точності вимірювань одиничного ЗВТ та значної їх кількості, що виготовляються серійно протягом тривалого часу.
В умовах зростання кількості виготовлюваних ЗВТ, що з часом безупинно зростає як за кількістю їх типів, так і за величиною груп чи серій ЗВТ забезпечення їх якості та, як наслідок, якості продукції без використання теорії надійності практично неможливе.
Критерії кількісного оцінювання надійності ЗВТ, методи її прогнозування та підвищення до заданого рівня дає теорія надійності.
Надійність ЗВТ, як і всякого виробу, закладається уже в процесі його проектування, створюється в процесі виготовлення та підтримується під час правильного використання.
Залежно від цього розрізняють такі види надійності:
____________________________________________, що створюється в процесі конструювання та складом матеріалів, частин, комплектувальних виробів тощо;
____________________________________________, що зумовлена технологічними процесами виготовлення ЗВТ та його складових частин (деталей, вузлів тощо);
____________________________________________,що визначається умовами використання ЗВТ, як об'єктивними (довкілля, наявність вібрацій, агресивних середовищ тощо), так суб'єктивними (кваліфікація персоналу, дотримання правил профілактики тощо);
___________________________________________, що зумовлюється всіма перечисленими факторами та економічною доцільністю якісного обслуговування, ремонтування чи заміни окремих елементів.
В метрології розрізняють ще метрологічну, інформаційну надійність тощо.
Оскільки положення теорії надійності є загальними та однаковими, що відносяться до всіх об'єктів, то й терміни та їх означення є такими. Нижче розглянемо деякі з них.
___________________ — це виріб (деталь, вузол, прилад, система тощо), надійність яких підлягає визначенню.
___________________ — стадії існування об'єкта (використання за призначенням, зберігання, транспортування, ремонтування).
____________________ (справність) — стан об'єкта, в якому він відповідає всім вимогам до нього.
_____________________ (несправність) — стан об'єкта, в якому він не відповідає хоча б одній з вимог до нього.
__________________________ — стан об'єкта, в якому він здатний виконувати всі функції згідно вимог НТД.
__________________________ — порушення роботоздатності, внаслідок якої об'єкт повністю чиї частково перестає виконувати свої функції.
__________________________ — властивість об'єкта зберігати роботоздатність протягом певного інтервалу часу в заданих умовах його використання.
__________________________ — непридатність, що не зумовлює відмову, наприклад певне погіршення зовнішнього вигляду.
__________________________ — пристосованість об'єкта до попередження, виявлення та усунення відмов, що кількісно характеризується вартістю ремонтування.
__________________________ — властивість об'єкта набувати роботоздатності через усування відмови за допомогою ремонтування, регулювання тощо. Невідновлювані об'єкти не піддаються ремонтуванню.
__________________________ — відновлюваність, що забезпечується автоматично чи спонтанно (самодійно) без додаткових заходів.
__________________________ — випадкова послідовність відмов відновлюваних об'єктів.
__________________________ — здатність об'єкта не втрачати роботоздатності під час зберігання.
__________________________ — перевищення мінімально необхідних значень фізичних величин об'єкта з метою збільшення їх надійності.
___________________________ – введення структурної надмірності шляхом паралельного вмикання окрім основних запасних елементів на постійно (навантажений чи «гарячий» резерв) чи так, що вони вмикаються замість основних після їх відмов (ненавантажений чи «холодний» резерв).
__________________________________________________ – з’єднання елементів без резервування, коли відмова цілого з’єднання може виникнути внаслідок відмови хоча б одного з них.
__________________________ — ступінь економічної доцільності використання об'єкта за призначенням.
__________________________ — властивість об'єкта зберігати роботоздатність і задану ефективність у часі.
___________________________ — поломка, цілковита зношеність, втрата ефективності, точності чи безпечності.
__________________________ — тривалість у годинах, циклах чи обсязі роботи об'єкта.
_________________________ — наробіток до граничного стану об'єкта.
________________________________________________ — об'єкт або його частина, для якої розраховують кількісні показники надійності.
Класифікація відмов засобів вимірювальної техніки
За ступенем втрати об'єктом роботоздатності розрізняють повну та часткову відмову.
Повною називають відмову, до усунення якої використання об'єкта є неможливим, а частковою — таку, до усунення якої об'єкт можна використовувати за певних умов (частково).
1 За характером причин виникнення відмови поділяють на параметричні та катастрофічні.
_______________________________________ виникає внаслідок зміни фізичних величин елементів і може зумовлювати часткову відмову об'єкта.
________________________________________ — внаслідок руйнування елементів об'єкта та, залежно від його значення чи місця розташування, може зумовлювати часткову чи повну відмову об'єкта.
2 За швидкістю зміни фізичних величин об'єкта розрізняють раптові та поступові відмови.
________________________________ може виникати внаслідок параметричних, а _______________________________ — внаслідок катастрофічних відмов окремих елементів об'єкта.
Параметричні відмови, що виникають внаслідок поступового погіршення метрологічних характеристик ЗВТ називають метрологічними, а якщо в результаті цього значення похибки перевищує допустимі, регламентовані в нормативних документах, то це називають повною метрологічною відмовою.
3 За взаємозв'язками відмов між собою вони бувають залежними та незалежними.
____________________ називають відмову, що виникає чи змінюється ймовірність її виникнення через відмови інших елементів, а __________________________ — відмову, яка не є наслідком відмови інших елементів об'єкта.
4 За характером тривалості розрізняють стійкі, тимчасові та переміжні відмови.
_________________________________ об'єкта звичайно виникає внаслідок катастрофічних відмов елементів та усувається під час ремонтування.
_________________________________ є наслідком порушення режиму роботи об'єкта, а після встановлення нормального режиму вона самоусувається.
__________________________________ називають таку тимчасову відмову, яка повторюється багаторазово.
5 За характером проявлення бувають явні та неявні відмови.
_________________________ проявляється відразу чи раптово, як катастрофічна, а____________________________ може бути виявлена тільки за допомогою відповідного експерименту.
6 За походженням відмови поділяють на конструктивні, технологічні та експлуатаційні.
___________________________________ є результатом недосконалості конструкції,
____________________________________ — результатом недосконалості технологічного процесу виготовлення чи його виконання, а _________________________________________ — результатом порушень умов використання об'єкта чи іншими зовнішніми впливами.
Характеристики надійності
Ознака, за якою оцінюють надійність об'єкта називають _________________________________________________________________
Його значення, що знайдене для певного об'єкта чи елемента називають
_____________________________________________________________. Для невідповідних об'єктів з основним з'єднанням елементів між собою розрізняють такі критерії надійності.
Ймовірність безвідмовної роботи об'єкта — це ймовірність того, що протягом заданого проміжка часу t не виникне відмова, тобто
(1)
де Р(t) – ймовірність безвідмовної роботи за проміжок t часу
Т1 – час до першої відмови, а ймовірність відмови буде
(2)
Частота відмов
(3)
Інтенсивність відмов
(4)
Зв'язок між формулами 1, 2, 3, 4
(5)
Середній час безвідмовної роботи чи середнє нароблення до першої відмови
(6)
Якщо 𝛌(t) = 𝛌 = const, то
(7)
(8)
Тоді розподіл часу відмов є одностороннім експоненціальним.
Дисперсія часу відмов (до першої відмови) буде
(9)
Н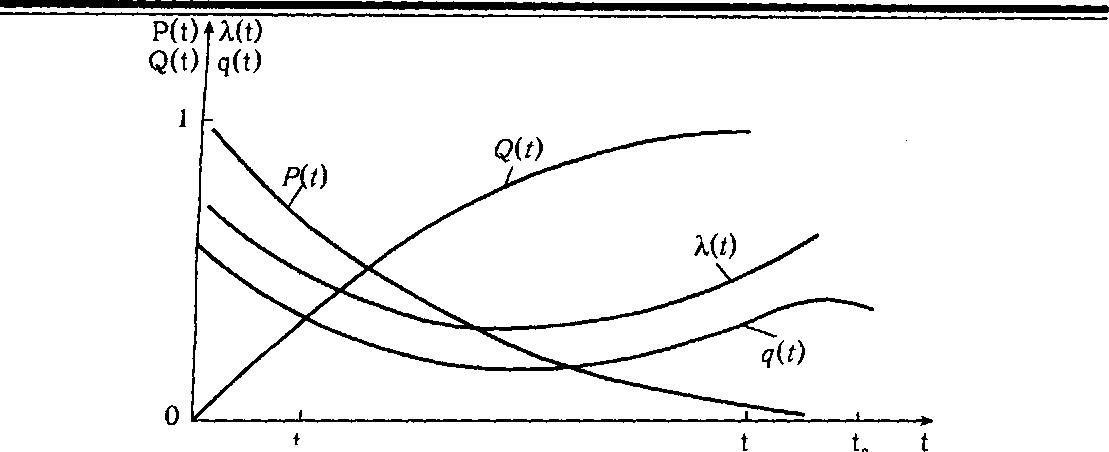 а
рис. 1 зображені криві зміни критеріїв
Р(t),
Q(t),
𝛌(t),
q(t)
в
часі роботи об’єкта.
Етапи:
а
рис. 1 зображені криві зміни критеріїв
Р(t),
Q(t),
𝛌(t),
q(t)
в
часі роботи об’єкта.
Етапи:
(0 – t1) – відбувається початкове прироблення об’єкта
(t1 – t2) – нормальна робота об’єкта
(t2 – t3) – інтенсивне спрацювання та старіння об’єкта
Лекція 5
Методики вимірювання. Методи визначення сумарної похибки ЗВТ
Основні поняття про вимірювання
Вимірювання є одним із важливих шляхів пізнання навколишнього середовища, зв'язків між подіями, закономірностей природи. Завдяки вимірюванням людство відкрило багато законів природи, що сприяло науково-технічному прогресу.
_________________________________________ — це процес експериментального відшукування значень фізичної величини за допомогою спеціальних засобів вимірювання. Точні й вірогідні вимірювання фізичних величин, технологічних параметрів мають велике значення для науки, техніки та управління технологічними процесами.
Класифікація вимірювань
На результати вимірювань впливає досить багато чинників: зовнішні умови, методи, технічні засоби вимірювання, стан експериментатора та ін. Зважаючи на численність різних чинників та умов проведення експерименту, вимірювання можна класифікувати за характером зміни вимірюваної величини в часі, за способом одержання числового значення, точністю та ін.
За характером зміни вимірюваної величини в часі вимірювання можна розділити на статичні та динамічні.
_______________________________вимірювання — це вимірювання, при яких протягом певного проміжку часу вимірювана величина майже не змінюється або ж її значення змінюється поступово відповідно до процесу виробництва. Статичні вимірювання (рис. 1) використовуються, як правило, для встановлення взаємозв'язку між фізичними величинами одного і того самого об'єкта дослідження. Вони застосовуються у пасивних експериментах і забезпечують задовільний рівень наочності при зміні вимірюваних величин за певний проміжок часу (годину, зміну, добу). Таким, наприклад, є проведення пасивного експерименту на випарній установці для вимірювання основних її параметрів: температури, рівня, тиску, витрати пари тощо.
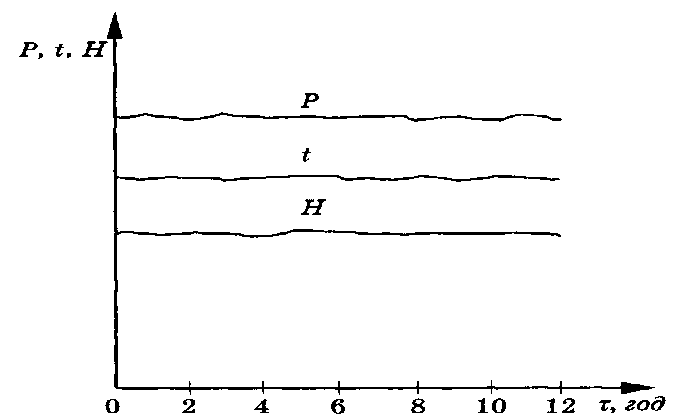
Рис. 1 - Статичні характеристики вимірюваних величин — тиску, температури та рівня за проміжок часу т
___________________________________ вимірювання — вимірювання, які показують зміну вимірюваної величини в часі при різних збуреннях, що впливають на об'єкт дослідження або ж на засіб вимірювання. Динамічні вимірювання дають можливість вивчати динамічні властивості об'єкта і засобів вимірювальної техніки, особливо первинних перетворювачів (датчиків).
На рис. 2 показано перехідний процес вимірюваної величини Хд у часі т при різкій зміні вимірюваної величини на вході приладу. Як видно з графіка, показання приладу Уд досягають сталого значення У лише через певний час і наближаються до нього поступово відповідно до експоненціального закону. Різниця між показаннями приладу Уд і дійсним значенням вимірюваної величини У називається динамічною похибкою: Δд = У-Уд. На графіку (рис. 2) показані параметри, які характеризують динаміку процесу вимірювання.
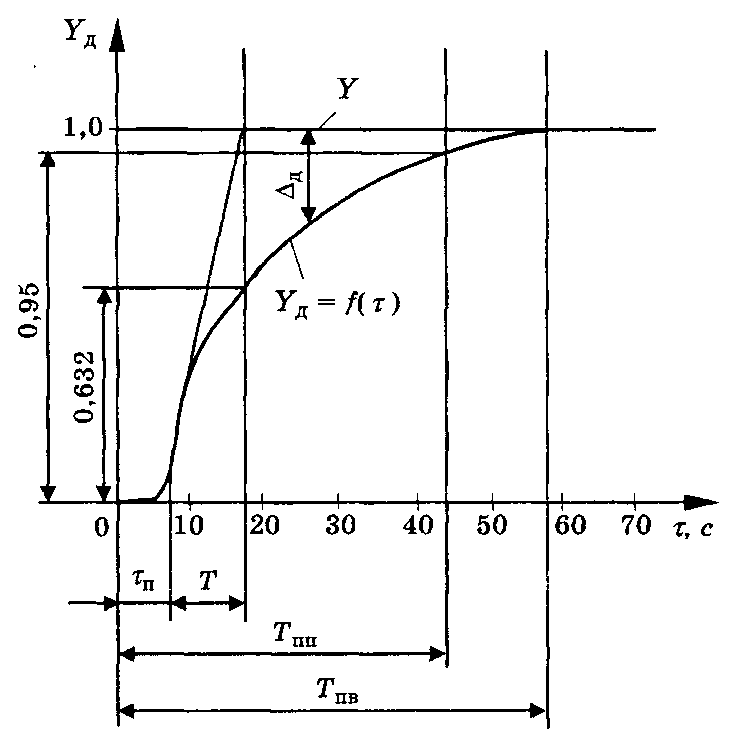
Рис. 2 - Динамічна характеристика вимірюваної величини
Час початку реагування τп — час від початку зміни вимірюваної величини на вході приладу до початку зміни показів приладу (значення вихідного сигналу).
Час перехідного процесу Tпп — час, протягом якого показання приладу після початку зміни вхідної вимірюваної величини досягнуть значення з 5-процентним відхиленням (Хд=0,95).
Повний час встановлення значення вимірюваної величини Тпп — час, протягом якого значення вимірюваної величини досягає свого сталого значення від початку зміни вхідної величини на вході приладу.
Постійна часу Т — час, протягом якого вихідна вимірювана величина досягає 0,632 свого сталого значення на виході приладу, тобто це час перехідного процесу, який описується рівнянням експоненти.
За способом одержання числового значення вимірюваної величини вимірювання поділяються на прямі, посередні, сукупні та сумісні.
______________________називаються такі вимірювання, за яких значення вимірюваної величини визначається безпосередньо за експериментальними даними (вимірювання довжини метром, вимірювання температури термометром, тиску манометром та ін.). Прямі вимірювання найпростіші і найпоширеніші у промисловості.
_______________________ називаються такі вимірювання, за яких значення вимірюваної величини визначається за допомогою відомих математичних залежностей між цією величиною і величиною, яка визначається прямими вимірюваннями. Наприклад: визначення об'єму рідини у циліндричній посудині за висотою рідини в ній та площею дна S - V = Sh; густини рідини за масою і її об'ємом — р = m/V та ін.
У загальному вигляді вимірювана величина визначається за формулою
X=f(y1,y2,y3...),
де y1 y2, у3 — значення величин, виміряних прямим способом;
f — функціональна залежність.
При __________________________ вимірюваннях числове значення вимірюваної величини визначається розв'язком системи рівнянь, одержаних шляхом сукупних прямих вимірювань однієї або декількох однойменних величин (наприклад, визначення температурного коефіцієнта лінійного розширення).
При ________________________________ вимірюваннях одночасно вимірюють дві або декілька різнойменних величин для виявлення залежностей між ними. Як правило, результати таких вимірювань використовуються у наукових дослідженнях.
За точністю вимірювання числових значень вимірюваної величини вимірювання поділяються на три групи.
_____________________________________________________ відповідно до наявного технічного рівня. Це вимірювання за допомогою еталонів, спрямовані насамперед на відтворення встановлених одиниць фізичних величин або ж фізичних констант. Крім того, такі вимірювання необхідні при наукових дослідженнях високого рівня та розробках сучасних технологій в електроніці, атомній енергетиці тощо.
_______________________________________________ похибки яких не перевищують деяких наперед заданих значень. До них відносять лабораторні вимірювання фізичних величин за допомогою зразкових і технічних засобів високих класів точності. Такі вимірювання проводяться у метрологічних лабораторіях Держстандарту України та науково-дослідних інститутах.
_________________________________________ — вимірювання, які проводяться у промисловості і визначаються невисоким класом точності засобів вимірювання.
Залежно від одиниць вимірювання значення вимірюваних величин можна розділити на абсолютні, відносні та приведені.
______________________ називаються вимірювання, значення яких подані у абсолютних одиницях фізичних величин (наприклад, тиск у паскалях, довжина в метрах, час у секундах та ін.).
____________________________ називаються вимірювання, значення яких подані як відношення вимірюваної величини до однойменної, умовно прийнятої за одиницю, або ж у відсотках (наприклад, вологість повітря).
Принципи та методи вимірювання
Для точних вимірювань фізичних величин у метрології розроблені способи використання принципів і засобів вимірювальної техніки, застосування яких дозволяє вилучити із результатів вимірювань ряд систематичних і випадкових похибок і позбавити експериментатора необхідності вводити поправки для їх компенсації, а в деяких випадках взагалі одержувати вірогідні результати. Багато способів використання так і залишаються лише способами, їх застосовують лише в окремих, небагатьох випадках. Проте є й такі способи використання, які необхідні при численних вимірюваннях багатьох величин. Коли вони стають загальними, їх називають методами вимірювань.
Принцип вимірювання — фізичне явище або сукупність фізичних явищ, які покладені в основу вимірювання певної величини. Наприклад, вимірювання температури за допомогою використання термоелектричного ефекту, зміни електричного опору терморезисторного перетворювача чи зміни тиску термометричної речовини газового термометра та ін.
Засіб вимірювальної техніки — технічний засіб, який застосовується під час вимірювань і має нормовані метрологічні характеристики.
Метод вимірювання — сукупність способів використання засобів вимірювальної техніки та принципів вимірювань для створення вимірювальної інформації.
Вимірювальна інформація — інформація про вимірювані величини та залежності між ними у вигляді сукупності їх значень.
У метрології у процесі вимірювань найширше застосовуються прямі методи вимірювання, що забезпечують визначення шуканої величини за експериментальними даними.
До прямих методів вимірювання відносяться: метод безпосередньої оцінки, метод порівняння з мірою, метод протиставлення, нульовий (компенсаційний), диференційний та ін.
Метод безпосередньої оцінки полягає в тому, що вимірювана величина визначається безпосередньо за показниками шкали вимірювального приладу (наприклад, зважування на циферблатних вагах, вимірювання тиску пружинним манометром).
Вимірювання цим методом проводяться дуже швидко, просто і не вимагають високої кваліфікації, оскільки не потрібно ускладнювати вимірювальний прилад і виконувати складні обчислення. Проте точність таких вимірювань невисока через вплив зовнішнього середовища та розмірів шкали приладу.
При проведенні точніших вимірювань слід користуватися методом порівняння з мірою, який полягає в тому, що вимірювана величина порівнюється з величиною, відтвореною мірою. Результат вимірювання визначається як сума значень порівняльної міри та показів вимірювального приладу або приймається рівним значенню міри (наприклад, аналітичні ваги).
Метод протиставлення — це метод порівняння з мірою, коли вимірювана і відтворена мірою величини одночасно діють на прилад порівняння, за допомогою якого визначається співвідношення між цими величинами. Значення шуканої величини визначається після досягнення рівноваги за значенням зрівноважуючої величини. Наприклад, на важільних вагах маса зваженого вантажу визначається за масою поставлених ваг.
Нульовий (компенсаційний) метод полягає у порівнянні вимірюваної величини з мірою, а результуючий ефект дії величин на прилад доводиться до нуля. Цей метод широко використовується в автоматичних вимірювальних приладах: автоматичних мостах, потенціометрах, аналізаторах рідин, газів та ін. На результати вимірювань, як правило, майже не впливають зовнішні чинники і джерело живлення вимірювальних електричних схем.
Диференціальний (різницевий) метод полягає в тому, що вимірювальним приладом визначається різниця між вимірюваною величиною і величиною-мірою. Наприклад, вимірювання надмірного тиску в апаратах відносно атмосферного тиску за допомогою диференціального манометра типу ДМ.
Метод збіжності є різновидом методу порівняння з мірою і полягає в тому, що різниця між шуканою і відтвореною мірою величинами вимірюється за збігом шкал або періодичних сигналів. Цей метод використовується при вимірюванні точних сигналів часу, частоти обертання тощо. Крім перелічених методів, у метрологічній практиці використовуються багато інших: інтерферентний — для точних вимірювань лінійних величин, фотоелектричний — у машинобудуванні та ін.
Електричні методи вимірювання неелектричних величин
При метрологічних роботах і технологічних вимірюваннях параметрів широко використовуються електричні методи вимірювань неелектричних величин: температури, рівня, тиску, витрат, різних показників якості готової продукції і сировини. Це пов'язано з тим, що у більшості випадків технологічні лінії виготовлення продукції мають досить велику протяжність, і здійснювати одночасний контроль основних параметрів просто неможливо. Тому вимірювані технологічні параметри перетворюють в електричні величини-сигнали, які можна передавати на значні відстані. Перетворення неелектричних величин в електричні дозволяє спростити сам процес вимірювання, підвищити його точність і навіть виміряти величини, які раніше ніколи не вимірювалися. Перетворення неелектричних величин в електричні сигнали проводиться за допомогою вимірювальних перетворювачів. Лінійні переміщення, деформації чутливих елементів, перетворені в електричні сигнали, передаються на значну відстань і за допомогою відтворюючих засобів перетворюються у вимірювану величину.
Для вимірювання неелектричних величин досить широко використовуються такі електричні методи, як тензоелектричні, індукційні, фотоелектричні, п'єзоелектричні та ін.
Тензометричний метод ґрунтується на використанні тензорезисторів, які змінюють свій опір під дією деформацій механічних чутливих елементів (наприклад, мембран). Сучасні тензорезистори, які використовуються у засобах вимірювання тиску типу "Сапфір-22", виготовляються методом плазмового напилювання і забезпечують одержання результатів вимірювань тиску з досить високою точністю. Тензорезистори розміщуються на спеціальних сапфірній та металевій мембранах і під'єднуються до мостової схеми струмового перетворювача з уніфікованими сигналами 0-5; 0-20; 4-20 тА.
Вимірювальні перетворювачі "Сапфір-22" забезпечують вимірювання тисків до 100 МПа, розрідження — до 10-5 МПа, різниці тисків — від 2,5 Па до 16 МПа при класах точності ОД; 0,25; 0,5.
Основними перевагами перетворювачів "Сапфір-22" є використання незначних деформацій чутливих елементів, що підвищує їх надійність, стабільність лінійних характеристик, а також забезпечує вібростійкість.
П'єзоелектричний
метод ґрунтується
на використанні властивостей деяких
кристалічних матеріалів утворювати
електричні заряди на їх поверхні під
дією прикладеної сили. Це явище називається
п'єзоефектом.
Найчастіше
для первинного перетворювача
використовується монокристал кварцу,
що пояснюється такими його перевагами
перед іншими матеріалами, як механічна
міцність, високі ізоляційні якості,
незалежність п'єзоелектричних властивостей
від температури у широкому діапазоні
(20
 400 °С) та негігроскопічність. Кварцеві
пластини вирізаються перпендикулярно
до електричної осі монокристалу кварцу.
Під дією тиску р
на
електричних гранях пластини виникають
електричні заряди Q
=
KSp,
де
К
—
п'єзоелектрична стала (для кварцу К
=
2
• 10-2
Кл/Н); S
—
ефективна площа грані, м2.
П'єзоелектричний перетворювач
під'єднується до електронного підсилювача
постійного струму. Величина сигналу:
Uc
=
Q/C,
де
С
—
загальна ємність вимірювальної ланки.
400 °С) та негігроскопічність. Кварцеві
пластини вирізаються перпендикулярно
до електричної осі монокристалу кварцу.
Під дією тиску р
на
електричних гранях пластини виникають
електричні заряди Q
=
KSp,
де
К
—
п'єзоелектрична стала (для кварцу К
=
2
• 10-2
Кл/Н); S
—
ефективна площа грані, м2.
П'єзоелектричний перетворювач
під'єднується до електронного підсилювача
постійного струму. Величина сигналу:
Uc
=
Q/C,
де
С
—
загальна ємність вимірювальної ланки.
Завдяки "стіканню" заряду п'єзоелектричні перетворювачі використовуються для вимірювання динамічних навантажень, тисків, вібрацій. Вони надзвичайно жорсткі, мають високу частоту власних коливань та незначні деформації. Крім того, вони дуже малі за розмірами. Недоліком п'єзоелектричних перетворювачів є їх високий електричний опір і неможливість використання для статичних вимірювань через "стікання" електричного заряду пластин. Верхня межа вимірювання тиску таких приладів сягає 100 МПа, а за рахунок збільшення площі пластин (при паралельному їх включенні) чутливість перетворювачів можна значно підвищити і заміряти тиски, нижчі за 1 Па.
Ємнісний метод ґрунтується на зміні ємності датчика за рахунок діелектричних властивостей самого середовища. Цей метод можна використовувати при вимірюванні рівня, густини, вологості та інших технологічних параметрів, використовуючи при цьому відому формулу площинного конденсатора: εS/l, де ε — діелектрична проникливість; S — площа пластин; l — відстань між пластинами.
При вимірюванні рівня або вологості між пластинами конденсатора використовується діелектрик, діелектрична проникливість якого значно вища за діелектричну проникливість повітря, це й зумовлює зміну ємності залежно від висоти заповнення діелектриком простору між обкладками конденсатора. Вологість речовини визначається за рахунок наявної вологи у матеріалі — чим більше вологи, тим вища ємність.
Крім того слід зауважити, що ємнісні засоби вимірювань успішно використовуються у вибухонебезпечних виробництвах.
Поряд з описаними методами широко застосовуються індукційні, омічні, термоелектричні та інші методи вимірювання неелектричних величин.
Методика виконання вимірювань
Підвищення достовірності результатів вимірювань з відомою похибкою (невизначеністю) або з похибкою, що не перевищує допустимих меж, є однією з найважливіших умов забезпечення єдності вимірювань. З цією метою розробляються методики виконання вимірювань (МВВ).
Методика виконання вимірювань - сукупність операцій і правил, виконання яких забезпечує отримання результатів вимірювань з відомою похибкою або невизначеністю.
З цього означення випливає, що під МВВ розуміють технологічний процес вимірювання, тому не слід плутати МВВ і документ на МВВ.
Не всі МВВ можуть бути описані або регламентовані документом на МВВ. Наприклад, такі прості вимірювання, як вимірювання тиску за допомогою манометрів із вказівником, вимірювання електричних величин щитовими приладами, лінійно-кутові вимірювання, вимірювання маси і багатьох інших величин за допомогою простих ЗВ, не вимагають документованих МВВ. Необхідність документації на МВВ встановлює розробник конструкторської, технологічної або проектної документації. Або ж розробку документа на МВВ може вимагати замовник.
Розробка методики виконання вимірювань.
Процедура розробки МВВ включає:
розробку та затвердження технічного завдання (ТЗ) на МВВ;
формування початкових даних для розробки;
вибір (розробка) методу і ЗВ;
проведення випробувань і затвердження типу ЗВ;
вибір (розробка) методів і засобів повірки (калібрування) ЗВ, що використовуватимуться;
розробку методів оперативного контролю точності вимірювань;
розробку і експертизу документа на МВВ;
атестацію МВВ;
стандартизацію МВВ;
затвердження документа на МВВ.
Розробка, узгодження і затвердження технічного завдання на МВВ здійснюють в тому випадку, коли пропонується регламентувати МВВ у вигляді окремого документа.
1 У технічному завданні на МВВ зазвичай указують такі вимоги:
призначення МВВ;
межі вимірювань;
межі допустимої похибки вимірювання;
характеристики об'єкта вимірювання;
умови вимірювання;
вид індикації і форми реєстрації результатів вимірювань;
вимоги до автоматизації вимірювальних процедур;
- вимоги до забезпечення безпеки виконання робіт тощо.
2 Основні початкові дані для розробки МВВ вказуються в ТЗ на розробку. Якщо з тих чи інших причин ТЗ відсутнє, то для розробки МВВ необхідні початкові дані, що перераховані вище. Крім того як початкові дані можуть знадобитися такі відомості:
- про наявність засобів вимірювання, зокрема затверджених типів;
про наявність інших технічних засобів, зокрема засобів обчислювальної техніки, які можуть використовуватись під час вимірювань;
про наявність еталонів, стандартних зразків складу і властивостей речовин і матеріалів, атестованих сумішей для повірки (калібрування) ЗВ;
- про кваліфікацію операторів, які виконують вимірювання тощо.
При розробці МВВ одним з основних є вимоги до точності вимірювань. Без початкових вимог до точності вимірювань розробка МВВ втрачає сенс. Вимоги до точності вимірювань можуть бути вказані шляхом посилання на документ, що регламентує цю точність.
Проте часто такі вимоги в явному вигляді відсутні, і їх встановлюють у вигляді допустимих меж значень абсолютної і відносної похибок вимірювань, виходячи з вимог до точності і достовірності контролю або похибок результатів випробувань.
Найбільш поширеним способом вираження вимог до точності вимірювань є межі допустимого інтервалу, в якому із заданою вірогідністю Р повинна знаходитися похибка вимірювання.
Часто на практиці як початкові дані для встановлення вимог до точності вимірювань при контролі служить допуск на контрольований параметр. Вважається задовільним співвідношення між межею допустимої похибки вимірювання, і межею симетричного поля допуску 1:5 або 1:4.
3 Методи і ЗВ вибирають у відповідності з нормативними документами, що діють, по вибору методів і ЗВ даного вигляду. За відсутності таких документів вибір методів і ЗВ здійснюють відповідно до загальних рекомендацій МІ 1967-89 «Вибір методів і ЗВ. Загальні положення». Вибір методів і ЗВ - це багатоваріантна задача. Як правило цю задачу вирішують ітераційним шляхом. Заздалегідь вибирають методи і ЗВ при цьому керуються оптимальною точністю, мінімальним впливом ЗВ на вимірюваний об'єкт, відповідністю умов проведень вимірювань вимогам експлуатації засобів вимірювань. Після чого проводять оцінювання похибки вимірювань. Якщо оцінені похибки вимірювань істотно менші допустимих меж, то вибраний метод і ЗВ є нераціональними з економічних міркувань. Якщо ж оцінені похибки вимірювань перевищують допустимі межі, то необхідно вибрати точніші метод і ЗВ. Якщо ж оцінені похибки вимірювань не перевищують допустимих меж, і не значно менше цих меж, то похибки вимірювань вважають задовільними і їх характеристики приписують даній МВВ.
При вибиранні ЗВ слід керуватися інформацією про затвердження типу ЗВ, яку можна отримати в Держспоживстандарті України.
4 Випробування з метою затвердження типу ЗВ проводять, якщо типи ЗВ, використовувані в МВВ, не затверджені і не зареєстровані в Державному реєстрі ЗВТ.
5 Вибір (розробку) методів і засобів повірки (калібрування) ЗВ здійснюють, якщо для використовуваних в МВВ ЗВ відсутні нормативні або рекомендаційні документи на повірку (калібрування).
6 Методи оперативного контролю точності вимірювань розробляються для методик кількісного хімічного аналізу і автоматизованих систем. Процедури оперативного контролю в методиці кількісного хімічного аналізу розробляються за МІ 23350-95 «Внутрішній контроль якості результатів кількісного хімічного аналізу». Оперативний контроль порушення точності результатів вимірювань в автоматизованих системах здійснюється за допомогою непрямих показників:
- за наслідками тестування автоматизованих систем управління або їх підсистем;
- за непогодженостями в балансі матеріальних і енергетичних потоків в системах трубопроводів або мереж;
- за розбіжностями свідчень дублювальних ЗВТ;
за виходом виміряних значень параметрів за установлені межі при нормальному протіканні технологічного процесу;
за перевищенням швидкості зміни результатів вимірювань максимально фізично можливої швидкості зміни параметрів.
7 Розробка, експертиза і затвердження документа на мвв.
Характер нормативних документів (НД) на методики виконання вимірювань залежить від того, де проводяться вимірювання та використовуються їх результати: у двох або більше галузях народного господарства; у одній галузі (відомстві); на одному підприємстві (у організації).
Як НД на методики виконання вимірювань, результати яких використовуються в двох або більше галузях народного господарства, розробляються ДСТУ або методичні вказівки Держспоживстандарту із методик виконання вимірювань. ДСТУ розробляється в тому разі, якщо ЗВ, що використовуються, внесені до державного реєстру ЗВТ. Як НД на методики виконання вимірювань, результати яких використовуються в одній галузі народного господарства, розробляються галузеві методики виконання вимірювань, а на МВВ, результати яких застосовуються на одному підприємстві, - стандарти підприємств на методики виконання вимірювань.
У нормативних документах на методики виконання вимірювань наводять початкові вимоги до точності вимірювань. Без початкових вимог до точності вимірювань розробка МВВ втрачає свій сенс.
У документах на МВВ, в яких передбачено використання конкретних екземплярів ЗВ та інших технічних засобів, додатково указують заводські (інвентарні) номери екземплярів ЗВ та інших технічних засобів.
Найменування НД на МВВ повинно відображати специфіку вимірюваної величини (діапазон, найменування продукції тощо).
Документ на методики виконання вимірювань повинен містити вступну частину і такі розділи:
- виміряні або приписані характеристики похибок (невизначеностей) вимірювань;
метод (методи) вимірювань;
засоби вимірювань, допоміжні пристрої, матеріали, розчини;
вимоги до безпеки оточуючого середовища;
вимоги до кваліфікації операторів;
умови вимірювань;
підготовка до виконання вимірювань;
виконання вимірювань;
опрацювання (обчислення) результатів вимірювань;
контроль точності результатів вимірювань;
оформлення результатів вимірювань.
Вступна частина встановлює призначення і область застосування документа на методики виконання вимірювань. У призначенні МВВ вказують:
область застосування (об'єкт вимірювання, зокрема найменування продукції і контрольованих параметрів, а також область використання -для одного підприємства, для галузі, для мережі галузевих і міжгалузевих лабораторій тощо);
найменування (при необхідності' розгорнене означення) вимірюваної величини;
характеристики вимірюваної величини (діапазон і частотний спектр, значення інформативних параметрів тощо);
характеристики об'єкта вимірювання, якщо вони можуть впливати на похибку вимірювань (вихідний опір, склад проби і т. д.).
У розділі «Вимоги до похибки вимірювання» або «Характеристики похибок вимірювань» указують числові значення потрібних або приписаних характеристик похибок вимірювань або посилання на документ, в якому вони наводяться.
У розділі «Засоби вимірювань, допоміжні пристрої, матеріали, розчини» міститься перелік засобів вимірювань і інших технічних засобів, що використовуються при вимірюванні. У ньому разом з найменуванням вказуються позначення державних стандартів або технічних умов, типів (моделей) засобів вимірювань, їх метрологічні характеристики (класи точності, межі допустимих похибок вимірювань і ін.).
У розділ «Метод вимірювань» входить опис прийомів порівняння вимірюваної величини з одиницею згідно з принципом, покладеним в основу методу. Якщо методика передбачає можливість вимірювання фізичної величини декількома методами, то їх потрібно висловлювати окремими розділами.
У розділі «Вимоги до безпеки оточуючого середовища» містяться вимоги, виконання яких забезпечує безпеку праці, норми виробничої санітарії і охорони навколишнього середовища. При наявності нормативних документів, що регламентують вимоги до безпеки, виробничої санітарії і охорони навколишнього середовища, наводять посилання на ці документи.
У розділі «Вимоги до кваліфікації операторів» містяться відомості про рівень кваліфікації (професія, освіта, практичний досвід тощо) осіб, що допускаються до вимірювань. Якщо точність вимірювань суттєво залежить від суб'єктивних якостей операторів, то в методиці виконання вимірювань висловлюють особливі вимоги до оператора.
У розділі «Умови виконання вимірювань» перераховуються впливні величини, які задають у вигляді номінальних значень або меж діапазонів можливих значень впливних величин. При необхідності вказують граничні швидкості змін або інші характеристики впливних величин, а також обмеження на тривалість вимірювань тощо.
Якщо при встановленні початкових даних заздалегідь відомо, що вимірювання проводитимуться за допомогою вимірювальних систем, засоби вимірювань яких знаходяться в різних місцях, то умови вимірювань вказують для місць розташування всіх засобів вимірювань, що входять до системи.
У розділі «Підготовка до виконання вимірювань» наводять описи підготовчих робіт, які проводять перед виконанням вимірювань. До цих робіт відносять визначення значень впливних величин, складання схем, підготовку засобів вимірювань до роботи, прогрівання, встановлення нуля, калібрування, підготовку проб тощо.
У розділі «Виконання вимірювань» викладають послідовність вимірювальних операцій, періодичність і число вимірювань, описи операцій, вимоги до подання проміжних і кінцевих результатів (кількість значущих цифр тощо).
У розділі «Опрацювання (обчислення) результатів вимірювань» вказують способи опрацювання результатів вимірювань або дають посилання на НД з обробки результатів вимірювань.
У розділі «Контроль точності результатів вимірювань» наводять відомості про нормативи, методи і засоби проведення первинного (оперативного) і періодичного (статистичного) контролю похибок результатів вимірювань, що виконуються даними МВВ.
ХАРАКТЕРИСТИКИ ТОЧНОСТІ ТА ПРАВИЛЬНОСТІ ВИМІРЮВАНЬ
Точність
вимірювань
—
це характеристика її якості, що відображає
близькість результату вимірювання до
істинного значення вимірюваної фізичні
величини. Точність виражають оберненим
значенням модуля відносної похибки:

Правильність
вимірювання
—
це характеристика його якості, що
відображає близькість до нуля систематичної
похибки в його результаті. Якщо значення
систематичної складової
 похибки
Δ(х)
відоме,
то результат вимірювання можна виправити
введенням поправки
похибки
Δ(х)
відоме,
то результат вимірювання можна виправити
введенням поправки

Поправлення — значення фізичної величини, яке додається до результату вимірювання, щоб виключити систематичну похибку.
Поправлення підсумовують з значенням міри, показом вимірювального приладу тощо. Іноді замість поправлення значення фізичної величини користуються поправляльним множником k(х), який перемножують виміряну фізичну величину х, з метою вилучення з неї систематичної похибки, тобто для виконання умови
k (х)х = х - . (1)
Сукупними характеристиками точності та правильності вимірювань є їх відтворюваність і збіжність.
Відтворюваність вимірювань — це близькість результатів вимірювань сталої фізичної величини отриманих у різних умовах, різними методами, засобами вимірювань, експериментаторами незалежно від місця часу їх здійснення, тобто нерівноточних вимірювань, в яких систематична складова похибки стає випадковою.
Збіжністю вимірювань називають їх відтворюваність однакових умовах (рівноточні вимірювання).
Є ще термін роздільної (подільної) здатності ЗВТ як кількості вірогідно розрізнюваних значень вимірюваної фізичної величини, які вписуються в зону їх невизначеності в процесі вимірювань. Для такого означення терміну роздільної здатності ЗВТ визначають також ступінь вірогідності, з якою встановлюється зони невизначеності 2Δ(Х) похибок ЗВТ чи 2Δ(х) похибок результатів вимірювань (рис. 1), тобто значення гарантійної ймовірності Р, з якою визначають похибки. Зону невизначеності знаходять для сумарної похибки чи гарантійної похибки для заданого значення надійності Р. Роздільна здатність вимірювань є теоретичною характеристикою, яка залежить від точності та діапазону вимірювань.
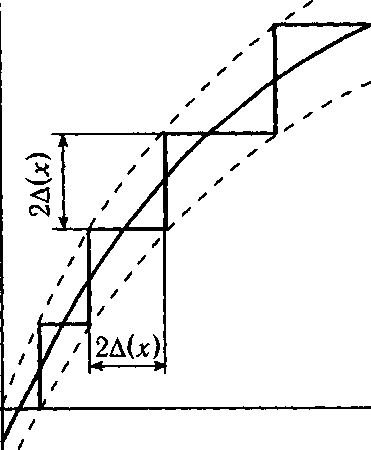
Рис. 1 - Графічна інтерпретація роздільної здатності
ВИЛУЧЕННЯ СИСТЕМАТИЧНИХ ПОХИБОК ВИМІРЮВАНЬ
Систематичні похибки в значній мірі спотворюють результати вимірів.
З іншого боку вони піддаються виявленню та вивченню з метою їх зменшений заданого рівня чи вилучення. В процесі виявлення систематичних похибок аналізують причини їх виникнення. Невилучені систематичні похибки тракту як їх центровані складові. Виявлення систематичних похибок полягає у вивченні нормативно-технічних документів на ЗВТ та умов здійснення вимірювального експерименту. Результативність цих робіт залежить від інформативно нормативно-технічної документації та кваліфікації експериментатора.
Універсальні методи виявлення систематичних похибок відсутні. Тому застосовують різні способи їх зменшення чи вилучення.
Наприклад, для виявлення прогресуючих систематичних похибок здійснюють 2n вимірювань фізичної велич X з незмінним розміром і знаходять

Тоді порівнюють обидва отримані результати. Їх нерівність свідчить, в заданому експерименті присутня систематична прогресуюча похибка. Різниця обох значень результатів містить інформацію щодо швидкості зміни прогресую систематичної похибки, але для її кількісного оцінювання цього недостатньо.
Якщо відомі значення та ознаки систематичних похибок, то їх вилучають введенням відповідних поправлень або встановленням та усуванням джерел виникнення. Для здійснення останнього способу необов'язковим є знання величин і знаків систематичних похибок, достатнім є знання причин їх виникнення.
Зважаючи на обмеженість точності ЗВТ роблять висновок, що повне вилучення систематичних похибок неможливе. Тому як підтвердження відсутності систематичної похибки заданого вимірювання приймають так звані критерії вилучення похибок.
Переважно результат вимірювання - це наближене число одиниць вимірювання певної фізичної величини з певною кількістю правильних цифр його значення.
В десятковому численні останні цифри результату вимірювання та похибки мають бути однакового десяткового розряду (сотні, десятки, одиниці, десяті, соті, тисячні частки одиниці тощо).
Систематичні похибки приймають за вилучені, якщо вони чи сума їх невилучених залишків не перевищують половини одиниці десяткового розряду, в якому стоїть остання цифра допустимої похибки вимірювання.
З
врахуванням кількості n
цифр
Δд
систематична
похибка
 є
вилучена, якщо
є
вилучена, якщо
│ │≤ 0,05 Δ D для n = 1 та ││≤0,005 Δ D для n = 2
Тут значення допустимої похибки беруть за модулем, без врахування знаку.
До спеціальних способів вилучення систематичних похибок вимірювань відносять способи заміщення, компенсації похибок за знаком, протиставлення та спосіб симетричних спостережень.
1 Спосіб заміщення полягає в тому, що спочатку на вхід вимірювального приладу подають вимірювану фізичну величину X, а потім замінюють її фізичною величиною з таким відомим значенням хд, з яким показ приладу залишається попереднім.
2 Спосіб компенсації похибки за знаком полягає в тому, що певну фізичну величину вимірюють двічі, але умови вимірювань змінюють так, щоб стала систематична похибка, яка підлягає вилученню (відома за походженням, але не відома за величиною), входила в результати вимірювань з протилежними знаками.
Спосіб компенсації похибки за знаком використовується для вилучення систематичних похибок, джерела яких мають направлену дію, наприклад, похибки, спричиненої впливом паразитних термоЕРС у вимірювальних колах постійного струму. Друге вимірювання виконують з протилежним напрямком струму, щоб змінився вплив знаку термоЕРС. Для вилучення впливу магнітного поля Землі на покази електровимірювального приладу перед другим вимірюванням його повертають на 180° у горизонтальній площині.
3 Спосіб протиставлення полягає в тому, що вимірювана фізична величина X двічі порівнюється зі зразковою, яка відтворюється мірою, причому перед другим порівнянням вони взаємно міняються місцями у вимірювальному колі. Результат вимірювання у вигляді середнього пропорційного між значеннями міри у першому та другому порівнянні зовсім не залежить від коефіцієнта передавання
4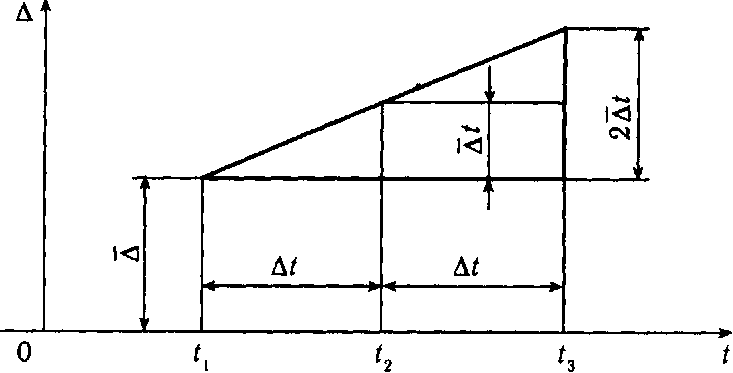 Спосіб симетричних спостережень полягає
в тому, що спочатку вимірюють одну
фізичну величину X,
потім
через проміжок часу Δt
здійснюють повне або неповне її заміщення
мірою з відомим значенням хд
і
знову через проміжок
Δt
вторюють вимірювання фізичної величини
X
(рис.
2).
Спосіб симетричних спостережень полягає
в тому, що спочатку вимірюють одну
фізичну величину X,
потім
через проміжок часу Δt
здійснюють повне або неповне її заміщення
мірою з відомим значенням хд
і
знову через проміжок
Δt
вторюють вимірювання фізичної величини
X
(рис.
2).
Рисунок 2 -. Вилучення систематичних похибок способом симетричних спостережень
ВИЛУЧЕННЯ ГРУБИХ ПОХИБОК РЕЗУЛЬТАТІВ ВИМІРЮВАНЬ
Вилучення
грубих похибок з
результатів вимірювань здійснюють за
допомогою критерія аномальності
результату вимірювань, за який приймають
інтервал
відносно центра розподілу на величину
±tσ.
Якщо
модуль похибки будь-якого результату
вимірювань є більший від значення
інтервалу розсіяння випадкової фізичної
величини розміру tσ,
 ,
то таку похибку
відносять до аномальних.
,
то таку похибку
відносять до аномальних.
З цієї нерівності видно, що границі грубих похибок залежать від виду розподілу, обсягу добірки та величини встановленого гарантійного інтервалу.
Розрізняють декілька критеріїв оцінки грубих похибок .
Для нормального розподілу найпоширенішим є критерій Райта (±Зσ). Спочатку, на підставі добірки результатів вимірювань знаходять центр розподілу та оцінку СКВ, а потім результати, що відповідають нерівності приймають за грубі та вилучають з подальшого розгляду. Може статися так, що після вилучення знайдених грубих похибок для нових значень та S ще якісь результати попадають в категорію грубих. Та застосовувати критерій грубих похибок більше ніж один раз не рекомендують.
У разі відсутності визначених центра розподілу та СКВ результатів вимірювань рекомендують користуватись критерієм Смирнова згідно якого за умову наявності грубої похибки приймають

де tβ — табульований квантіль розподілу, що залежить від обсягу добірки та прийнятого рівня вагомості. Для обсягів добірки n ≥ 25, відомих генеральних середніх і СКВ критерій Смірнова встановлює більші границі для грубих похибок і відповідні квантілі розподілу tβ.
За критерієм Рамановського точкові центри розподілу результатів вимірювань визначають за умови нерівності

де t β – коефіцієнт Стьюдента з заданою ймовірністю β та кількістю степенем свободі k = n – 1.
Підсумовування похибок — це знаходження характеристик сумарної похибки за характеристиками її складових. Його здійснюють в стадії проектування ЗВТ, в процесі застосування з врахуванням умов і режимів, під час непрямих вимірювань.
Застосовували два способи підсумовування похибок. За першим способом визначається так звана гранична похибка шляхом арифметично додавання модулів границь основної та додаткових похибок у вигляді
але він допустимий тільки для n ≤ 3, а для більших n він не виправдовує з точки зору теорії ймовірностей, тому що подія, яка полягає в одночасному збігу знаків і найбільших значень всіх складових, майже неймовірна навіть дії порівняно невеликих значень n. Вже для n = 10 ймовірність такої по становить Р = 10-10
Другий спосіб ґрунтується на припущенні, що всі складові є випадковими незалежними похибками з нормальним розподілом і зводиться до визначення практично граничної похибки шляхом геометричного додавання границь допустимих похибок за формулою

Для
таких припущень і за умови, що допустимі
границі складових похибо визначені з
однаковою гарантійною ймовірністю, на
підставі формули (див.
формули)
визначають середньоквадратичне
відхилення похибки
Обидва
способи дають завищене оцінювання,
причому другий дещо кращий, тому що
 але
запас ще надто великий.
але
запас ще надто великий.
Вони не враховують можливостей підсумовування систематичних похибок і кореляційних зв'язків між складовими, причому вони придатні в окремих випадках, як вже зазначено, для n < 3.
Лекція 6
Атестація, повірка, калібрування ЗВТ
Метрологічна атестація та система державних випробувань ЗВТ
Державна метрологічна та метрологічна атестація засобів вимірювальної техніки - дослідження засобів вимірювальної техніки з метою визначення їх метрологічних характеристик та встановлення придатності цих засобів до застосування.
Засоби вимірювальної техніки, не призначені для серійного виробництва в Україні або для ввезення на територію України партіями, на які поширюється державний метрологічний нагляд, підлягають державній метрологічній атестації.
Засоби вимірювальної техніки, не призначені для серійного виробництва або для ввезення на територію України партіями, на які не поширюється державний метрологічний нагляд, підлягають метрологічній атестації.
Загальні положення
1 Метрологічна атестація ЗВТ регламентується ДСТУ 3215-95. Цей стандарт поширюється на засоби вимірювальної техніки, які не підлягають державним випробуванням, у тому числі на:
ЗВТ, що виготовляються одиничними зразками чи малими партіями і не призначені для серійного виробництва;
дослідні зразки ЗВТ, які виготовлені під час науково-дослідних та дослідно-конструкторських робіт, що передаються в експлуатацію;
вбудовані вимірювальні канали чи схеми, які за своїм прямим функціональним призначенням не є ЗВТ;
одиничні зразки ЗВТ, які виготовляються серійно і використовуються в умовах чи режимах експлуатації, відмінних від наведених в документації на ці ЗВТ, або для яких необхідно встановити індивідуальні метрологічні характеристики;
ЗВТ, що імпортуються в Україну одиничними примірниками чи малими партіями.
2 Стандарт не поширюється на вимірювальні канали вимірювальних інформаційних систем і автоматизованих систем керування технологічними процесами.
Завданням метрологічної атестації ЗВТ є:
визначення та встановлення відповідності метрологічних характеристик ЗВТ вимогам технічного завдання на розробку та іншим нормативним документам (далі ТЗ і НД), що розповсюджуються на відповідні ЗВТ;
встановлення правильності вибору методів і засобів метрологічної перевірки ЗВТ,наведених в експлуатаційній документації;
практичне випробування методики метрологічної перевірки;
встановлення придатності ЗВТ до застосування.
Метрологічну атестацію ЗВТ проводять державна чи відомчі МС.
Державна МС проводить атестацію:
ЗВТ, що застосовуються у сфері поширення державного метрологічного нагляду;
інших ЗВТ, за відсутності зразкових засобів чи умов для проведення цієї роботи відомчою МС.
В усіх інших випадках метрологічну атестацію проводять відомчі МС:
Метрологічна атестація проводиться на підставі угоди з підприємством,яке подає ЗВТ на атестацію.
Рішення про придатність до експлуатації ЗВТ, призначених для застосування у сфері поширення державного метрологічного нагляду, приймається на підставі результатів метрологічної атестацї керівником організації, що проводила атестацію. В інших випадках рішення приймається керівником підприємства, що розробило чи застосувало ЗВТ за поданням МС, яка проводила метрологічну атестацію.
ЗВТ, які пройшли метрологічну атестацію і допущені до застосування, підлягають під час експлуатації та після ремонту метрологічній перевірці згідно з методикою, зазначеною у свідоцтві про метрологічну атестацію.
Організація робіт з метрологічної атестації
ЗВТ передаються на метрологічну атестацію разом з документацією, до складу якої входить :
технічне завдання на розробку ЗВТ чи документ, що його заміняє;
експлуатаційна документація;
технічні умови;
проект програми та методики метрологічної атестації (ПМА);
проект методики метрологічної перевірки ЗВТ як окремий документ чи розділ експлуатаційної документації.
На імпортні засоби вимірювальної техніки, експлуатаційна документація подається у виді комплекту документації фірми-виробника на даний ЗВТ (з перекладом українською мовою) і експлуатаційну документацію, розроблену на підставі документів фірми-виробника.
Якщо в ТЗ на розробку випробувального обладнання чи іншого виробу, до складу якого входить вимірювальний канал чи схема, передбачено відомчі (міжвідомчі) приймальні випробування, то метрологічна атестація вимірювального каналу може бути поєднана з випробуваннями. В цьому випадку ПМА може входити як складова частина у програму приймальних випробувань.
Проект ПМА розроблюється та погоджується до початку проведення атестації і в загальному вигляді повинен містити послідовність дій і вимоги до:
розгляду технічної документації;
експериментального дослідження метрологічних характеристик;
оформлення результатів атестації;
Розробка ПМА може бути виконана за угодою з організацією, яка проводить метрологічну атестацію.
ПМА затверджується організацією, яка проводить метрологічну атестацію і погоджується з організацією, що подає ЗВТ на атестацію.
За наявності ПМА, що поширюється на аналогічний ЗВТ, нову ПМА можна не розробляти. В разі необхідності погоджуються доповнення до ПМА на аналогічний ЗВТ.
Питання забезпечення зразковими ЗВТ та обладнанням, необхідним для проведення атестації, вирішується сумісно організацією, що подає ЗВТ на метрологічну атестацію, і організацією,яка проводить метрологічну атестацію.
Порядок проведення метрологічної атестації та оформлення результатів
Виконанням робіт з метрологічної атестації здійснюється структурним підрозділом територіального органу Держстандарту, структурним підрозділом відомчої МС чи комісією, що призначається розпорядженням керівника підприємства-розробника ЗВТ.
Зразкові ЗВТ, які застосовуються під час метрологічної атестації, повинні мати чинні свідоцтва чи відбитки перевірних тавр, що підтверджують чинний термін їх метрологічної перевірки чи атестації.
Під час розгляду технічної документації перевіряють:
відповідність очікуваних метрологічних характеристик засобу, який атестується, вимогам ТЗ та чинної НДТ;
експлуатаційну документацію з точки зору зручності для застосування та безпеки експлуатації;
обґрунтування вибраних методів та засобів метрологічної перевірки.
Результати досліджень, виконаних під час визначення метрологічних характеристик, заносять у протокол, який підписують виконавці. В протоколі допускається використання комп`ютерних роздруків.
Під час атестації ЗВТ, виготовлених чи придбаних за імпортом окремою партією, а також тих, що виготовляються періодично малими партіями, підлягає дослідженню за повною програмою частина зразків у кількості не менше трьох, відібраних методом випадкового відбору. Решту зразків може бути атестовано за скороченою програмою, обсяг якої повинен встановлюватися під час метрологічної атестації перших зразків, але не менше за обсяг, ніж передбачено методикою метрологічної перевірки. За негативних результатів метрологічної атестації принаймні одного із зразків, всю партію належить дослідити за повною програмою метрологічної атестації. За позитивних результатів метрологічної атестації оформлюється свідоцтво. Результати метрологічної атестації зразків ЗВТ, що одержані за скороченою програмою, допускається зазначати в експлуатаційній документації на відповідний зразок ЗВТ з посиланням на свідоцтво про атестацію перших зразків ЗВТ, досліджених за повною програмою. Свідоцтва про метрологічну атестацію підлягають обліку і зберігаються на весь період експлуатації відповідного ЗВТ.
Якщо метрологічна атестація поєднана з відомчими (міжвідомчими) приймальними випробуваннями, то результат метрологічної атестації відображається в протоколі випробувань, на підставі чого оформлюється свідоцтво про метрологічну атестацію, яке додається до акту випробувань.
За негативних результатів метрологічної атестації оформлюють протокол, в який вносять одержані результати, зауваження та висновки про непридатність ЗВТ до застосування з відповідним обґрунтуванням.
Розробка і метрологічна атестація методик виконання вимірювань
Важливою умовою забезпечення єдності вимірювань є не тільки однаковість ЗВТ, але й використання стандартних методик виконання вимірювань (МВВ), що пройшли метрологічну атестацію. Мета стандартизації і атестації МВВ полягає в регламентуванні вимог до методик, засобів і алгоритмів виконання вимірювань, застосування яких у певних умовах забезпечить задані значення показників точності цих вимірювань.
Метрологічна атестація МВВ це дослідження, направлене на визначення значень показників точності вимірювань, які виконуються згідно з даною методикою.
Атестацію МВВ і оформлення атестатів проводять організації Держспоживстандарту і територіальних метрологічних служб. Атестація виконується за програмою, затвердженою керівником організації, що її проводить.
МВВ необхідно відмежовувати від методів виконання вимірювань, які є основою для розробки МВВ.
МВВ поділяють на робочі й типові. Робочі МВВ установлюють певну послідовність дій, що повинен виконати оператор при підготовці і проведенні вимірювань. Типові МВВ містять у собі набір початкових вимог, якими необхідно керуватися при розробці робочої МВВ. У типовій МВВ можуть бути вимоги до точності вимірювань, застосування певних типів ЗВТ і певних методів виконання вимірювань. Робочу МВВ необхідно розроблювати у двох випадках:
- якщо вимірювання виконуються методом безпосередньої оцінки, а в технічній документації ЗВТ немає даних про показники точності вимірювань або вказівок про їх розрахунок;
- якщо вимірювання виконуються будь-яким іншим методом, для якого необхідно розробити алгоритм розрахунку результату і показників точності вимірювань.
Розробка МВВ складається з чотирьох етапів:
1. Аналіз вимірювальної задачі. Цей етап містить:
- уточнення вимірюваної величини з метою уникнення різного тлумачення оператором і споживачем вимірювальної інформації (наприклад, при вимірюванні змінної напруги уточнюється, яке її значення вимірюється);
- вибір форми подання похибки вимірювань;
- рішення про вид розроблюваної МВВ робоча чи типова;
- складання ТЗ на розробку МВВ.
2. Розробка проекту МВВ і оцінка похибки вимірювань.
3. Перевірка відповідності похибки вимірювань установленим вимогам, а при необхідності підвищення точності вимірювань. Якщо під час перевірки виявляється невідповідність похибки вимірювань установленим нормам, то проводиться корекція МВВ з метою застосування більш точних методів вимірювань і ЗВТ. І це повторюється, доки не буде досягнута потрібна точність вимірювань.
4. Атестація МВВ, яка проводиться метрологічною службою і являє собою самостійне дослідження.
Крім розробки нових методик, актуальним є завдання перегляду і переатестації діючих МВВ. Це пов’язано з тим, що діючі МВВ в основному розраховані на оперування метрологічними характеристиками ЗВТ, установленими згідно з морально застарілим ГОСТ 8.009-84, і оцінками “зверху” характеристик похибки вимірювань. Тому при впровадженні нових ЗВТ і використанні діючих МВВ доводиться здійснювати перехід від метрологічних характеристик ЗВТ, регламентованих ГОСТ 8.009-84, до метрологічних характеристик, установлених державними стандартами України.
Лекція 7
Повірка ЗВТ
Види та методи повірок ЗВТ
ЗВТ є технічними засобами, які використовуються під час вимірювань та характеризуються нормованими метрологічними характеристиками. Надійність ЗВТ визначається їх здатністю витримувати метрологічні параметри в регламентованих межах. Вихід за ці межі класифікується як метрологічна відмова. Відповідність метрологічних характеристик їх нормованим значенням встановлюють у процесі повірки ЗВТ. Всі ЗВТ, що виготовляються або підлягають ремонту, ввозяться з-за кордону, знаходяться в експлуатації та на зберіганні, підлягають повірці.
Повірка ЗВТ - це встановлення придатності ЗВТ до застосування на основі експериментального визначення його метрологічних характеристик і контролю їх відповідності встановленим нормам. Метрологічну перевірку ЗВТ здійснюють органи державної і відомчої служби згідно з «Законом України про метрологію та метрологічну діяльність» та ДСТУ 2708:2006. Державна повірка здійснюється органами метрологічної служби.
Обов'язковій державній повірці підлягають:
ЗВТ, що використовуються в органах державної метрологічної служби;
ЗВТ, що випускаються з виробництва або використовуються на підприємствах як зразкові;
ЗВТ, що застосовуються як робочі для вимірювань, результати яких використовуються для обліку матеріальних цінностей, палива, енергії, в торгівлі, для захисту довкілля та охорони праці;
- ЗВТ, що використовуються для вимірювань, результати яких служать підставою для реєстрації національних та міжнародних спортивних рекордів.
Відомчій повірці підлягають ЗВТ, що не ввійшли у наведений вище перелік ЗВТ, які підлягають обов'язковій державній повірці. Відомчу повірку здійснюють підрозділи метрологічної служби підприємств. Конкретна номенклатура ЗВТ, що підлягають відомчій повірці, встановлюється відомчою метрологічною службою підприємства і територіальним органом Держспоживстандарту. Право на здійснення повірки конкретних видів ЗВТ надається територіальному органу Держспоживстандарту.
Відповідно до Державної системи забезпечення єдності вимірювань повірка може бути:
первинною;
періодичною;
позачерговою;
інспекційною;
експертною;
вибірковою.
Первинна повірка ЗВТ здійснюється при випуску ЗВТ з виробництва або після ремонту, а також при ввезенні ЗВТ із-за кордону партіями. Первинній повірці підлягає кожен екземпляр ЗВТ.
Періодичній повірці підлягають ЗВТ, що знаходяться в експлуатації або на зберіганні, через встановлений проміжок часу (міжповірочний інтервал).
Позачерговій повірці підлягають ЗВТ, що знаходяться в експлуатації або на зберіганні. Вона виконується у таких випадках:
- якщо необхідно переконатися у придатності ЗВТ до застосування;
при пошкодженні клейма, пломби або втрат документів, що засвідчують проходження ЗВТ первинної або періодичної повірки;
при введенні в експлуатацію ЗВТ після зберігання, упродовж якого не могла бути виконана періодична повірка;
при передачі ЗВТ на тривале зберігання, коли закінчилась половина встановленого для них міжповірочного інтервалу.
Терміни виконання позачергової повірки призначаються незалежно від термінів періодичних повірок.
Інспекційна повірка ЗВТ виконується для виявлення придатності ЗВТ до застосування при здійсненні державного метрологічного нагляду та відомчого контролю за станом і використанням ЗВТ органами метрологічних служб.
Експертна повірка здійснюється при виникненні спірних питань щодо метрологічних характеристик, справності та придатності ЗВТ до застосування, а також правильності їх експлуатації. Експертну повірку виконують органи державної метрологічної служби на основі письмових вимог (заяв) суду, прокуратури, міліції, державного арбітражу, підприємств тощо.
Вибіркова повірка здійснюється для групи ЗВТ, що вибрані з партії певним чином. За її результатами визначають придатність усієї партії.
Повірку розпочинають із зовнішнього огляду ЗВТ, при якому виявляють основні технічні характеристики, що позначені на шкалі та корпусі приладу у вигляді умовних позначень або знаків. Метою зовнішнього огляду також є виявлення механічних дефектів, які можуть призвести в подальшому до недопустимої похибки або до порушення його роботоздатності. Під час зовнішнього огляду також контролюють комплектність ЗВТ, наявність та стан кабелів і ін.
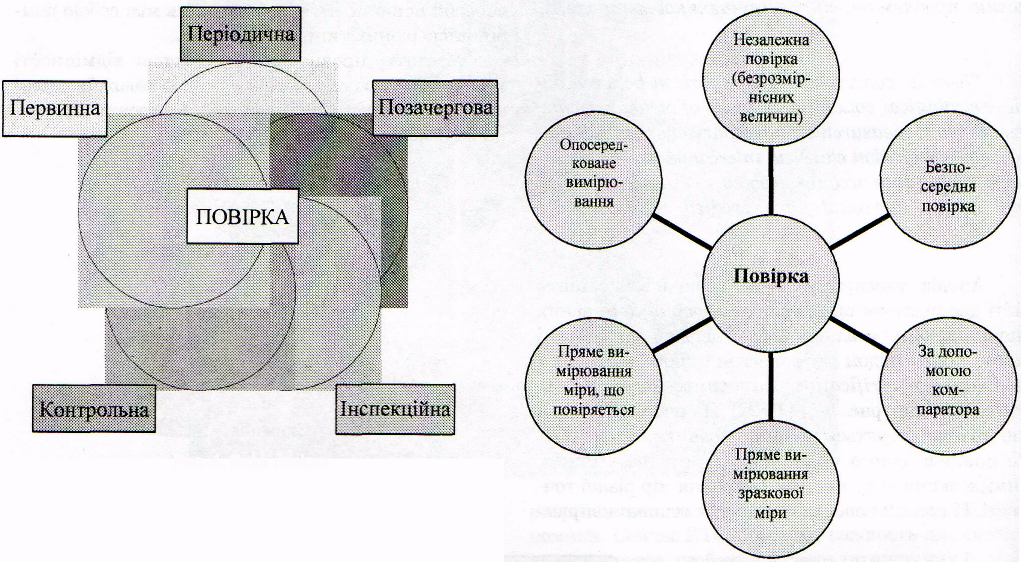
Рисунок - Види повірки
Повірку ЗВТ здійснюють двома методами:
поелементно;
комплектно.
Поелементна повірка - повірка, під час якої метрологічні характеристики ЗВТ визначають за метрологічними характеристиками його окремих частин або елементів.
При поелементній повірці визначають метрологічні характеристики кожного вимірювального перетворювача. Потім на основі відомих функціональних залежностей між вимірювальними перетворювачами визначають сумарні метрологічні характеристики ЗВТ, що перевіряється. Поелементна повірка є досить складною і трудомісткою.
Комплектна повірка - повірка, під час якої метрологічні характеристики ЗВТ визначають безпосередньо, як для єдиного цілого без визначення метрологічних характеристик окремих його частин.
Перевагу слід віддавати комплектній повірці, як простішій та ефективнішій і з до<лшірншіими результатами повірки. Поелементну повірку ЗВТ виконують тоді, коли комплектну повірку неможливо здійснити, наприклад, за відсутності зразкових ЗВТ, невідповідності їх вимог до точності перевірки або до границь вимірювань тощо. Поелементна повірка є обов'язковою для тих ЗВТ, в яких складові частини мають пронормовані метрологічні характеристики. Наприклад, у вимірювачах температури окремо перевіряють первинний перетворювач (термоелектричний або терморезистивний) і вторинний прилад.
Комплектна повірка може здійснюватися методами, схемні реалізації яких подані на рис. 1.1.
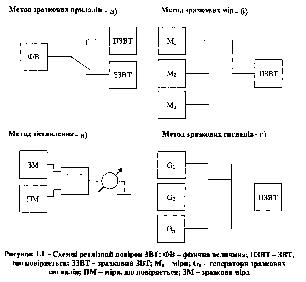
Аналіз сучасного розвитку звірень в Україні та світі дає підстави вважати, що звірення державних (національних) еталонів різних держав є окремим і самостійним видом метрологічної діяльності поруч із повіркою (vеrifiсаtiоп) та вимірюванням (теа-surement) (див. рис. 1-5) .
На рис. 1 показано, що повірка базується на вимірюваннях, звірення — це повірка одного національного еталона іншим, вимірювання — це постійне звірення мір різної точності.
Можна проаналізовати суттєві відмінності між вищезазначеними поняттями, а також їх спільні риси. Вимірювання, повірка та звірення відібрано як основні технічні процедури.
вимірювання
 Повірка
Повірка
 Звірення
Звірення![]()
Рисунок 1- Взаємозв’язок між основними видами
метрологічної діяльності
.
Рисунок 2-
Підпорядкованість між видами метрологічної
діяльності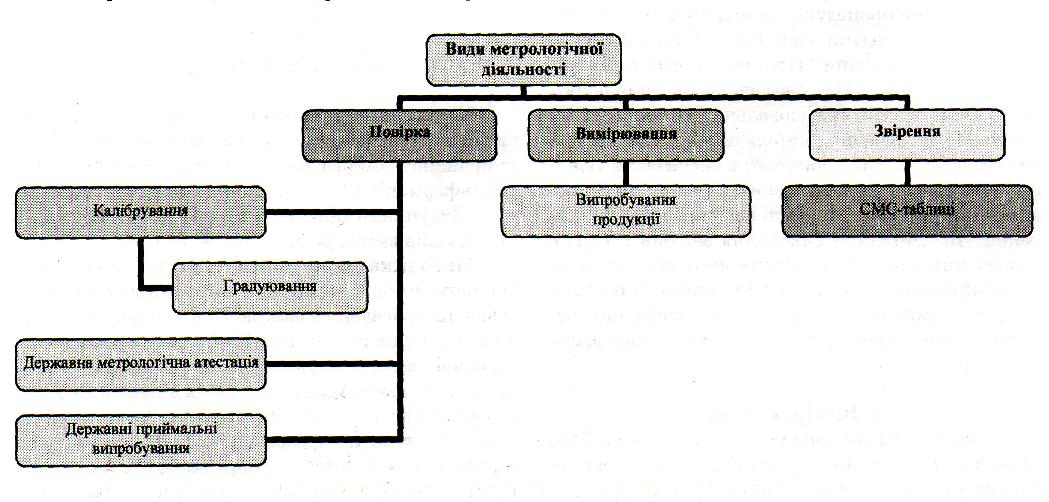
Для державних приймальних випробувань, як організаційної процедури, використовуються ті самі технічні процедури - повірка та вимірювання.
Метод вимірювання - сукупність способів використання засобів вимірювальної техніки (ЗВТ) та принципу вимірювань для створення вимірювальної інформації (стандартизоване визначення
або - сукупність прийомів використання принципів і засобів вимірювання (3В) .
Методика виконання вимірювання - сукупність методів, технічних засобів правил підготовки та проведення вимірювання, оброблення та представлення результатів (нестандартизоване визначення);
або - сукупність прийомів (процедура) використання зазначених типів з'єднань з об'єктом вимірювань і між собою засобів вимірювання та інших технічних засобів, які призначені для отримання результатів вимірювань (стандартизоване визначення);
або - сукупність операцій і правил, виконання яких забезпечує отримання результатів вимірювань з відомою похибкою .
Наприклад, МВВ витрати методом змінного перепаду тиску, крім набору основних принципів і правил, має охоплювати ще вимоги до монтування, експлуатування та контролю зважувальних пристроїв конкретних типів, до умов виконання вимірювання, до оцінки похибок вимірювань у даних умовах . Докладний опис 3В включати до МВВ, а не до МВ, оскільки МВВ оперують з одиницею вимірювання, засобами вимірювання та результатом вимірювання, а МВ в основному оперують з фізичним принципом вимірювання та одиницею вимірювання. До МВВ входять вимірювальні та обчислювальні операції (математичні), а в МВ не слід їх докладно розкривати, достатньо акцентувати увагу на фізичному принципі вимірювання .
У табл. 1, 2 наведено перелік та визначення методів та типів вимірювань
Термінологія в галузі вимірювань має збігатися в різних країнах, оскільки методи вимірювання ґрунтуються на фізичних законах та принципах, які єдині у світі.
У вимірювальних лабораторіях проводяться колові звірення - міжлабораторні порівняння результатів вимірювань відповідно до Інструкції про порядок перевірки точності результатів вимірювань у вимірювальних лабораторіях.
Є деяке протиріччя чи недосконалість у розумінні, як класифікувати типи вимірювань та типи методик виконання вимірювань, а також методи повірки. Тобто на сьогодні немає чітких критеріїв між різними типами вимірювань. Також немає критеріїв, за якими можна розрізнити різні типи методик виконання вимірювань. Немає критеріїв, за якими слід розрізняти типи вимірювань та типи методик виконання вимірювань, тобто де вимірювання, а де методика його виконання. Це відбувається, у тому числі, через нечіткість визначень і розуміння, що таке метод вимірювань (за визначенням), а що таке методика виконання вимірювань, маючи на увазі під останньою - сукупність та послідовність застосування фізичних законів і принципів, а також прийомів, способів та операцій щодо їх технічної реалізації (комутації вимірювальних приладів, зразків, їх розташування та послідовності проведення вимірювань, правил підготовки та проведення вимірювання, оброблення та представлення результатів). Наприклад, у методі заміщення фізика процесу вимірювання зразків однакова, але змінюється процедура і послідовність її виконання.
До причин зазначених вище невідповідностей можна віднести й те, що ієрархію понятійного апарату, можливо, необхідно було будувати за іншою схемою.
Ця робота не така проста та однозначна, як це здається на перший погляд.
Починаючи хоча б з того, що ампер (електрична величина) визначається апаратно через механічні величини (ампер-ваги). Тобто одиниця вимірювання сили струму встановлюється (а не визначається) за силою взаємодії двох провідників, по яких проходить електричний струм. Розмір одиниці струму можна встановити і за допомогою фізичного явища виділення теплоти при проходженні струму по провіднику та за іншими законами.
Таблиця1
Методи вимірювань
|
|||||
1
|
2
|
3
|
4
|
5
|
6
|
3іставлення
|
Одного збігу (ноніуса)
|
Подвійного збігу (конциденції)
|
Заміщення
|
Зрівноваження з регульованою мірою
|
Диференційний (різницевий)
|
1
|
2
|
3
|
4
|
5
|
6
|
Безпосеред-ньої оцінки
|
Порівняння з мірою
|
Нульовий
|
Вимірю-вання зам!щенням
|
Вимірювання доповненням
|
Диференційний
|
Таблиця 2
Типи вимірювань
|
|||||||||||||||||
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
||||||||||
Пряме
|
Непряме
|
Відносне
|
Статичне
|
Динамічне
|
Опосередковане
|
Сумісне
|
Сукупне
|
||||||||||
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
||||||
Абсо-лютне
|
Дина-мічне
|
Опосе-редковане
|
Багато-кратне
|
Одно-кратне
|
Від-носне
|
Пря-ме
|
Статичне
|
Рівно-точне
|
Нерівно-точне
|
Суміс-не
|
Сукупне
|
||||||
Далі - відтворення одиниці електричної напруги змінного струму від 0,1 до 1000 В у діапазоні частот від 10 Гц до 1 МГц державним еталоном ДЕТУ 08-07-02 (ДСТУ 4122-2002) відбувається на базі теплофізичних вимірювань. Вимірювання твердості повністю залежить вже не від одиниці фізичної величини, а від методу вимірювання. I саме одиниці твердості встановлюються та визначаються через метод вимірювання. Ще складніша ситуація з безрозмірнісними одиницями, наприклад, оптичними. Ці одиниці зберігаються за допомогою оптичних мір. Практично передати таку оптичну одиницю грамотно з точки зору метролога можливо, а встановити її та написати методику виконання вимірювання - складно. Таких прикладів можна навести багато.
2 Повірка
При повірці необхідно чітко визначити, що і чим повіряється. Від цього залежить коректний підрахунок випадкової та систематичної похибок під час повірки. Термін "стандартний зразок" використовується при вимірюваннях у виробництві, а "повірочні газові суміші" - при проведенні повірочних робіт. Звірення еталонів відбувається за допомогою переносних еталонів і мір (стандартних зразків). При таких звіреннях тимчасове зберігання одиниці величини для подальшої передачі може відбуватися на інших фізичних, методичних та апаратурних принципах, ніж це відбувається підзастосування державного еталона. Таким чином, на відміну від визначень одиниць фізичних величин, які стандартизуються, визначення методів та типів вимірювання, методів повірки, не стандартизоване. У різних нормативних документах та в науковій літературі зазначені поняття надаються по-різному (див. табл. 3).
Повірки первинного еталона в принципі не існує. Установлення метрологічних характеристик первинного еталона відбувається за допомогою багатьох вимірювань та саме атестації.
Узагальнені порівняльні характеристики повірки, вимірювання та звірення сформульовано у табл. 4-6.
3 Звірення
Звірення ЗВТ (рос. - сличение) порівняння ЗВТ з еталоном або ЗВТ того ж виду (міри з мірою, вимірювального приладу з вимірювальним приладом) для визначення систематичної похибки. Надалі відсоток робіт зі звірень має збільшуватися у порівнянні з роботами зі створення первинних еталонів, а вдосконалення первинних еталонів має бути пов'язано з результатами звірень. Відмічається: "справні та прив'язані (простежуванні) до еталонів засоби вимірювань можуть бути використані для різнорідних вимірювальних завдань". Для 3В застосовують термін "прив'язані" (простежуванні). Останнім часом цей термін, як правило, використовується у багатьох міжнародних документах, в основному для еталонів. Термін "простежуванність" знаходиться цілком у рамках концепції "простежуваності", і його використовують для визначення трьох понять: концепції "простежуваності" і технічних понять, для яких у нас застосовують терміни "повірка" та "звірення". У державній метрологічній системі використовується поняття "єдності вимірювань". У рамках концепції єдності вимірювань доцільно використовувати термін "повірка". Термін "звірення" підходить до звірення національних еталонів між собою.
У табл. 7 наведено види метрологічної діяльності з видами подання їх результатів. Технічні вимірювання, на які надаються протоколи вимірювань, у таблиці не зазначено.
Таблиця 3
Методи повірки
|
|||||
1
|
2
|
3
|
4
|
5
|
6
|
Безпосередня
|
За допомогою компаратора |
Пряме вимірювання зразкової міри |
Пряме вимірю-вання міри, яка повіряється |
Опосередковане вимірю-вання величини, що від-творюється мірою або приладом, які повіряються |
Незалежна по-вірка (безрозмір-нісних величин) |
Таблиця 4
При повірці
|
розмір одиниці
|
відомий
|
та
|
передається
|
При вимірюванні
|
розмір одиниці
|
може бути невідомий
|
і
|
його потрібно знайти
|
При звіренні
|
розмір одиниці
|
може бути невідомий
|
і
|
його потрібно уточнити
|
Таблиця 5
При повірці
|
Методи передавання
|
розміру одиниці
|
є
|
стандартизованими
|
При вимірюванні
|
Методи вимірювання
|
розміру одиниці
|
можуть знаходитися
|
і бути різними
|
При звіренні
|
Методи звірення
|
розмірів одиниць
|
потрібно уточнити
|
і вони можуть бути різними
|
Таблиця 6
Вид метрологічної діяльності
|
Наявність повірочної схеми
|
Передача одиниці
|
Процес вимірювання
|
Одиниця вимірю-вання
|
Одиниця фізич-ної величини
|
Повірка
|
Наявна
|
Відбувається від відомого об'єкта - державного еталона (еталона вищого рівня) до відомого об'єкта - еталона, нижчого за повірочною схемою
|
Відбувається
|
Відома
|
Одиниця, що повіряється, мо-же бути іншою, ніж зазначено у повірочній схе-мі, наприклад, ампер-ваги
|
Вимірювання
|
Може бути. відсутня
|
Не відбувається. Розмір одиниці привласнюється вимірюваному об'єкту
|
Відбувається
|
Може бути невідома
|
Може бути невідома
|
Звірення
|
Відсутня
|
Відбувається поперемінно - від одного об'єкта до іншого
|
Відбувається поперемінно - від одного об'єкта до іншого
|
Уточню-ється
|
Відома
|
Повірка
|
Радіальні та колові
|
Територіальні органи та утримувачі первинних еталонів
|
Первинний еталон порів-нюється з вихідними еталонами територіальних органів (вторинними еталонами при радіальних порівняннях) та вторинні еталони порівнюються між собою при колових порівняннях
|
Щорічний звіт Національного наукового центру "Інститут метрології"
|
Вимірювання
|
Колові
|
Вимірювальні лабораторії (ВЛ)
|
Міжлабораторні порівняння результатів вимірювань (МПР) міністерств, відомств, організацій
|
Звіт готує координатор раунду МПР і подає на розгляд і затвердження у державний науковий мет-рологічний центр. Після його затвердження координатор надає звіт органу з атестації ВЛ та самій ВЛ
|
Звірення
|
Ключові та додаткові звірення
|
Національні наукові установи, утримувачі державних (національних) еталонів різних держав
|
Звіряються державні (національні ) еталони різних держав
|
База даних ключових зві-рень (КСDВ) ВІРМ на сайті ВІРМ
|
Висновок
1. Звірення національних еталонів у світі є самостійним видом метрологічної діяльності.
2. Для приведення понятійного апарату та нормативних документів, що стосуються повірки, вимірювання та калібрування, до взаємної відповідності необхідно:
- спочатку навести визначення основних одиниць (що вже зроблено у системі SI);
- потім навести визначення похідних одиниць таким чином, щоб на підставі цих визначень надалі проводити вимірювання. Визначення похідних одиниць бажано зв'язати з процедурою та фізичним принципом їх визначення;
- дати визначення методу вимірювання (сукупність фізичних принципів);
- дати визначення методики виконання вимірювання (сукупність фізичних методів, вимірювальних процедур, вимірювальних операцій, обчислювальних операцій, технічних прийомів, алгоритмів, формул;
- навести апаратурну схему реалізації методики виконання вимірювань цих основних та похідних одиниць та визначити всі пов'язані з цим процедури;
- проаналізувати, якими методами передаються одиниці вимірювання від державного еталона до робочих засобів вимірювальної техніки та за якими методиками повірки.
Визначення міжповірочного інтервалу
На сьогоднішній день визначення міжповірочного інтервалу можна проводити за такими основним напрямками:
- визначення міжповірочного інтервалу на основі статистики відмов;
- визначення міжповірочного інтервалу на основі економічного критерію;
- довільне призначення первинного міжповірочного інтервалу з подальшим коректуванням його на протязі всього терміну експлуатації приладу.
Визначення міжпопірочного інтервалу на основі статистики відмов ефективний, якщо відомі показники метрологічної надійності ЗВТ. При визначенні міжпопірочного інтервалу першим способом як критерії -нормовані показники - рекомендується застосовувати такі характеристики:
поріг допустимих значень довірчих меж нестабільності метрологічних характеристик ЗВ р при заданій довірчій вірогідності Р;
поріг допустимих значень вірогідності метрологічної справності ЗВ Рmin У момент чергової повірки;
- поріг допустимих значень коефіцієнта метрологічної справність ЗВ К min, який дорівнює середній частці міжповірочного інтервалу, протягом якої ЗВ знаходилося в метрологічно справному стані.
Вибір конкретного критерію залежить від способу повірки. У даному практикумі розглянемо три основних способи повірки:
а) встановлення дійсних значень або градуювання всіх ЗВ, що надійшли на повірку (далі - перший спосіб повірки);
б) визначення придатності ЗВ до застосування за нормами стабільності (із забракуванням тих ЗВ, зміна дійсного значення або градуювальної характеристики яких за міжповірочним інтервалом перевищила межу допустимої нестабільності, що встановлена для ЗВ даного типу) при визнанні того, що градуювання ЗВ є придатним (далі - другий спосіб повірки);
в) визначення придатності ЗВ до застосування із забракуванням тих ЗВ, характеристика похибки яких перевищує за абсолютним значенням поріг її допустимих значень, встановлений для ЗВ даного типу (далі - третій спосіб повірки).
Критерій р необхідно застосовується при першому способі повірки.
Критерії Рmin і Кmin необхідно застосовуються при другому і третьому способах повірки.
При отриманні початкових даних для визначення міжповірочного інтервалу можливі такі джерела інформації:
випробування ЗВ або його окремих блоків;
дані про нестабільність елементів ЗВ;
- показники надійності ЗВ, що нормуються або підтверджені випробуваннями;
- результати повірок ЗВ.
Таким чином, для розрахунку міжповірочного інтервалу конкретного типу ЗВ необхідно заздалегідь вибрати:
критерій призначення міжповірочного інтервалу;
спосіб повірки ЗВ і відповідний нормований показник;
яким способом будуть отримані початкові дані.
До початкових даних, необхідних для розрахунку міжповірочного інтервалу, крім нормованих показників метрологічної надійності, відносяться статистичні характеристики процесу дрейфу метрологічних характеристик ЗВ. Їх отримання залежить від способу реєстрації результатів повірки ЗВ.
Значення міжповірочного інтервалу вибираються із стандартного ряду: 0,25; 0,5; 1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 15; 18; 21; 24; 30; 36; 42; 48; 54.
Приклад:
Определение межповерочных и межкалибровочных интервалов си
Межповерочный интервал (МПИ) – промежуток времени или наработка между двумя последовательными поверками (калибровками) СИ. По истечении этого срока СИ должны быть направлены на поверку независимо от их технического состояния.
Различают три вида МПИ.
1 Единый для всех СИ данного вида интервал устанавливается на основе нормативных документов на этот вид СИ. В этом случае МПИ устанавливается органами ГМС при утверждении типа по результатам испытаний.
2 Индивидуальный интервал, установленный в соответствии с конкретными условиями эксплуатации СИ данного типа в организациях и на предприятиях. Если назначенный интервал не совпадает с интервалом, указанным в НД на данный тип, то его необходимо согласовать с органами Государственной или ведомственной метрологической службы. Для СИ, которые не подлежат госнадзору, этот интервал устанавливает метрологическая служба юридического лица.
3 Индивидуальные МПИ для СИ, предназначенных для ответственных измерительных операций. Индивидуальные МПИ предусмотрены также для эталонов.
По порядковому номеру поверки с начала эксплуатации различают первый МПИ, второй МПИ, и т.д. Причем эти интервалы могут оставаться постоянными, либо изменяться в процессе эксплуатации СИ.
Значение первого МПИ определяется разработчиком СИ, вноситься в эксплуатационную документацию и утверждается при проведении государственных приемочных испытаний типа или сертификации. В процессе эксплуатации СИ МПИ может корректироваться организациями, осуществляющими поверку с учетом результатов поверки. МПИ устанавливают в календарном времени для СИ, изменение метрологических характеристик которых обусловлено старением (т.е. не зависит от интенсивности эксплуатации СИ), и в значениях наработки, для СИ изменение метрологических характеристик которых является следствием износа элементов СИ (т.е. зависит от интенсивности эксплуатации). Значение МПИ целесообразно определять в месяцах эксплуатации или наработки из ряда 0,25; 0,5; 1;2; ...; 11; 12; 15; 18; 21; 30 и т.д. через 6 месяцев.
При определении интервала между калибровками или поверками в других единицах (часах или сутках) также рекомендуется пользоваться этим рядом.
Критерии для определения МПИ
Для расчета, корректировки и оптимизации МПИ используются критерии двух видов: показатели метрологической надежности (нестабильности) и экономический критерий оптимальности МПИ, обеспечивающий максимальный экономический эффект от эксплуатации СИ.
В качестве показателей метрологической надежности используются следующие:
- вероятность работы без метрологических отказов РМ(t) за интервал времени t;
- интенсивность метрологических отказов λМ;
- наработка на отказ Т0.
Под метрологическим отказом понимается отказ СИ, состоящий в потере его метрологической исправности. Скрытый метрологический отказ - отказ СИ, который можно обнаружить только при очередной поверке или калибровке.
Экономическим критерием оптимальности МПИ является условный минимум экономических издержек при эксплуатации СИ, зависящих от МПИ. Эти издержки складываются из убытков из-за нестабильности СИ и расходов, связанных с поверкой и ремонтом СИ, забракованных при поверке.
Методика определения МПИ
1) формируют "однородные" группы СИ. В них включают не менее 30 экземпляров на основании общности следующих факторов: показателей надежности, условий эксплуатации, интенсивности эксплуатации и допускаемой вероятности безотказной работы;
2) назначают первый МПИ для каждой группы;
3) собирают и обрабатывают статистическую информацию о поведении СИ каждой однородной группы в конкретных условиях эксплуатации в течение назначенного МПИ и определяют статистические данные о показателях надежности;
4) оценивают правильность ранее назначенного МПИ и, при необходимости, его корректируют (увеличивают или уменьшают);
5) собирают и обрабатывают статистическую информацию о поведении СИ каждой группы за весь период эксплуатации.
Назначение первого МПИ
Первый МПИ устанавливается расчетным путем, если известны показатели метрологической надежности или стабильности СИ. При отсутствии числовых данных показателей надежности первый МПИ назначают, исходя из опыта работы ("технической интуиции") в области данных измерений, учитывая:
1) принцип действия СИ;
2) МПИ аналогичных СИ;
3) интенсивность эксплуатации СИ;
4) влияние окружающей среды;
5) точность методики поверки и т.д.
Методы количественного обоснования МПИ
1 Если метрологическая надёжность нормируется в виде вероятности работы без метрологических отказов РМ(t) за достаточно продолжительный период времени и значение этой вероятности соответствует эффективности применения СИ, то в качестве межповерочного интервала берут время t, на которое нормируется этот показатель. Это самый простой и корректный метод определения межповерочных интервалов. Допустимую вероятность работы без метрологических отказов выбирают из ряда 0,80; 0,85; 0,9; 0,95; 0,99, в зависимости от ответственности измерения. Для СИ, участвующих в технологических процессах, значение РМ определяют при отработке технологических процессов, а также при анализе их экономической эффективности. Для СИ не участвующих в технологических процессах РМ устанавливает метрологическая служба предприятия.
2 Если известна наработка на отказ Т0, то первый межповерочный интервал Т1 рассчитывают по формуле
Т1 = Т0 ln РМ. (1)
3 Если известен закон распределения наработки СИ до метрологического отказа, то первый межповерочный интервал определяют из условия:
1 - F(t) = PM, (2)
где РМ - заданное значение вероятности работы без метрологических отказов за первый межповерочный интервал.
Если закон распределения экспоненциальный
 , (3)
, (3)
то первый межповерочный интервал равен
 , (4)
, (4)
где λМ - интенсивность метрологических отказов.
При других законах распределения задача определения Т1 решается численными методами на ЭВМ.
Последующие межповерочные интервалы (второй, третий и т.д.) определяются из условия
 , (5)
, (5)
где tk - момент очередной поверки.
Причем
 ,
,
где к = 2,3,…
При экспоненциальном законе распределения tk будет равно
 . (6)
. (6)
Подставив (6) в (5), получим
 . (7)
. (7)
Из выражения (7) видно, что при экспоненциальном законе распределения длительность межповерочного интервала Tk не зависит от порядкового номера этого интервала.
При других законах распределения значение, Tk как правило уменьшается при увеличении k.
Корректировка МПИ в процессе эксплуатации СИ
В процессе эксплуатации СИ проводят накопление статистической информации с целью определения количественных показателей надёжности и установления количества забракованных СИ nт от общего числа СИ однородной группы Nт в течении межповерочного интервала Т. При обработке статистической информации учитывают только "скрытые" отказы, выявленные при очередной поверке, которые не могут быть обнаружены в процессе эксплуатации СИ.
После
поверки всех СИ однородной группы
проводят обобщение информации и расчёт
показателей надёжности. Статистические
значения вероятности безотказной работы
 ,
интенсивности отказов
,
интенсивности отказов
 и наработки на отказ
и наработки на отказ
 вычисляют по следующим формулам
вычисляют по следующим формулам
 , (8)
, (8)
 , (9)
, (9)
 . (10)
. (10)
где TOi - наработка на отказ i-го СИ в однородной группе.
Оценку правильности ранее назначенного межповерочного интервала проводят с доверительной вероятностью 0,80 по формуле
 . (11)
. (11)
При выполнении условия (11) межповерочный интервал оставляют неизменным до очередной поверки. Если же условие (11) не выполняется, то межповерочный интервал корректируют в соответствии с уравнением
 (12)
(12)
где коэффициент коррекции C определяется из выражения
 (13)
(13)
Лекція 8 Калібрування засобів вимірювальної техніки
Калібрування ЗВТ це визначення в певних умовах або контроль метрологічних характеристик ЗВТ, на які не поширюється державний метрологічний нагляд.
Калібруванню підлягають ЗВТ під час випуску з виробництва, які повинні пройти державні приймальні випробування і на які не поширюється державний метрологічний нагляд.
Необхідність проведення калібрування при експлуатації ЗВТ, на які не поширюється державний метрологічний нагляд, визначається їх користувачем.
Калібрувальні лабораторії, які проводять калібрування ЗВТ для інших підприємств і для громадян суб’єктів підприємницької діяльності, повинні бути акредитовані.
Калібрування та оформлення їх результатів проводяться в порядку, встановленому ДСУ.
Акредитація на право здійснення різних видів метрологічної діяльності
Для проведення державних випробувань, повірки і калібрування ЗВТ, вимірювань, атестації методик виконання вимірювань необхідно отримати акредитацію Держспоживстандарту України або його територіальних органів, що мають на це право.
Акредитація на право проведення державних випробувань, повірки і калібрування ЗВТ, вимірювань, атестації методик виконання вимірювань здійснюється Держспоживстандартом України, його метрологічними центрами і територіальними органами.
Держспоживстандарт України здійснює акредитацію:
- метрологічних центрів Держспоживстандарту на право проведення державних приймальних випробувань ЗВТ;
- територіальних органів Держспоживстандарту на право проведення державних приймальних і контрольних випробувань та повірки ЗВТ;
- метрологічних служб центральних органів виконавчої влади, підприємств і організацій на право проведення державних приймальних випробувань та повірки ЗВТ;
- калібрувальних лабораторій метрологічних служб або інших організаційних структур підприємств і організацій на право проведення калібрування ЗВТ для інших підприємств, організацій і громадян суб’єктів підприємницької діяльності;
- повірочних (калібрувальних) лабораторій іноземних виробників на право проведення повірки (калібрування) ЗВТ, що поставляються в Україну.
Територіальними органами Держспоживстандарту України здійснюється акредитація вимірювальних лабораторій підприємств і організацій:
- що не належать до сфери управління центральних органів виконавчої влади;
- що належать до сфери управління центральних органів виконавчої влади (якщо це передбачено законодавством), на право проведення вимірювань у сфері поширення державного метрологічного нагляду.
Вимірювальна лабораторія це організація чи окремий підрозділ організації або підприємства, який здійснює вимірювання фізичних величин, визначення хімічного складу, фізико-хімічних, фізико-механічних та інших властивостей і показників речовин, матеріалів і продукції.
Акредитація лабораторій здійснюється відповідно до вимог, що встановлюються центральними органами виконавчої влади та об’єднаннями підприємств за узгодженням з Держспоживстандартом України.
Метрологічні центри Держспоживстандарту та уповноважені ним територіальні органи здійснюють акредитацію метрологічних служб центральних органів виконавчої влади, підприємств і організацій на право проведення атестації методик виконання вимірювань, на які поширюється державний метрологічний нагляд.
Метрологічні служби центральних органів виконавчої влади, підприємств і організацій здійснюють акредитацію калібрувальних і вимірювальних лабораторій підприємств і організацій, що належать до сфери їх управління.
Ці служби здійснюють акредитацію:
- калібрувальних лабораторій підприємств і організацій на право проведення повірки і калібрування ЗВТ для власних потреб цих підприємств і організацій;
- вимірювальних лабораторій підприємств і організацій на право проведення вимірювань (за винятком лабораторій, на які поширюється державний метрологічний нагляд). У цьому випадку акредитація вимірювальних лабораторій здійснюється за обов’язковою участю територіальних органів Держспоживстандарту.
За позитивними результатами акредитації видається атестат акредитації. Спори, пов’язані з відмовою у видачі атестата акредитації, розглядаються в судовому порядку.
Законодавчі вимоги до застосування засобів вимірювальної техніки, вимірювань і результатів вимірювань
Застосування, ввезення, виробництво, ремонт, продаж і прокат ЗВТ повинні відповідати таким вимогам Закону України “Про метрологію і метрологічну діяльність”:
1. ЗВТ можуть використовуватися, якщо вони відповідають вимогам точності, встановленим для цих засобів у певних умовах їх експлуатації. Порядок установлення приналежності технічних засобів до ЗВТ визначається Держспоживстандартом України.
2. ЗВТ, на які поширюється державний метрологічний нагляд, дозволяється застосовувати, випускати з виробництва, ремонту та у продаж і видавати напрокат лише за умови, якщо ці ЗВТ пройшли повірку або державну метрологічну атестацію.
3. ЗВТ, на які не поширюється державний метрологічний нагляд, дозволяється випускати з виробництва лише за умови, якщо ці ЗВТ пройшли калібрування або метрологічну атестацію.
4. Увезення на територію України ЗВТ партіями може здійснюватися, якщо типи цих засобів занесені до Державного реєстру ЗВТ, допущених до застосування в Україні. Порядок увезення ЗВТ на територію України встановлюється Кабінетом Міністрів України.
5. Підприємства, організації та громадяни суб’єкти підприємницької діяльності, які займаються застосуванням, увезенням, виробництвом, ремонтом, продажем і прокатом ЗВТ, повинні письмово повідомити про свою діяльність відповідні територіальні органи Держспоживстандарту України.
Вимірювання, що здійснюються у сфері поширення державного метрологічного нагляду, можуть виконуватися, по-перше, вимірювальними лабораторіями за умови їх акредитації на право виконання вимірювань і, по-друге, згідно з атестованими методиками вимірювань.
Результати вимірювань можуть бути використані за умови, якщо відомі відповідні характеристики похибок вимірювань.
Метрологічні ланцюги
Передавання розмірів одиниць вимірювань (одиниць фізичних величин) робочим ЗВТ важлива і відповідальна функція, направлена на забезпечення єдності вимірювань у країні. Засоби, методи і точність передавання розмірів одиниць вимірювань від еталона до зразкових і робочих ЗВТ установлюється повірочною схемою.
Для кожної фізичної величини (для кожного параметра об’єкта вимірювань) може встановлюватися метрологічний ланцюг (рис. 1), який являє собою повірочну схему, доповнену зв’язками між вимірюваною фізичною величиною (параметром об’єкта вимірювань) і відповідним державним еталоном.
У метрологічному ланцюзі виділяють метрологічні зв’язки і метрологічні ланки.
Метрологічний зв’язок це умовна лінія метрологічного ланцюга, яка зв’язує вимірювану фізичну величину (параметр) з відповідним ЗВТ.
Метрологічна ланка сукупність вимірюваної величини і засобу (засобів) вимірювальної техніки, за допомогою якого (яких) вимірюється (контролюється) фізична величина (параметр).
Побудова метрологічної ланки супроводжується оцінкою дотримання умов точності передавання розміру одиниці вимірювань фізичної величини. Для цього використовуються коефіцієнти точності, які являють собою відношення допуску на параметр до найбільшого допустимого значення похибки вимірювання.
Рис.1 - Структурна схема метрологічного ланцюга
Повірочна схема регламентує методи, засоби, точність вимірювань і підпорядкування ЗВТ при передаванні розмірів однієї або декількох взаємозв’язаних одиниць вимірювань фізичних величин від еталонів робочим ЗВТ, а саме: від первинних еталонів робочим, від робочих еталонів зразковим ЗВТ, а від них робочим ЗВТ. Передавання розміру одиниць через кожний ступінь повірочної схеми супроводжується якоюсь втратою точності, проте багатосхідчастість дозволяє зберігати еталони і одночасно передавати розмір одиниці вимірювань усім робочим ЗВТ.
Розробка повірочної схеми передбачає науково-технічні обґрунтування оптимальної структури, необхідного числа ступенів передавання, видів вторинних еталонів (якщо вони використовуються), розрядів зразкових ЗВТ і методів передавання розміру одиниці вимірювань фізичної величини та оптимального співвідношення похибок ЗВТ суміжних ступенів повірочної схеми.
Повірочні схеми ЗВТ розділяють на державні, відомчі і локальні.
- Державна повірочна схема поширюється на всі ЗВТ даної фізичної величини, які використовуються в країні.
- Відомчі повірочні схеми діють у рамках міністерства (відомства)
- Локальні повірочні схеми в даному (конкретному) метрологічному органі (на підприємстві, в організації).
Вершиною повірочних схем є еталони, правила створення, зберігання і застосування яких установлюються державними стандартами.
Еталони можуть об’єднуватися в групи і створювати груповий еталон, що дозволяє зменшити його випадкову складову похибки за рахунок статистичної обробки їх вихідних величин за аналогією з багаторазовими вимірюваннями.
Робочі еталони поступаються точністю еталонам і затверджуються державною або відомчою метрологічною службою для повірки інших робочих еталонів і робочих ЗВТ. Відповідно до повірочних схем робочі еталони залежно від їхньої похибки (класу точності) поділяють на розряди, кількість яких установлюється різною для різних видів вимірювань. Присудження розряду робочим еталонам проводиться за результатами їх метрологічної атестації органом Держспоживстандарту.
Повірочні схеми для електрорадіотехнічних величин мають здебільшого два розряди робочих еталонів. Робочі ЗВТ, які відзначаються високою точністю, можуть атестуватися на певний час як робочі еталоні. Після закінчення цього терміну робочі еталони, які не пройшли чергової атестації, списуються.
Між розрядами робочих еталонів існує метрологічне підпорядкування: найбільш точні належать до 1-го розряду і перевіряються по еталонах, як правило, вторинних. Похибки робочих еталонів 2-го і подальших розрядів зростають, а повіряються вони по робочим еталонам попередніх розрядів (робочі еталони 2-го розряду по робочими еталонами 1-го розряду і т.д.).
Робочі еталони у даному метрологічному органі за призначенням поділяють на вихідні і підпорядковані. До вихідних робочих еталонів належать ті з них, які забезпечують передавання розміру одиниці вимірювань з найвищою точністю в цьому підрозділі. Підпорядковані робочі еталони служать для передавання розміру одиниці вимірювань від вихідних робочих еталонів до робочих ЗВТ або безпосередньо, або через інші робочі еталони.
Робочі еталони застосовують в органах державної і відомчої метрологічних служб, яким в установленому порядку надано право повірки певної номенклатури ЗВТ.
Через велику роль робочих еталонів, яка надається їм у системі забезпечення єдності вимірювань у країні, забороняється їх використовувати для технічних вимірювань. Вони підлягають ретельному зберіганню в установлених і суворо дотримуваних умовах; періодичність їх повірки вибирають такою, щоб гарантовано забезпечувались точність і вірогідність результатів вимірювань. Застосовувати зразкові ЗВТ як робочі дозволяється тільки в надзвичайних випадках і з дозволу органів метрологічної служби.
Оскільки робочі еталони експлуатуються приблизно в однакових (нормальних) умовах, то для них установлюються єдині міжповірочні інтервали в масштабах усієї країни. Умови експлуатації робочих ЗВТ неоднакові, а тому міжповірочні інтервали для них можуть варіюватися за рішенням органів державної або відомчої метрологічних служб. При цьому дозволяється корегування міжповірочних інтервалів за результатами періодичних повірок.
Повірочні схеми мають багатосхідчастий характер (не менше двох ступенів). Головною вимогою до повірочних схем є співвідношення похибок при переході від одного ступеня до іншого, включаючи похибку передавання розміру одиниці вимірювань між суміжними ступенями. Точність більш високого ступеня повірочної схеми встановлюється звичайно в 3...5 разів вищою за точність наступного ступеня. Таке ж співвідношення має бути між тим ЗВТ, що повіряється, і найближчим до нього робочим еталоном.
Мета, завдання і зміст метрологічного забезпечення технічних об’єктів:
- досягнення високої якості і потрібної ефективності застосування ТО;
- підтримання технічних та експлуатаційних властивостей ТО, забезпечення високої ефективності робіт з технічного обслуговування та ремонту ТО;
- постійне підвищення ефективності науково-дослідних, дослідно-конструкторських робіт, виробництва та випробування ТО.
Метрологічне забезпечення ТО (пристроїв, приладів, агрегатів, систем, комплексів) на етапах їх життєвого циклу (розробка, виробництво, випробування, експлуатація та ремонт) вирішує низку загальних специфічних завдань.
Загальним завданням метрологічного забезпечення ТО є розробка і розвиток його наукових, технічних, нормативних та організаційних основ. Серед найважливіших конкретних завдань метрологічного забезпечення ТО слід виділити:
- цільове програмне планування метрологічного забезпечення ТО, пов’язане з розвитком науки і техніки, національної економіки;
- створення, збереження та вдосконалення еталонів і вихідних ЗВТ, стандартних зразків речовин і матеріалів;
- розробка та впровадження ефективних методів і засобів передавання розмірів одиниць вимірювань фізичних величин робочим ЗВТ, які застосовують під час контролю параметрів ТО;
- розробка, виробництво та забезпечення підприємств, організацій і установ робочими ЗВТ, які необхідні для розробки, виробництва, випробувань, експлуатації та ремонту ТО;
- обґрунтування вимог до метрологічного забезпечення ТО, що розроблюються або модернізуються, та контроль за їх виконанням;
- установлення вимог до ЗВТ, які застосовують під час створення й експлуатації ТО та до нормування їхніх метрологічних і експлуатаційних характеристик;
- розробка методик вибору й обґрунтування ЗВТ, які використовуються під час розробки, виробництва, випробувань, експлуатації та ремонту ТО;
- стандартизація, уніфікація та сертифікація ЗВТ;
- установлення оптимальних рядів ЗВТ і стандартних зразків властивостей та складу речовин і матеріалів;
- проведення державних випробувань, метрологічної атестації, повірки і калібрування ЗВТ, а також метрологічної атестації методик виконання вимірювань;
- метрологічне обслуговування ТО;
- здійснення метрологічного контролю і нагляду за станом метрологічного забезпечення ТО;
- проведення метрологічної експертизи і метрологічного супроводження розробки та експлуатації ТО;
- розробка методик аналізу й оцінки рівня стану метрологічного забезпечення ТО та їх проведення;
- розробка і впровадження нормативних документів щодо забезпечення єдності вимірювань, у тому числі й метрологічного забезпечення ТО;
- нагляд за станом ЗВТ, за дотриманням термінів їх повірки і ремонту;
- нагляд за правильним застосуванням ЗВТ при технічному обслуговуванні ТО в процесі їх експлуатації;
- розробка при необхідності методів і методик повірки ЗВТ, умонтованих у технічні об’єкти;
- заміна морально застарілих ЗВТ новими типами ЗВТ, які випускаються промисловістю.
Ефективна організація метрологічного забезпечення на всіх етапах створення і експлуатації ТО, особливо тих, що відрізняються конструктивною складністю і важливістю вирішуваних завдань, є найзначнішою умовою досягнення високих показників якості (в тому числі надійності) цих об’єктів. Недооцінка метрологічного забезпечення ТО, де б вона не допускалась, призводить до зниження якості об’єктів, зростання експлуатаційних витрат, порушення правил їх експлуатації і навіть до аварійних ситуацій.
З метою підвищення якості метрологічного забезпечення ТО і потрібної точності вимірювань їх параметрів, правильного і раціонального вибору методів вимірювань та контролю ЗВТ проводиться метрологічна експертиза.
Під метрологічною експертизою розуміють поглиблений (експертний) контроль і оцінку правильності прийнятих рішень з метрологічного забезпечення технічних об’єктів при їх проектуванні, виробництві, випробуваннях і експлуатації.
Основним змістом метрологічної експертизи є оцінка єдності та вірогідності вимірювань і контролю параметрів технічних об’єктів.
Метрологічне забезпечення ТО має законодавчі, наукові, нормативні, технічні та організаційні основи.
Приклад :
Вибір та обґрунтування похибок методів та засобів локальної
повірочної схеми
Повірка штангенінструмента здійснюється методом прямих вимірювань, похибка якої складає δ' = 0,3 мкм. Повірку штангенінструмента виконують за допомогою плоскопаралельних кінцевих мір довжини 0,1 – 1000 мм, яки відносяться до робочих еталонів 4-го розряду, похибка яких складає
δ = (0,2 +2 L), мкм,
де довжина L – величина виражена в метрах.
В свою чергу повірку плоскопаралельних кінцевих мір довжини 4-го розряду, здійснюють за допомогою робочих еталонів 3-го розряду і також за допомогою методу прямих вимірювань. Похибка методу δ' = 0,15 мкм, а похибка плоскопаралельних кінцевих мір довжини 0,1 – 1000 мм, яка залежить від довжини міри, складає
δ = (0,1 +1 L), мкм.
Повірку плоскопаралельних кінцевих мір довжини 3 - го розряду здійснюють зрівняннм за допомогою компаратора плоскопаралельними кінцевими мірами довжини 2 - го розряду. Похибка цього методу складає δ' = 0,05 мкм, а похибка кінцевих мір довжиною від 0,1 мм до 1000 мм
δ = (0,05 + 0,5L) мкм.
Повірку плоскопаралельних кінцевих мір довжини 2 - го розряду також здійснюють методом зрівняння за допомогою компаратора плоскопаралельними кінцевими мірами довжини 1 - го розряду. Похибка методу складає δ' = 0,02 мкм, а похибка кінцевих мір довжиною від 0,1 мм до 1000 мм
δ = (0,02 + 0,2L) мкм.
Повірку плоскопаралельних кінцевих мір довжини 1 - го розряду здійснюють методом прямих вимірювань, похибка якого складає δ = 0,01мкм, за допомогою інтерференційної установки для перевірки ПКМД довжиною від 0,1 мм до 100 мм. Похибка інтерференційної установки S∑δ = 1• 10-7 мкм.