

Порядок виконання роботи
1. Виконати ескіз деталі, що підлягає контролю.
2. Користуючись методом якісної оцінки, визначити шорсткість поверхонь деталі, що контролюються.
3. Керуючись табл. 6.1 позначити шорсткості поверхні на ескізі.
4. Ознайомитись з будовою мікроскопа МІС – І І, накреслити оптична схему мікроскопа (рис.6.3) і відображення поверхні у відліковому окулярі мікроскопа, (рис.6.4)
5. Виміряти кількісні значення параметрів шорсткості Rz і S за допомогою мікроскопа МІС – І І.
6. Порівняти результати якісної і кількісної оцінки виміру параметрів шорсткості.
7. Скласти звіт.
Контрольні запитання
1.Дати визначення шорсткості поверхні.
2.Указати стандартні критерії оцінки шорсткості поверхні.
3.Як позначити на кресленні шорсткість поверхні, оброблену точінням або фрезеруванням?
4.Як позначити шорсткість поверхні що не обробляється за даним кресленням?
5.Назвіть методи визначення шорсткості поверхні.
6.У чому полягає метод якісної оцінки шорсткості поверхні?
7.Розкажіть про принцип дії мікроскопа МІС-ІІ.
8.Як вимірюють висоту і відстань нерівностей профілю за допомогою мікроскопа МІС – І І?
Висновок
Дата _______ Підпис студента ________ Прийняв________
Лабораторна робота №7
КОНТРОЛЬ ПАРАМЕТРІВ РІЗЬБИ НА
ІНСТРУМЕНТАЛЬНОМУ МІКРОСКОПІ
Мета роботи
Ознайомитися з роботою і технічними засобами комплексного і диференційного контролю параметрів різьби зі стандартами, які обмежують похибки цих параметрів; з будовою приладів, на яких вимірюються параметри різьби; з методами роботи на цих приладах.
Зміст роботи
1. Для заданого з'єднання визначити граничні діаметри болта і гайки.
2. Виміряти зовнішній діаметр різьби мікрометром.
3. Виміряти зовнішній, середній і внутрішній діаметри, крок і половину кута профілю різьби на інструментальному мікроскопі.
4. За результатами вимірів визначити приведений середній діаметр різьби і дати висновок про придатність різьби.
5. Оформити звіт.
Обладнання
Мікрометр гладкий, інструментальний мікроскоп, набір плоскопаралельних кінцевих мір довжини, деталі для контролю різьби (шпильки).
Методи і засоби контролю різьби
Комплексний метод контролю різьби, який гарантує взаємозамінність деталей, здійснюється за допомогою різьбових калібрів.
При
диференційному методі кожен елемент
різьби перевіряється окремо: зовнішній
діаметр - d,
середній
діаметр - d2,
внутрішній
діаметр - d1,
крок - Р,
половина кута профілю - ![]() прав.
і
лів..
Зазвичай таким методом перевіряють
різьбонарізний інструмент (мітчики),
різьбові пробки і різьбові вироби
підвищеної точності.
прав.
і
лів..
Зазвичай таким методом перевіряють
різьбонарізний інструмент (мітчики),
різьбові пробки і різьбові вироби
підвищеної точності.
Найбільш розповсюджені засоби контролю окремих елементів різьб:
а) різьбові мікрометри і метод трьох дротиків для перевірки власне середнього діаметра;
б) інструментальні та універсальні мікроскопи, проектори, для перевірки кроку, кута і внутрішнього діаметра різьби.
Будова інструментального мікроскопа
На інструментальному мікроскопі виконують вимірювання збільшеного тінєвого зображення контуру деталі. Деталь розташовується на предметному столику 2, (рис.7.1) над скляною пластинкою вікна крізь яку в об'єктив 3 проходить паралельний пучок світла і формує тінєве відображення профілю. Циліндричні деталі можуть бути встановлені в центрах.
Потік світла переломлюються системою оптичної головки 5 і тіневе відображення профілю попадає на скляну матову пластину тубуса.
|
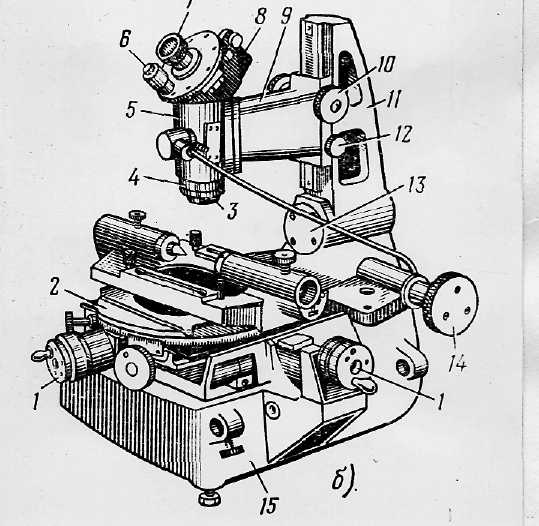
Рисунок 7.1 - Інструментальний мікроскоп.
На діаметрально протилежній стороні пластини накреслена шкала з поділками від 0' до 60', (рис. 7.2).
Зверху на тубусі оптичної головки закріплюється змінна кутовимірна окулярна головка 8 з двома окулярами і двома прозорими дисками які закріплені на одній осі і обертаються одночасно від маховичка 17На одному диску штриховими лініями нанесені оптичні осі мікроскопа, на другому кругова шкала від 0 до 360, з ціною поділки 1.
Крізь відліковий окуляр 6 видно нерухому мінутну шкалу на матовій пластині і три поділки кругової градусної шкали на прозорому диску, (на рис. 7.2 у полі зору відлікового мікроскопа 2943').
Крізь візірний окуляр 7 видно нерухоме тінєве відображення профілю на матовій пластині і оптичні осі мікроскопа на прозорому диску.
Для настройки чіткого зображення оптичну головку 5 мікроскопа з кронштейном 9 переміщують по колоні 11, обертаючи маховик 10 і фіксують гвинтом 12. Коли контур деталі розташовано не паралельно площині предметного столика, колонку 11 можна нахилити навколо осі 13 маховичком 14.
Тонке фокусування зображення, при необхідності, виконується обертанням кільця 4.
Предметний столик 2 може переміщуватися у горизонтальній площині у двох взаємно перпендикулярних напрямах мікрогвинтами барабанів 1, ціна поділок яких 0,005 мм. і обертатися відносно осі гвинтом 16.
|
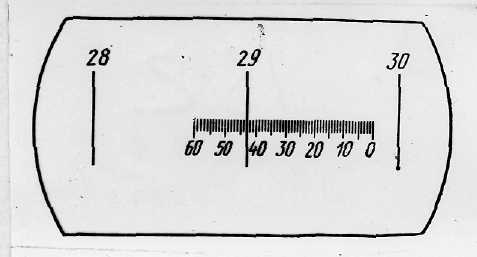
Рисунок 7.2 - Поле зору відлікового мікроскопа
Перед вимірюванням треба налагодити мікроскоп:
закріпити деталь на предметному столику;
шкалу відлікового мікроскопа налагодити на 00';
провести фокусування зображення;
базову поверхню тінєвого зображення контуру деталі сумістити з однією з оптичних осей.
Вимірювання зовнішнього і внутрішнього діаметрів
Обертанням мікрогвинта 1, (рис.7.1) лінію горизонтальної оптичної осі перемістити до збіжності з лінією зовнішнього діаметра різьби з однієї сторони профілю і відлікувати показання по шкалах гільзи і барабана мікрогвинта. Повторити вимірювання з протилежної сторони профілю. зовнішнього діаметра різьби.
Аналогічним чином виміряти внутрішній діаметр різьби.
Результати вимірювання порівнюються з підрахованими значеннями внутрішнього і зовнішнього діаметрів і робиться висновок про придатність різьбової деталі по цім параметрам.
Вимірювання середнього діаметра
Середній діаметром різьби прийнято розглядати як діаметр уявленого циліндра, соосного з різьбою, і перетинаючого профіль різьби там де ширина виступів дорівнює ширині западин.
При вимірі середнього діаметра не можливо точно знайти точку перетину уявленим циліндром образующую профіля різьби.

Рисунок 7.3 — Схема вимірювання середнього діаметра
У зв’язку з цим рекомендується схема вимірювання яка надає можливість виміряти середній діаметр без пошуку точки перетину. Схема показана на рис.7.3.
Розмір підраховується за формулою:
![]() (7.1)
(7.1)
Вимірювання кроку
Обертанням маховичка 17 і мікрогвинтів 1, (рис.7.1), нахилити оптичну ось до збіжності з однією з бокових сторін профілю (правою або лівою) (рис.7.4). і відлікувати показання на шкалі поздовжнього мікрогвинта. Перемістити робочий стіл на n кроків різьби, до співпадіння оптичної осі з однойменною боковою стороною профілю. Різниця між цими показаннями поділена на кількість кроків визначить дійсне значення кроку різьби.
Щоб зменшити імовірність похибки, вимірювання кроку виконують по правим і лівим сторонам профілю (рис.7.4). Для різьб діаметром більше 3 мм дійсний розмір приймається рівним середньому арифметичному з двох вимірювань:
![]() (7.2)
(7.2)
Порівнюючи дійсний розмір з номінальним значенням, визначають абсолютну величину відхилення (у хвилинах):
![]() (7.3)
(7.3)
|
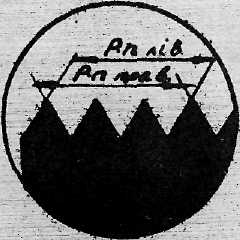
Рисунок 7.4 - Схема вимірювання похибок кроку
Вимірювання половини кута профілю
Обертанням маховичка, розташованого на кутовимірній голівці необхідно розвернути середню пунктирну лінію сітки до співпадіння з лівою стороною профілю різьби. Величина відліку по кутовій шкалі мікроскопа 6 буде дорівнювати половині кута профілю .
Для визначення величини половини кута профілю для правої сторони профілю різьби необхідно розвернути середню пунктирну лінію сітки до співпадіння з правою стороною профілю різьби і величину відліку по кутовій шкалі мікроскопа слід відняти від 360.
Щоб
виключити похибку вимірювання від
переміщення деталі в горизонтальній
площині, необхідно виміряти кути профілю
![]() і
і ![]() у верхній частині профілю різьби, та
у верхній частині профілю різьби, та
![]() і
і ![]() у нижній частині профілю різьби (рис.
7.5).
у нижній частині профілю різьби (рис.
7.5).
|
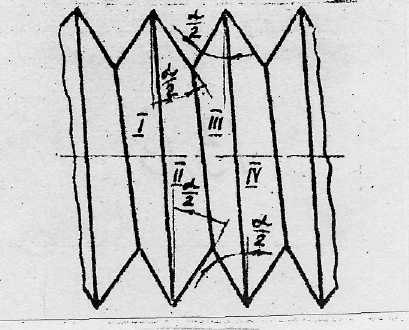
Рисунок 7.5 - Схема вимірювання похибок кута профілю різьби.
Потім
знаходять ![]() і
і ![]() відповідно за формулами:
відповідно за формулами:
 (7.4);
(7.4);
![]() (7.5).
(7.5).
Одержанні
значення половин кутів порівнюємо з
номінальною величиною
(для
метричноі різьби ![]() )
і
одержуємо відповідно похибки кутів:
)
і
одержуємо відповідно похибки кутів:
![]() і
і ![]() .
Підставляємо абсолютні значення
відхилень (
.
Підставляємо абсолютні значення
відхилень (![]() і
)
у формулу
і
)
у формулу
![]() (7.6)
(7.6)
Обчислюємо
величину похибки кута профілю ![]() у
хвилинах.
у
хвилинах.
Визначення приведеного середнього діаметра і висновки про придатність деталі
Приведений середній діаметр визначається за формулою:
![]() (7.7)
(7.7)
У якій:
 - дійсний
розмір середнього діаметру болта;
- дійсний
розмір середнього діаметру болта;fp = 1,732 /∆Р/ - компенсація похибки кроку у різьби болта;
fά = 0,36Р/∆ά/2 / компенсація похибки половини кута у різьби болта.
Формула для підрахунку приведеного середнього діаметра різьби болта має вигляд
![]() (7.8)
(7.8)
Де:
Р - номінальний розмір кроку у мм.
виміряні раніше величини:
- у мм;
 - у мм;
- у мм; -
у хвилинах.
-
у хвилинах.
Підрахований розмір, d2пр, порівнюється з граничними значеннями середнього діаметра різьбової деталі за ГОСТ 16098-81 і надається висновок про придатність різьби болта по середньому діаметру.
Порядок виконання роботи:
1. Для заданого різьбового з'єднання за ГОСТ 8724-81 визначити крок різьби.
2. Згідно з ГОСТ 24705-81 визначати номінальні розміри середнього і внутрішнього діаметрів різьби.
3. За ГОСТ 16093-81 для заданих номінального діаметра різьби, ступеню точності і основних відхилень болта і гайки знайти граничні відхилення зовнішнього, середнього і внутрішнього діаметрів болта і гайки.
4. Обчислити граничні розміри діаметрів болта і гайки.
5. Виміряти зовнішній діаметр болта гладким мікрометром.
6. Встановити різьбову деталь в центрах мікроскопа і налагодити мікроскоп для контролю заданої різьби.
7. Виконати виміри зовнішнього, середнього і внутрішнього діаметрів, кроку і половини кута профілю.
8. Визначити величини похибок кроку і кута профілю
9. Обчислити приведений середній діаметр різьби і дати висновок про придатність деталі.
Контрольні запитання
1. Який метод контролю використовується в лабораторній роботі?
2. Конструкція інструментального мікроскопу.
3 Що називають зовнішнім, середнім і внутрішнім діаметрами різьби?
4. Як вимірюються середній діаметр, крок і кут профілю різьби на інструментальному мікроскопі?
5. Для чого визначається приведений середній діаметр різьби?
6. Умови звінчуваємості різьбових з’єднань.
7. Запишіть приклади позначення різьбових з'єднань на кресленнях.
Форма звіту
Таблиця 7.1 - Розміри різьби
Деталь |
Елемент різьби |
Розмір, мм |
||
Номінальний |
Максимальный |
Мінімальний |
||
Гайка |
D |
|
- |
|
D2 |
|
|
|
|
D1 |
|
|
|
|
Болт |
d |
|
|
|
d2 |
|
|
|
|
d1 |
|
|
- |
|
Креслення теоретичного профілю і схем розташування полів допусків різьби по середньому, зовнішньому і внутрішньому діаметрам.
Таблиця 7.2 - Результати вимірювань зовнішнього, середнього та
внутрішнього діаметрів болта, мм
Параметри різьби |
Відліки за шкалою |
Дійсний розмір |
Розмір за стандартом |
|||
1-й |
2-й |
|||||
Зовнішній діаметр d |
|
|
|
|
||
Внутрішній діаметр d1 |
|
|
|
|
||
Середній діаметр d2 |
Грані |
Права |
|
|
|
|
Ліва |
|
|
||||
Таблиця 7.3 - Результати вимірювань кроку n – витків
Вимірювання |
По правій грані |
По лівій грані |
Обробка результатів вимірювань |
||
Відлік по шкалі, мм |
1-й |
|
|
Середній розмір n кроків |
|
2-й |
|
|
|
||
Розмір кроків
|
|
|
|
|
|
Таблиця 7.4 - Результати вимірювань половини кута профідя
|
Результати вимірювання |
Результати розрахунку |
||||
По лівій грані |
|
|
|
|
|
|
По правій грані |
|
|
|
|
||
Висновок
Дата _______ Підпис студента ________ Прийняв________