

МІНІСТЕРСТВО ОСВІТИ І НАУКИ, МОЛОДІ ТА СПОРТУ УКРАЇНИ
ЗАПОРІЗЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ
МЕТОДИЧНІ ВКАЗІВКИ
до лабораторних робот з дисціиліни “Метрологія ”
для студентів транспортного факультету,
спеціальності 6.070101, напрямків навчання;
“Транспортні системи ”, “Організація перевезень і управління на автомобільному транспорті ”, усіх форм навчання.
Запоріжжя 2012 р.
М
Укл.: Б.М. Левченко, В.В. Петрикін, Л.Й. Івщенко та інші. – Запоріжжя: ЗНТУ, 2012, с. - 74.
Укладачі:
Б.М. Левченко, ст. викладач
В.В.Петрикін, к.т.н., доцент
Л.Й. Івщенко, д.т.н., професор
Рецензент: С.І. Дядя
Відповідальний за випуск: Б.М. Левченко
Затверджено на засіданні кафедри
металорізальні верстати та інструмент,
протокол № 5 від 27 грудня 2012 р.
© Запоріжжя 2012 р.
ЗМІСТ
Лабораторна робота №1. Вимірювання лінійних розмірів деталей штангенінструментом. 6 |
Лабораторна робота №2. Вимірювання лінійних розмірів деталей мікрометричним інструментом. ……………………………….….………………… .14 |
Лабораторна робота №3. Вимірювання лінійних розмірів деталей відносним методом.… .22 |
Лабораторна робота №4. Контроль гладкого циліндричного з'єднання………………….….31 |
Лабораторна робота №5. Контроль виробів на вертикальному довжиномірі…………….…43 |
Лабораторна робота №6. Визначення параметрів шорсткості поверхні за допомогою подвійного мікроскопа МІС-11…………………………………….48 |
Лабораторна робота №7 Контроль параметрів різьби на інструментальному мікроскопі 57 |
Лабораторна робота №8 Вимірювання кутів і конусів..……………….….………………….66 |
Література………………….….………………….….………… …74 |
Метрологія
Метрологія – наука про одиниці, засоби та методи вимірювань. Під вимірюванням розуміють процес здобування та обробки інформації вимірюваної величини з метою знаходження числового значення цієї величини, вираженої в прийнятих одиницях.
Одиниці вимірювання – значення фізичної величини, прийнятої за основу рівняння для кількісної оцінки величин того ж роду (наприклад, метр – одиниця довжини і т.п.).
Метод вимірювання характеризується застосованими засобами вимірювання і прийомами їх використання.
В залежності від способу визначення дійсного значення величини, що вимірюється, існують різні методи вимірювання.
Прямі вимірювання, коли кількісна оцінка вимірюваної величини проводиться безпосередньо по показу приладу, або по відхиленню розміру деталі від установочної міри.
Непрямі вимірювання, коли кількісна оцінка іскомої величини підраховується з урахуванням результатів прямих вимірювань величин, зв'язаних з вимірюваною відомими залежностями (наприклад, визначення конусності по результатам вимірювання діаметрів двох розрізів і відстані між ними.)
Прямі вимірювання підрозділяються на абсолютні, коли розмір вимірюваної величини визначається безпосередньо по показам вимірювального засобу (за допомогою штанген- і мікрометричних інструментів), та відносні вимірювання, основані на порівнянні вимірюваної величини з відомим значенням міри (за допомогою оптиметра, мініметра, мікрокатора).
Методи вимірювання розрізняють також на диференційований та комплексний.
Диференційований (по елементний) метод характеризується незалежним вимірюванням кожного параметра виробу окремо.
Комплексний метод характеризується вимірюванням такого параметру, на дійсне значення якого впливають похибки ряду інших параметрів виробу. Комплексний метод контролю часто використовується у серійному виробництві при контролі виробів калібрами.
Засоби вимірювання:
Вимірювальні міри, інструменти і прилади по конструктивним ознакам підрозділяються на слідуючи основні групи:
а) штрихові - масштабна лінійка;
б) ноніусні - штангенциркуль, штангенрейсмус;
в) мікрометричні - мікрометричний глибиномір, мікрометр, мікрометричний нутромір (штихмас);
г) механічно-шкальні - мініметр, мікрокатор;
д) важільно-оптичні - довжиномір, оптиметр;
є) пневматичні;
ж) електричні; та інші групи приладів
Метрологічні показники вимірювальних засобів
Основні метрологічні показники:
а) границі вимірювання приладу - найбільші та найменші значення величини, котрі можуть бути виміряні даним приладом;
б) точність підрахунку - точність досягнута при виконанні підрахунку на даному приладі (дорівнює ціні поділки або її дробової частини);
в) ціна поділки шкали приладу - величина відповідна найменшому поділу шкали;
г) похибка показання приладу - різниця між показанням приладу і дійсним значенням вимірюваної величини;
д) варіація (нестабільність показів) приладу - найбільша різниця між результатами окремих повторних вимірювань однієї й тієї ж величини при незмінних зовнішніх умовах.
Лабораторна робота №1
ВИМІРЮВАННЯ ЛІНІЙНИХ РОЗМІРІВ ДЕТАЛЕЙ ШТАНГЕН - ІНСТРУМЕНТОМ
Мета роботи.
Ознайомитись з конструкціями штангенінструментів, методикою вимірювання лінійних розмірів та визначення систематичної похибки інструменту, з підрахунком дійсних розмірів при наявності систематичної похибки.
Зміст роботи.
1.Визначити границі вимірювання, точність відліку і систематичну помилку кожного інструменту.
2.Зробити вимірювання вказаних розмірів і визначити дійсні розміри деталі.
3.Оформити звіт.
Обладнання:
Штангенциркуль, штангенрейсмус, штангенглибиномір, контрольна плита, деталь.
До штангенінструменту відносяться вимірювальні інструменти з лінійним ноніусом; штангенциркулі, штангенглибиноміри і штангенрейсмуси Рис.1.1, 1.2, 1.3
-
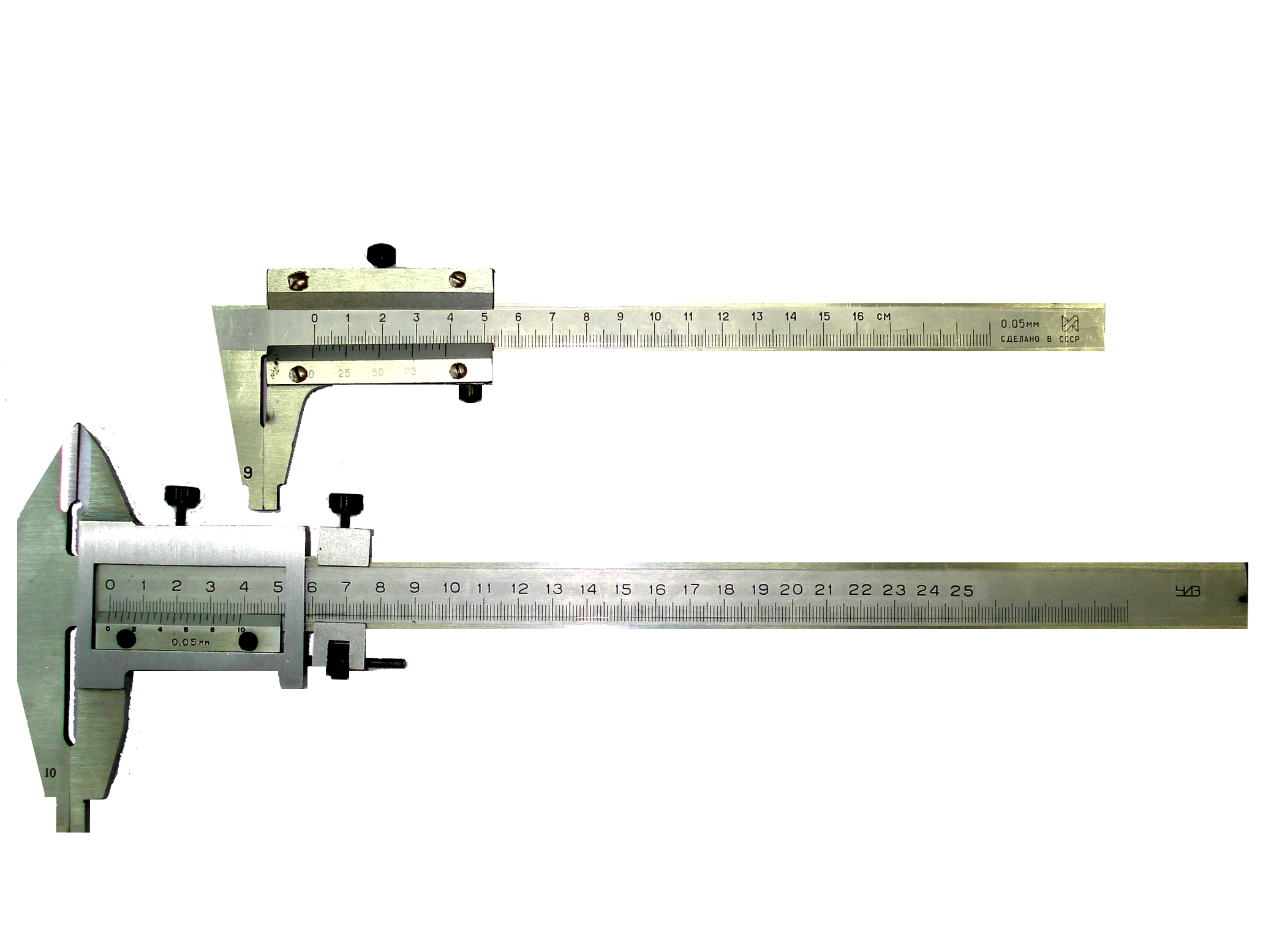
Рисунок 1.1- Штангенциркулі
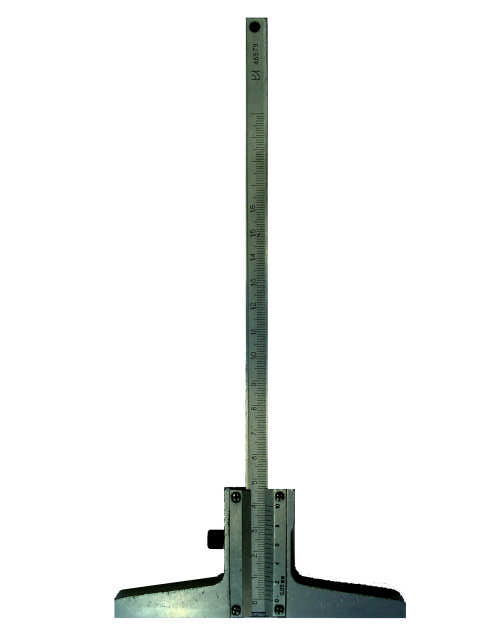

Рисунок 1.2-Штангенглибиномір
Рисунок 1.3 - Штангенрейсмус
Штангенциркуль служить для вимірювання зовнішніх та внутрішніх розмірів гладких виробів, а в деяких випадках для розмітки.
Штангенциркуль (рис.1.4.) складається з штанги 1, на якій нанесена основна шкала з ціною поділки один міліметр. На правому кінці штанги розташована нерухома губка. Вздовж штанги переміщується рамка 2 з рухомою губкою. Фіксація рамки здійснюється гвинтом 3.
|
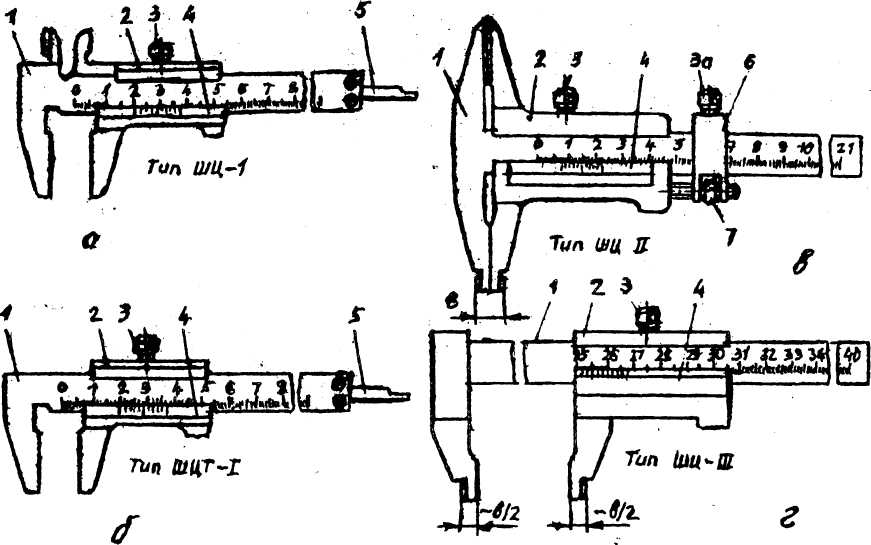
Рисунок 1.4 – Конструкції штангенциркулів
Для плавного переміщення рамки з рухомою губкою, потрібно закріпити хомутик 6 гвинтом 3 і обертати гайку 7
Для підрахунку дробової частини поділу основної шкали штангенінструменти мають лінійний ноніус (додаткову шкалу 4), яка закріплена до рухомої рамки 2. Відповідно вітчизняним стандартам штангенциркулі виготовляються з величинами відрахунку по ноніусу 0,1; 0,05; 0,02 мм.
Штангенглибиномір (рис. 1.5) використовується для вимі -рювання відстані між площами (наприклад, глибини отвору).
Штангенглибиномір відрізняється від штангенциркуля відсутністю нерухомої губки.
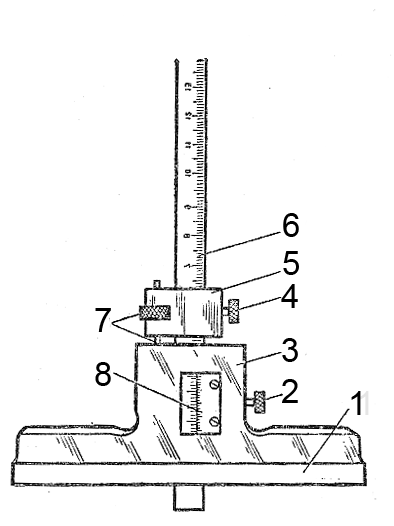
При вимірюванні глибини основа 1 встановлюється на деталь, а штанга 6 переміщується до контакту її торця з поверхньою яку вимірюємо. Основа 1 переходить у рамку 3, на якій закріплений ноніус 8. Нульовий підрахунок відповідає зміщенню торця штанги 6 з торцем основи 1. Фіксація рамки і хомутика здійснюється гвинтами 2 та 4, а для плавного переміщення рамки 3 використовується гвинтова пара 7.
|
|
|
Рисунок 1.5 – Конструкція штангенглибиноміра |
Рисунок 1.6 – Конструкція штангенрейсмуса |
|
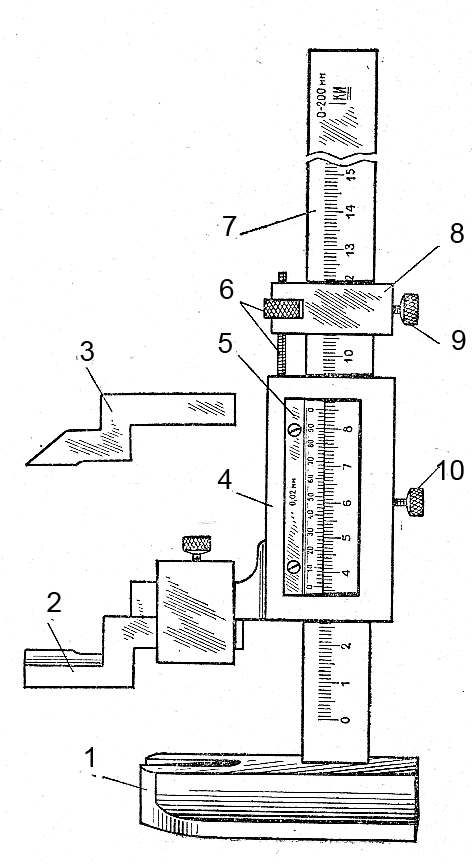
Штангенрейсмус використовується, в основному для розміточних робот та для вимірювання висоти деталі.
В штангенрейсмусі (рис. 1.6) є масивна основа 1 з площиною перпендикулярною до лінійки 7. Цією основою штангенрейсмус встановлюється на розміточну плиту. Рухома рамка 4 має державку, для кріплення змінних губок, 2 - при вимірюванні розмірів, 3 - для розміточних робот, або індикаторної вимірювальної головки. Фіксація рамки і хомутика здійснюється гвинтами 9 та 10, а для плавного переміщення рамки з ноніусом 5 використовується гвинтова пара 6.
Для пояснення принципу побудови ноніуса ознайомимося з найпростішим з них, який дозволяє відраховувати показання через 0,1 мм (рис.1.7 а).
Якщо шкала ноніуса за довжиною - L дорівнює дев'яти поділам основної шкали (9 мм) і поділена на 10 рівних частин (див. рис. 1.7 а), то інтервал поділу на ноніусі буде коротшим інтервалу поділу основної шкали. Ця різниця є величиною відрахунку по шкалі ноніуса (ціна поділки шкали ноніуса) і підраховується за рівнянням
![]()
Де; а - інтервал поділу основної шкали на штанзі, ан - інтервал поділу шкали ноніуса, L - довжина ноніуса, b – ціна поділки ноніуса.
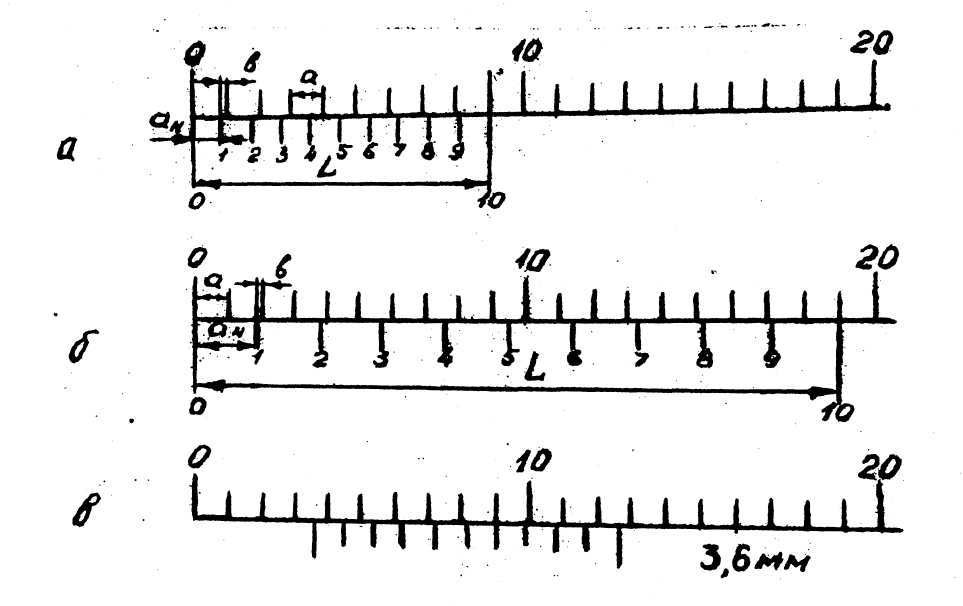
Рисунок 1.7 - Склад ноніуса
При дуже малому інтервалі поділок на ноніусі відрахування показань утруднено. Для усунення цього недоліку збільшують інтервал поділу ноніусу за рахунок збільшення його довжини. Наприклад, щоб збільшити інтервал ноніусу при тій же величині відрахунку по ноніусу, слід збільшити його довжину до 19 поділок штанги (див. рис. 1.7 б), т. т. до 19 мм і розділити також на 10 частин. В цьому випадку інтервал поділу на ноніусі буде ан=1,9 мм, а величина підрахунку по ноніусу
![]()
Якщо довжину ноніуса залишити такою ж (19 мм), але поділити цю відстань на 20 частин (н=20), то ан буде дорівнювати 0,95 мм, а величина відрахунку по ноніусу
![]()
Величину
відрахунку по ноніусу можна знайти і
на основі іншої залежності;
![]() ,
тобто із відношення ціни поділки основної
шкали приладу до кількості поділок
шкали ноніуса.
,
тобто із відношення ціни поділки основної
шкали приладу до кількості поділок
шкали ноніуса.
При вимірюванні ціле число міліметрів, яке містить розмір деталі, визначається цілим числом інтервалів основної шкали, відрахованим нульовою поділкою шкали ноніуса - А. Дробова доля міліметра дорівнює порядковому номеру шкали ноніуса, який співпадає з яким - то штрихом штанги - К, помноженому на величину відрахунку по ноніусу - b. Розмір деталі дорівнює А + (К • b) (наприклад підрахунок на рис. 1.7 в - 3,6мм)
Похибки при вимірюванні
Кожний процес вимірювання обов'язково супроводжується похибками, які по характеру вимірювання підрозділяються на систематичні та випадкові. В даній роботі роздивимось тільки систематичні похибки. Систематична похибка може бути додатною, від'ємною, або дорівнювати нулю. Виникає систематична похибка при вимірюванні виробу приладом, у якого шкала збита або невірно градуйована. Систематичні похибки (помилки) можуть бути постійними по величині і по знаку, або змінюватись по визначеному закону. Вплив помилок на результат виміру може бути враховано введенням поправок.
Для визначення систематичної похибки у штангенінструмента потрібно звести вимірювальні поверхні до зіткнення. Якщо при цьому нуль ноніуса не співпадає з нулем основної шкали, то величина неспівпадання і є систематичною похибкою даного інструмента, додатною або від’ємною (Рис. 1. 8).
|
в) Систематична похибка = - 0,35 мм |
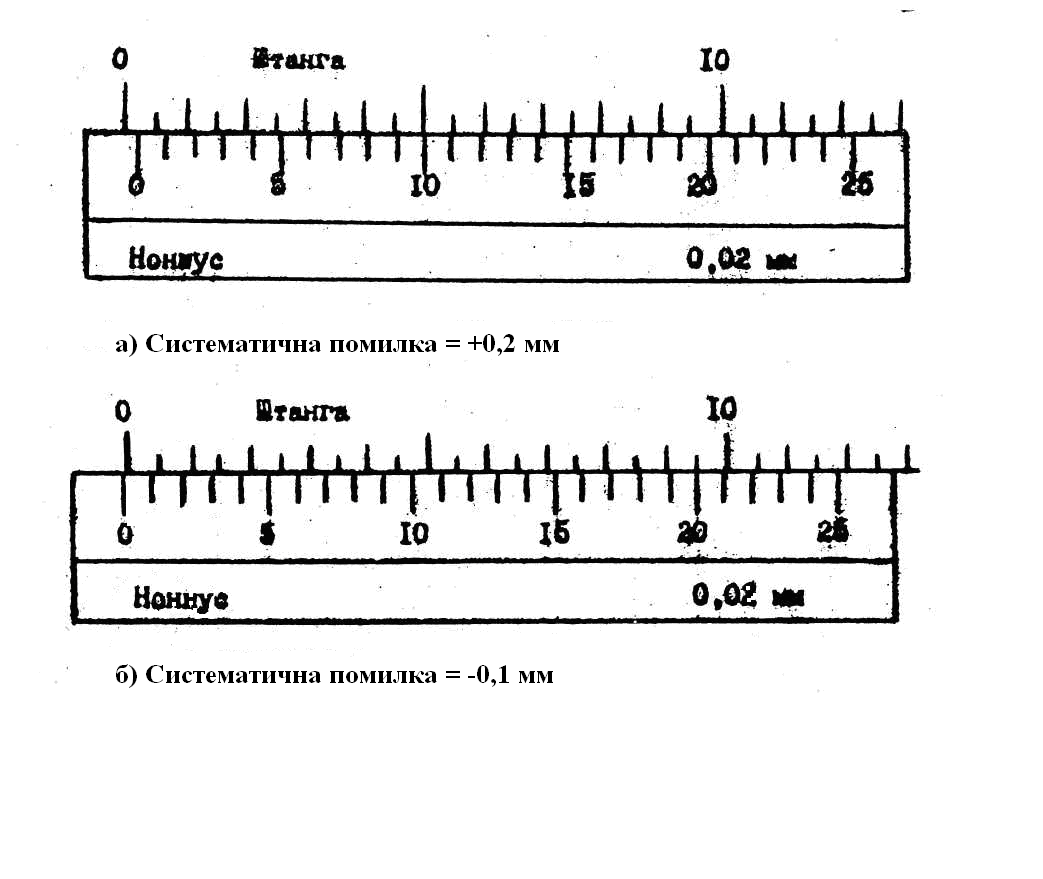
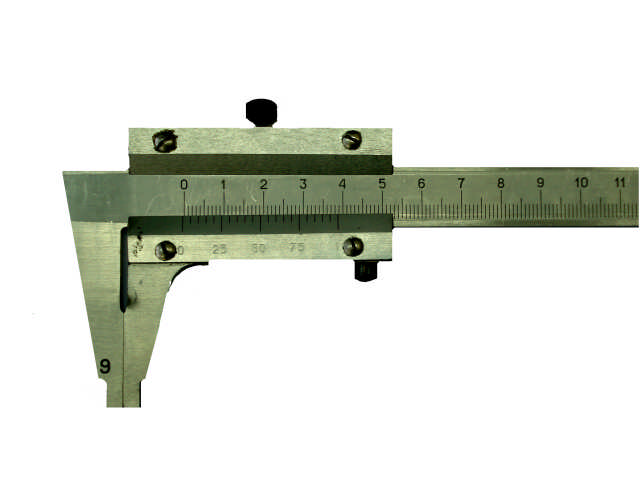
Рисунок 1.8 - Визначення систематичної похибки
При визначенні дійсного розміру додатна помилка віднімається з результатів вимірювання, а від'ємна додається.
При визначенні величини додатної систематичної похибки відлік рисок ноніуса ведеться зліва на право, до першої поділки шкали
ноніуса яка співпаде з поділкою на основній шкалі (рис.1.8а).
При визначенні величини від’ємної систематичної похибки відлік рисок ноніуса (до співпадаючих поділок шкали ноніуса і основної поділки) ведеться справа наліво Рис. 1.8 б та 1.8 в.
Величина додатної або від’ємної помилки підраховується помноженням кількості отриманих поділок на ціну одної поділки.
Порядок виконання роботи
1.Накреслити ескіз деталі з постановкою розмірів (рис.1.9).
2.Накреслити таблицю 1.1.
3. Ознайомитись з конструкцією штангенінструментів, побудовою ноніуса і методикою вимірювання.
4. Визначити систематичну похибку кожного інструменту.
5.Виконати вимірювання вказаних на ескізі розмірів інструментами позначеними у таблиці.
6.Підрахувати розміри деталі з урахуванням систематичної похибки.
7. Результати вимірів і дійсні розміри занести у таблицю.
8. Оформити звіт.
Контрольні питання
1. Поясніть призначення ноніуса у вимірювальних інструментах.
2. Назвіть основні метрологічні показники вимірювальних інструментів.
3. Назвіть методи вимірювань.
4. Як Ви розумієте термін «одиниця вимірювання»?
5. Як визначити точність виміру ноніусних приладів?
6. Систематична похибка інструменту та її визначення.
7. Як підрахувати результат виміру ноніусним інструментом?
Форма звіту
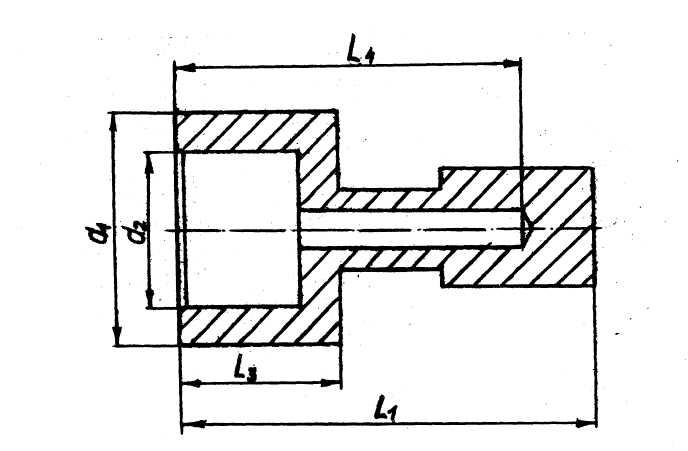
Рисунок 1.9 - Ескіз деталі
Таблиця 1.1- Результати вимірювань
Позна чення розміру |
Інструмент |
Граничне вимірю- вання, мм. |
Точність підрахунку мм. |
Система тична похибка, мм. |
Результат відліку, мм. |
Дійсний розмір, мм. |
d1 |
Штанген--циркуль |
|
|
|
|
|
d2 |
Штанген--циркуль |
|
|
|
|
|
L1 |
Штанген--рейсмус |
|
|
|
|
|
L3 |
Штанген--рейсмус |
|
|
|
|
|
L4 |
Штанген--глибиномір |
|
|
|
|
|
Висновок
Дата _______ Підпис студента ________ Прийняв________