

15.Непрерывное литье
Жидкий металл равномерно и непрерывно в охлаждаемую форму кристаллизатор (2) с одного конца и в виде затвердевшего прутка вытягивают спец. мех-мом с другого конца вследствии чего создаются условия для непрерывного затвердевания отливки. Отливки плотные без усадочных раковин с высокими мех. св-ми.
Поддон (4) с затравкой (5) устанавл. в нижней части кристаллизатора.
Подается из ковша (1) в литейную полость (6).
Толщина 10-16 мм. Скорость 0,75-1 м/мин.
В процессе литья - непрерывное извлечение трубы из кристаллизатора что обеспечивает высокую прочность. Качество отливок соответствует литью в металлические формы. Трубы Ф до 0,8 м и до l = 10м.
«+»1. Получение отливок различного поперечного сечения неограниченной длины, увеличение выхода годного, меньше расходов на изготовление литейных форм. 2. Автоматизация процессов разливки металлов, полное исключение трудоемкости операций. Санитарные нормы.
«-» Увеличивается интенсивность охлаждения расплава, что приводит к внутренним напряжениям.
16.Литье выжиманием
Сущность в том, что для улучшения заполняемости литейной формы и повышения качества отливки, процесс осуществляется таким образом, что геом. размеры и форма отливки изменяются по мере заполнения литейной формы расплавом. Это позволяет уменьшать потери теплоты расплавом и наилучшим образом осуществлять заполнение литейной формы для получения тонкостенных и крупногабаритных отливок.
Процесс может осуществляться 2я способами:
1. Поворотом половины литейной формы относительно неподвижной оси.
2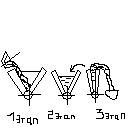 .
Плоскопараллельным перемещением одной
из 2х полуформ.
.
Плоскопараллельным перемещением одной
из 2х полуформ.
После подготовки и сборки формы осуществляют заливку расплавав нижнюю часть метало-приемника литейной установки 1 этап, затем эту форму поворачивают 2 этап и раслав поднимается в установке, заполняя полость между полуформами и боковыми стенками, закрывающих установку с торцов.В наст. момент сближ. полуформ конфигурация объема расплава такова, что потери теплоты их в форме мин. В момент же окончания сближения полуформ этап 3 расстояние между ними соответствует толщине стенки отливки, а излишки металла сливаются в приемный тигель.После затвердевания отливки подвижная полуформа возвращается в исходное состояние, а отливка извлекается из установки, т.о. получают отливки с малой толщиной стенки до 2 мм и значительной площадью 1000х3000 (панели, детали сателлитов)(Al 2, Al4, Al 6, Mn 5).Отливки имеют хорошую структуру, механические свойства. Благодаря тому что формировании отливки процесс одновременно с заполнением лит. форм и заканчивается в момент ее заполнения. Выход годного не велик 8-10%. Процесс имеет малую трудоемкость. Позволяет произвести замену клепанных и сварных изделий.
17. Штамповка жидкого металла (без схемы)
Штамповка жидкого металла является одним из прогрессивных технологических процессов, позволяющих получать плотные заготовки с уменьшенными пропусками на механическую обработку, с высокими физико-механическими и эксплуатационными свойствами.
Технологический процесс штамповки жидкого металла объединяет в себе процессы литья и горячей объемной штамповки.
Процесс заключается в том, что расплав, залитый в матрицу пресс-формы, уплотняют пуансоном, закрепленным на ползуне гидравлического пресса, до окончания затвердевания.
Сопряжение пуансона и матрицы образует закрытую фасонную полость. Наружные контуры заготовки получают разъемной формой, если деталь имеет наружные выступы, или неразъемной формой – при отсутствии выступов. Внутренние полости образуются внедрением пуансона в жидкий металл.
После извлечения из пресс-формы заготовку подвергают различным видам обработки или используют без последующей обработки.
Под действием высокого давления и быстрого охлаждения газы, растворенные в расплаве, остаются в твердом растворе. Все усадочные пустоты заполняются не затвердевшим расплавом, в результате чего заготовки получаются плотными, с мелкокристаллическим строением, что позволяет изготавливать детали, работающие под гидравлическим давлением.
Этим способом можно получить сложные заготовки с различными фасонными приливами на наружной поверхности, значительно выходящими за пределы основных габаритных размеров детали. В заготовках могут быть получены отверстия, расположенные не только вдоль движения пуансона, но и в перпендикулярном направлении.
Возможно, запрессовывать в заготовки металлическую и неметаллическую арматуру.
Процесс используется для получения фасонных заготовок из чистых металлов и сплавов на основе магния, алюминия, меди, цинка, а также из черных металлов.