

13.Литье под давлением.
Р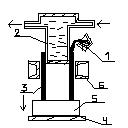 асплавленный
металл заливают в камеру спец. манины,
а затем под давлением перемещается в
этой камере. Через литниковые каналы
заполняет с высокой скоростью полость
формы, затвердевает под избыточным
давлением образуя отливку, после
раскрытия литейной формы отливку
вынимают.
асплавленный
металл заливают в камеру спец. манины,
а затем под давлением перемещается в
этой камере. Через литниковые каналы
заполняет с высокой скоростью полость
формы, затвердевает под избыточным
давлением образуя отливку, после
раскрытия литейной формы отливку
вынимают.
Особенности:
Соскальзыв. метал. формы и избыточное давление на жидкий металл позволяет получить отливки высокого качества, точности и низкой шероховатости.Схема работы машины с вертикальной холодной камерой прессования:
Расплав подается в камеру прессования (2) и поршнем (1) через !!!... в пресс форму состоящую из подвижной половины (7) и из подвижной (6), остаток металла выталкивается камеры (2) поршнем (3) с пружиной (4). Готовая отливка (8) вместе с литниками извлекается из подвижной половины (7) пресс формы.
Давление равно 30-177 МПа. Скорость выпуска жидкого металла в пресс-форму от 0,5-120 м/с.
Литейная форма заполняется 0,1-0,01 сек.
Высокая пластическая энергия движ. металла позволяет получать и хорошую частоту поверхности. Использ. лит. формы так же действие давления при затвердевании отливки способствует получению 7-9 квалитета точности. Rz 20-10 мкм Ra 1,25-0,63
Получают отливки из Al, Cu, Zn-сплавов.
Масса отливок при литье под давлением зависит от мощности машины и фактически может составлять от нескольких грамм до кг.
Прочность на 10-15% увеличивается отливок, получаемых литьем в землю.
Структура ухудшается, т.к. в процессе заполнения формы воздух и газы образуются от сгорания смазки образуют газавоздушную пористость.
«+» 1. Получение отливок с малой толщиной стенки менее 1 мм и развитой поверхности большой площади; 2. Повышение качества; 3. Полное исключение трудоемких операций изготовления, сборки и выбивки форм, т.к. метал. пресс форма используется многократно, процесс извлечения осуществляется машиной. Сам тех. процесс многооперационный; 4. Значительное улучшение санитарно гигиенических условий труда.
«-» 1. Ограничения отливок по габаритам и массе; 2. Высокая стоимость пресс формы; 3. Трудоемкость изготовления, ограниченная стойкость пресс формы, особенно при литье черных металлов; 4. Газовые усадки и пористость;
5. Не податливость литейной формы приводит к возникновению остаточных напряжений.Припуски для отливок назначают мин 0,07-1 мм на сторону.
Серийное и массовое производство.
14.Электрошлаковое литье. Рис
Процесс плавления и зам-вания проходит одновременно.
В начале процесса водоохлаждаемый медный кристаллизатор 6 заливают предварит. расплавленный шлак 4. Электрический ток подводится к переплавляемым электродам 7 и затравке 1, находящейся в нижней части кристализ. Шлаковая ванна обладает малой электропроводностью, поэтому при прохождении через нее эл.тока выделяется большое количество теплоты. Шлаковая ванна нагревается до температуры 1973 С благодаря чему через погруженные в нее концы электродов оплавляются. Капли расплавленного металла проходят через ванну, собираются в зоне кристаллизации, образуя над слоем шлака металлич.ванну расплава 3 , кот. непрерывно пополняется в верхней части расплавом от плавящихся электродов и последовательно затверд. в нижней части кристаллизатора.
При получении отливки 2, электроды 7 по мере их плавления поднимают вверх. Для образования в отливки внутренней полости устанавливают металлический стержень 5, который поднимается вверх. Сущность процесса заключается в том, что плавка по времени и месту совмещены заполнением литейной формы. Отливка постепенно направляется к литейной форме. Литейная форма выполняет 2 функции, служит для формирования отливки. Используется для получения фасонных отливок из специальных сталей и сплавов и отливки ответственного назначения, к которым предъявляются высокие требования технологических свойств и качества.
Отливки типа цилиндров, трубы круглого и овального сечения, корпуса задвижек, тепловых и атомных ЭС. Сосуды сверхвысокого давления, шатуны и др.