

11. Литьё в металлические формы (кокиль): сущность технологического процесса, технологические возможности, область применения и оснастка.
К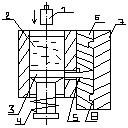 окиль
- это металлическая литейная форма,
заполняемая расплавом; используется
многократно. Состоит из двух полуформ
,плиты и вставок. Полуформы взаимно
центрируются штырями и их соединяют
замками. Параметры кокиля Превышают
величину отливки на величину усадки
сплава. Стрежни извлекаются из отливки
после её затвердевания и охлаждения.
Расплав заливают через литниковую
систему, а питание осуществляется через
прибыли. Удаление газов осуществляется
через стенки кокиля. Конструкция кокиля
может быть сложной (неразъемные, с
горизонтальным , вертикальным и
несколькими плоскими разъемами)
окиль
- это металлическая литейная форма,
заполняемая расплавом; используется
многократно. Состоит из двух полуформ
,плиты и вставок. Полуформы взаимно
центрируются штырями и их соединяют
замками. Параметры кокиля Превышают
величину отливки на величину усадки
сплава. Стрежни извлекаются из отливки
после её затвердевания и охлаждения.
Расплав заливают через литниковую
систему, а питание осуществляется через
прибыли. Удаление газов осуществляется
через стенки кокиля. Конструкция кокиля
может быть сложной (неразъемные, с
горизонтальным , вертикальным и
несколькими плоскими разъемами)
Технологический процесс:1)Подготовка кокиля к работе: поверхность разъема тщательно очищается; проверяется легкость перемещения частей, точность центрования; на плоскость кокиля наносится слой огнеупорного покрытия и краска; кокиля нагревается до рабочей температуры (473-623)
2)Заливка расплава
Особенности взаимодействия кокиля с металлом отливки:
Металлический кокиль обладает большей теплопроводностью, теплоемкость, почти нулевой газопроницаемостью.1)Процесс охлаждения материала отливки идет более интенсивно(получается более мелкозернистая и плотная структура)
2)Гидротекучесть материала уменьшается, т.е. наполняемость формы хуже (не получают более тонкостенные отливки)3) Кокиль практически неподатлив , поэтому возможно обеспечение более высокой точности(12-15 квалитет) но в тоже время это способствует образованию значительных внутренних напряжений(трещины, корабление)4) внутренняя поверхность кокиля покрывается облицовочной смесью, поэтому шероховатость поверхности низкая (8-10 мкм)
Преимущества:-повышение производительности труда (в 2-3 раза).
-снижение
расходов на капитальные вложения
(увеличение съема отливок 1 ).-повышение
качества отливок.-улучшение
саниатрано-гигиенических условий.-возможность
полной автоматизации и механизации.
).-повышение
качества отливок.-улучшение
саниатрано-гигиенических условий.-возможность
полной автоматизации и механизации.
Недостатки:-высокая стоимость кокиля, сложность его изготовления.
-образование внутренних напряжений.-сложность получения отливок сложной конфигурации.Применяют в серийном и массовом производстве: минимальная партия более 20 крупных и 400 мелких отливок в год (чугун) 400-700 отливок в год (алюминий).
12. Центробежное литьё: сущность технологического процесса, технологические возможности, область применения и оснастка.
Это способ изготовления отливок, при котором залитый в форму металл подвергается воздействию центровых сил. Применяется вращающие литейные формы, т.е. отливки, только тела вращения. По материалу литейной формы, ограничений нет. Поскольку форма вращается, то используют приводы (чаще всего электрической) такие машины называются центробежными; с горизонтальной и вертикальной осью вращения.
В машинах с горизонтальной осью в основном получают трубы, с вертикальной осью невысокие отливки (диаметр намного больше высоты)
А)ковкиБ)форма со шпинделем ЭД.Расплав (3) под действием центр. сил отбрасывается к стенкам литейных форм и затвердевает.Дает 100% водного выхода.Условия формирования отливки, обусловлены материалом отливки. Число оборотов 1500 со стороны наружной поверхности припуски могут быть меньше, а со стороны внутренней больше.
Преимущества:-отливки обладают большой плотностью в следствии малого наличия пустот.-меньший расход металла из-за отсутствия литниковой системы.-исключение затрат на изготовление стрежней.-Исключение влияния жидкотекучести на заполняемость литейной формы.-возможность изготовления отливок из двух различных сплавов: армированные, наварка расплава, последовательная заливка различных сплавов.
Недостатки: неточность диаметра со стороны свободной поверхности(разностенность по выосте)При армировании в литейную форму вначале устанавливается арматура, которая заливается сплавом другого состава, что понижает износ.При наварке сначала устанавливается металлическая втулка, затем заливается сплав.При последовательной заливке сначала заливается один металла, потом когда он затвердевает, остается только не на внутренних поверхностях, заливается другой металл.
Минимальные припуски на отливки устанавливаются для серого чугуна, далее припуски увеличиваются.