

38.Проектирование поковок
Исх. данными для проектир-я является:1) чертеж детали (р-ры, шерох., доп., мат-л)
2) программа выпуска3) условия эксплуатации детали4) осн. сведения о тех. процессе
В начале проектир. определяют способ штамповки, который в свою очередь может повлиять на конструкцию, размеры и точность поковки. Способ штамповки выбирается исходя из конструктивных размеров и формы готовой детали, технич. условий на ее изготовление, характер течения металла в штампе, типа пр-ва.Затем выбир-ся распол-е поверхности разъема штампа. Здесь прежде всего учит. свободное извлечение заготовки из плоскости штампа. Для этого необходимо, чтобы площадь любого сечения поковки выше и ниже штампа уменьшалась по
мере удаления этой поверхности. Для длинных цилиндров целесообр. поверхность разъема выбирать в сечении, соотв. плоскости симметрии.Для коротких цилиндров (диск) целесообр. штамповка в торец. В большинстве случаев пов-ть разъема устан. в плос-ти наибольш. габаритов.
В
этом случае полости штампа получают
неглубокими, обесп. их заполнение,
уменьш. припуски, увелич. V заусенцев.В
любом случае при штамповке зубч. колес
предпочтительной явл-ся штамповка в
торец.Т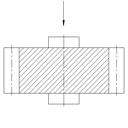 очность
изг-я, группу мат-ла, степень сложности,
конфиг-ю пов-ти устанавливают по выше
сказанному.Напуски назначают на полости,
впадины ,выпуклости, которые невозможно
получить штамповкой из-за неблагоприятной
поверхности разъема. Также относят
штамповочные уклоны, перемычки отверстий.
Далее опред. припуски на механич.
Обработку в завис. от допуска, размеров
и указ. шероховатости. Допуски назначают
в завис-ти от исходного индекса и размера
поковки.Штампов. уклоны назн. на все
поверхн., перпенд. плоскости разъема
штампа.
очность
изг-я, группу мат-ла, степень сложности,
конфиг-ю пов-ти устанавливают по выше
сказанному.Напуски назначают на полости,
впадины ,выпуклости, которые невозможно
получить штамповкой из-за неблагоприятной
поверхности разъема. Также относят
штамповочные уклоны, перемычки отверстий.
Далее опред. припуски на механич.
Обработку в завис. от допуска, размеров
и указ. шероховатости. Допуски назначают
в завис-ти от исходного индекса и размера
поковки.Штампов. уклоны назн. на все
поверхн., перпенд. плоскости разъема
штампа.
Р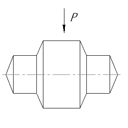 азличают
штамповочные уклоны для наружных и
внутренних поверхностей.
азличают
штамповочные уклоны для наружных и
внутренних поверхностей.
Уклоны зависят от глубины полости штампа, от мат-ла поковки, способа штамповки, наличия выталкивателей и т.д.Рекоменд. значение выбир. по ГОСТ 7507-89
Для
одних и тех же условий наружные
штамповочные уклоны альфа имеют наск.
меньшие значения, а бета - большие.П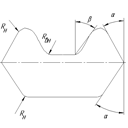 ри
сопряжении различных поверхностей
поковки назначают радиусы закруглений
(наружные и внутренние). Радиусы
необходимы для обеспечения лучшей
заполняемости полости штампа, а также
для уменьшения концентрации напряжений.
В завис. от массы поковки, глубины
полости ручья штампа,при этом Rвн
примерно равен 3Rн. Выполнение сквозных
отверстий обязательно, если диаметр
отверстия >= высоте поковки.
ри
сопряжении различных поверхностей
поковки назначают радиусы закруглений
(наружные и внутренние). Радиусы
необходимы для обеспечения лучшей
заполняемости полости штампа, а также
для уменьшения концентрации напряжений.
В завис. от массы поковки, глубины
полости ручья штампа,при этом Rвн
примерно равен 3Rн. Выполнение сквозных
отверстий обязательно, если диаметр
отверстия >= высоте поковки.
40. Оформление чертежа поковки
Выполняется по ГОСТ 3.1126-88 в соотв-и с рекоменд. ГОСТ 7505-89 Чертеж вып-ся в масштабе 1:1. Кол-во проекций д.б. необходимым, но минимальным, при этом контур самой поковки сплошной жирной 1мм линией.На контур поковки наносится контур детали кот вычерч. тонкой -..- линией, при этом изображение детали можно упростить.На чертеже поковки изобр-ся пов-ть разъема штампа. Она изобр-ся тонкой х-.-х линией и на концах указываются крестики.
Поковка д.б. изображена так, как она расположена в штампе, т.е. в рабочем положении
Технич. условия (над штампом справа):- твердость, место ее замера
- метод получения- штампов. уклоны для наруж. и внутр. поверхностей
- радиусы закруглений- не обознач. на основном чертеже допуски
- допускаемый остаток заусенца- виды и величины внеш. дефектов, дефектов формы
- состояние пов-ти и способы ее очистки- вид термообработки- класс точности- группа материала
- группа сложности- исходный индекс- место и способ крепления поковки
Общая шероховатость в правом верхнем углу.Под размерами заготовки в круглых скобках указ-ся номинальные размеры детали.