

ИСМП
Рис.1
Конусность
1:5000 1:10000. Используется для оправок при изготовлении прецизионных фрез.
1:200 ; 1:50. Неразборные, тяжело нагруженные сопряжения. Очень высокая несущая способность.
1:30. Используется для насадных зенкеров и разверток, обеспечивает высокую несущую способность.
1:20. С такой конусностью выполняют метрические конуса и так называемые конуса Морзе. Эта конусность обеспечивает удовлетворительное центрирование и высокие несущие способности.
1:5. Для установки планшайб шлифовальных кругов. Этот конус не самотормозящийся, но для шлифовальных станков с небольшими силами резание он пригоден.
7:24 (17°). Этот конус никогда не переходит в режим самоторможения и гарантирует надежное раскрепление при снятии зажимающей силы.
Рис.2
Конус 7:24 обеспечивает хорошее центрирование и является основным для станков с ЧПУ. В т.ч. HSK. Конус всегда работает с передачей крутящего момента через дополнительный элемент.
Цилиндрические сопряжения
Цилиндрические соединения бывают с зазором и с натягом.
Первые – насадной инструмент. Имеет погрешность не меньше величины зазора.
Значительная часть насадного инструмента (фрезы, долбяки, шеверы) устанавливаются на оправках с зазором. Крутящий момент при этом обычно предается за счет осевых или торцовых шпонок. Чаще всего крутящий момент передают через шпонки, реже используют квадраты, лунки, зубчатые муфты. Если силы резания малы, то крутящий момент передается за счет трения (шлифовальные круги, отрезные фрезы малой толщины и т.п.). Установка с зазором дает гарантированную погрешность равную величине этого зазора. Для особо ответственных случаев зазоры минимизируются за счет использования комплекта посадок одного номинала.
Сопряжения без зазора обеспечивают монтажный зазор во время установки и снятия инструмента либо за счет механических элементов, либо за счет теплового расширения. Наиболее распространенные сверлильные 3-х кулачковые патроны имеют значительный ход зажимных губок, что обеспечивает высокую универсальность.
Из-за сложности конструкции точность и жесткость таких патронов сильно зависит от производителя. Радиальные силы такие патроны не передают.
Рис.3
Наиболее точной и универсальной является установка в цанговом патроне. При правильной эксплуатации величина биений не превышает нескольких микронов.
Насадной инструмент высокой точности иногда устанавливают на гидропластовых оправках.
Развертка не выправляет положение оси отверстия. Это должны делать предыдущие инструменты. При развертывании нужно обеспечить движение развертки вдоль оси существующего отверстия, поэтому, как и в других задачах, компенсация несносности поверхностей, патроны для разверток имеют звено пониженной жесткости. Через это звено соединяются ведущая и ведомые части.
Патроны для резьбонарезного инструмента
Резьбонарезные патроны решают ряд задач
Обеспечивают осевую компенсацию положения инструмента (обеспечивают движение инструмента строго за счет процесса самозатягивания)
Радиальная компенсация
Защита от перегрузок
Обеспечение точности осевого размера резьбы
Для решения первой задачи ведомую и ведущую части соединяют, обеспечивая возможность их осевого смещения (шпонка, шлиц и т.п.). Резьбонарезные патроны имеют много стыков, снижающие жесткость конструкции, поэтому специального механизма радиальной компенсации не требуется. С целью ограничения крутящего момента патроны оснащают фрикционным, обычно регулируемым, устройством.
Резьбонакатной инструмент
Операция резьбонакатывания реализуется как на спец станках, так и универсальных. В первом случае используют относительно простой инструмент, формообразование обеспечивает станок. Во втором случае используют достаточно сложные резьбонакатные головки.
Накатывание плоскими плашками
Катают резьбы от 1,6 до 27 мм, шаг от 0,2 до 3мм. Степень точности до 6.
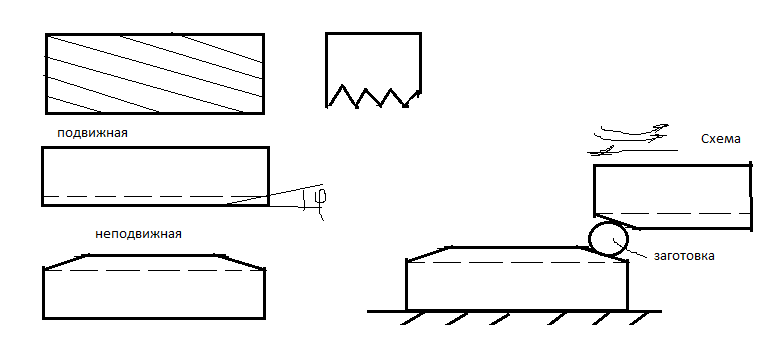
Плоские плашки крайне не технологичны. Они имеют несколько трудно выполняемых параметров:
ω,
шаг Р,
элементы резьбы (для резьб крупного шага на заборном конусе, части)
обработка плоскими плашками обычно ведется на спец метизном оборудование, обеспечивающим комплексную обработку от правки проволоки до готовых винтов, шпилек и т.п.