

Обеспечение удобства формовки отливок
Разработка технологического процесса изготовления отливок начинается с рассмотрения возможных вариантов расположения ее в литейной форме.
1.Выбор поверхности разъединения.
Поверхность, по которой при сборке формы соединяются ее части нижняя и верхняя, называется поверхностью разъема.
а) Конструкция отливки должна допускать возможность расположения ее в одной полуформе или иметь лишь один небольшой разъем (в металлические формы).
б) Если деталь располагается в обеих частях формы, то поверхность разъема должна совпадать с поверхностью разъема модели.
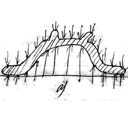
Для определения возможности свободного удаления моделей из формы используют метод теней. При просвете ванны отливки параллельными лучами, по всем сечениям нигде не возникает затемненных участков.
в) Внутренние поверхности отливки должны иметь достаточное количество окон или отверстий, размеры и расположения которых должно обеспечивать правильное и устойчивое расположение частей в литейной форме.
Обеспечение кач-ва отливок
Качество слоев отливки в различных частях формы будет не одинаковым при заполнении литейной формы жидким металлом, расплавом, возможны загрязнения самого металла собираются и поднимаются вверх. Растворенные в металле газы поднимаются в верхние части отливки, так же создаются осадочные раковины. Наилучшее качество отливки формируется в нижней части литейной формы.
Назначение толщины стенок отливок
Назначение минимальной толщины стенки.
Если толщина стенок завышена, то это может привести к появлению осадочных раковин, пористости и т.д. В конечном итоге уменьшается прочность стенок и увеличивается расход металла. Если толщина стенок занижена, то в этом случае технологичной сложно получить отливку: незаконченные металлические формы, пустоты, трещины.
Минимальная толщина может быть выбрана из зависимости от габаритов детали: N=(2*l+b+h)/3. Для отливок, получаемых литьем в песчаные формы, существуют специальные графики, по которым выбирается эта толщина. Если N>8, то толщину стенки для стальных и чугунных отливок принимают не меньше 40-30 мм?. N<0,1 для алюминиевых сплавов минимальная толщина стенки 2мм, медь, олово - 2.5 мм. -4 мм.
Если полученная минимальная толщина стенки окажется > указанной на чертеже, то необходимо произвести корректиров по согласованию с конструктором.
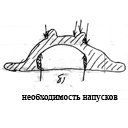
Назначение напусков на отливки
Напуском называется технологический участок отливки, где отверстия, впадины полости, способами литья получить затруднительно или невозможно.
Напуск назначается методом теней
Минимальный диаметр отверстий выполняется литьем. Выполняют таким образом, чтобы избежать сильного перегрева и пригара стенок друг к другу. dmin=d0+0,1*S, где S-толщина стенки отливки, d0- исходный диаметр.
Исходный диаметр выбирается в зависимости от материала отливки, d0- 5 мм(медь), чугун и алюминий d0=7 мм. Сталь d0=10 мм.
Назначение допусков на отливки
Литейные размеры ГОСТ 26645-85 в зависимости от класса точности.
При этом допуски размеров элементов отливки образованные одной частью литейной формы или стержнями устанавливают на 1-2 класса точнее.
Несколько частей, стержней? на 1-2 класса грубее.
Для стенок не подв. механическая обработка.