

1. Понятие заготовки в машиностроении.
В современном производстве одним из основных направлений развития технологии механической обработки является использование черновых заготовок с экономичными конструктивными формами, обеспечивающими возможность применения наиболее оптимальных способов их обработки с наибольшей производительностью и наименьшими отходами.
Заготовка- это предмет труда из которого путем изменения формы, размеров, свойств поверхности и /или поверхностного слоя изготавливают готовую деталь.
Процесс изготовления детали в цело может идти по двум принципиальным направлениям:
1)Изготовление заготовок, приближающихся по формам и размерам к готовой детали, тогда на заготовительные цехи приходится значительная доля трудоемкости и относительно меньшая доля на механические цеха.
2) наоборот: заготовка грубая, механические цеха выполняют основную долю обработки.
Факторы, влияющие на выбор рациональной заготовки:
1. Материал. Технологические св-ва материала (ковкость, штампуемость, свариваемость, литейные св-ва).
2. Назначение детали в узле, мех-ме и условиях её работы.
3. Конфигурации детали.
4. Тип производства.
5. Влияние сложности тех процесса в изготовлении.
6. Производственные возможности заготовит цехов.
Последовательности выбора заготовки:
1. Устанавливают, какой тех процесс наиболее подходит для изгот детали, кот в свою очередь определ вид заготовки.
2. Одновременно необходимо провер возможность комбинирования тех проыессов (литьё+сварка и т.д.)
3. Выбирают метод формообразования заготовки.
4. Выбор оборудования.
2. Основные факторы, определяющие выбор заготовки.
Корпусные коробчатые детали закрытого типав которых монтируются рабочие мех-мы и узлы, а также корпуса двигателей, передаточных мех-мов, станины, КС, КП, корпуса приспособлений, независимо от типа пр-ва целесообразно изгот литьём.
Корпусные коробчатые детали открытого типа, но котор монтируются рабочие мех-мы и двигатели, все возможные рамы, траверсы, в серийном пр-ве целесообразно изгот литьём, а в мелкосер, единичном пр-ве целесообразно изгот сварными.
Детали узлов
1. зуб колёса, маховики, блоки, ступицы, корпуса и крышки подшипников, тройники, гычаги, в сер пр-ве целесообразно изгот литьём в том случае, когда нерационально явл изгот штамповкой. В мелкосер пр-ве и единичном пр-ве целесообразно изгот литьём. Для зуб колёс в крупносер и массовом пр-ве целесообр изгот штамповкой с полед накаткой зуба.
2. гладкие и ступенчатые валы с неболшим перепадом ступеней (до 10мм), стаканы, втулки, кольца, как в ед пр-ве, так и в вер пр-ве, рекомендуют изгот из проката (сортового, листового, трубного).
3. балки, кронштейны, плиты, как в ед пр-ве, так и в вер пр-ве, рекомендуют изгот из профильного сортового проката.
4. мелкие и средние детали целесообразно изгот из пластмасс и методами порошковой металлургии.
5. стальные, полые ступенчатые валы, крупные стальные втулки с фланцами, целесообр изгот горячей штамповкой или из труб
6. диски, жаропрочные титановые сплавы, целесообр изгот горячей штамповкой с послед раскаткой.
Основные факторы:
1)Материал, из которого изготавливается деталь и его свойства (литейные, штампуемость, свариваемость).
2)Назначение детали в узле машины, механизме и условия её работы.
3)Конфигурация детали.
4)Тип производства.
5)Влияние сложности ТП по последующей механической обработке.
6)Требуемая точность выполнения заготовки и её поверхности (наклеп, шероховатость).
7)Производственные возможности заготовительных цехов.
8)Время, затрачиваемое на технологическую подготовку в целом.
9) Возможность быстрой переналадки технологической оснастки.
3. Технологичность заготовок.
ТКИ- представляет совокупность свойств конструкции определяющих её приспособленность достижению оптимальных затрат при производстве, эксплуатации и ремонте, с целью обеспечения заданных показателей качества, объема выпуска и условии выполнения работ. Показатели ТКИ делятся на качественные и количественные:
КАЧЕСТВЕННЫЕ ПОКАЗАТЕЛИ: оценку осуществляют на основе практического опыта, на стадии эксплуатационного проектирования.
КОЛЛИЧЕСВЕТННЫЕ ПОКАЗАТЕЛИ: дают возможность объективно и достаточно точно оценить технологичность сравниваемых вариантов применительно к заготовкам это трудоемкость изготовления, технологическая себестоимость и коэффициент использования металла.
ТРУДОЕМКОСТЬ
ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ: представляет
собой суммарные затраты времени на
изготовление заготовки, приближенная
оценка трудоемкости может проводиться
«весовым методом»
 , где Т- трудоемкость проектируемой и
типовой заготовки, G- масса
проектируемой и типовой заготовки.
, где Т- трудоемкость проектируемой и
типовой заготовки, G- масса
проектируемой и типовой заготовки.
ТЕХНОЛОГИЧЕСКАЯ
СЕБЕСТОИМОСТЬ ЗАГОТОВКИ: Выражается
стоимость материалов:
 , где: М- стоимость расходов основных
материалов в рублях, З- зарплата рабочих
в рублях на штуку,
, где: М- стоимость расходов основных
материалов в рублях, З- зарплата рабочих
в рублях на штуку,
 -
затрата на возмещение износа тех.
Оснастки в рублях за штуку,
-
затрата на возмещение износа тех.
Оснастки в рублях за штуку,
 -
расходы связанные с эксплуатацией и
использованием оборудования в рублях
за штуку.
-
расходы связанные с эксплуатацией и
использованием оборудования в рублях
за штуку.
КОЭФИЦИЕНТ
ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ:
 ,
где
,
где
 -
масса детали,
-
масса детали,
 -
масса расходных материалов на получение
заготовки.
-
масса расходных материалов на получение
заготовки.
Максимальный
 обеспечивает более дорогостоящие
производство. Не обязательно может быть
получено минимальное
обеспечивает более дорогостоящие
производство. Не обязательно может быть
получено минимальное
 и
максимальный
,
таков будет максимальный в крупносерийном
производстве, наоборот может быть
получено при прокате, но не будет
достаточной точности и шероховатости,
в основном в единичном производстве.
и
максимальный
,
таков будет максимальный в крупносерийном
производстве, наоборот может быть
получено при прокате, но не будет
достаточной точности и шероховатости,
в основном в единичном производстве.
Общие рекомендации по повышению технологичности заготовки:
1)Желательно чтобы очертания заготовки представляли собой сочетание наиболее простых геометрических форм.
2)формы и размеры отдельных элементов заготовки должны быть унифицированы(т.е. выбираться из рядов)
3)Точность размеров и шероховатость поверхностей заготовки должны быть экономически обоснованны.
4)Желательно максимально использовать способы получения заготовок без дальнейшего снятии стружки.
5)Конструкция детали должна допускать возможность её изготовления из двух и более частей.
4. Методики выбора машиностроительной заготовки.
Общие рекомендации по выбору способа получения заготовок.
1)Корпусные детали закрытого типа, на которые монтируются рабочие механизмы и узлы машины (корпуса двигателей, станины, цилиндры, корпуса приспособлений) необходимо изготавливать литьем).
2) Корпусные детали открытого типа, на которые рабочие механизмы (рамы, корпуса) в серийном производстве изготавливают литьем, в единичном и мелкосерийном сварными.
3)Детали узлов машин –зубчатые колеса, блоки, маховики, ступицы, корпуса и крышки подшипников, в серийном производстве изготавливают обработкой давлением, в единичном - литьем.
- гладкие ступенчатые валы с необходимыми перепадами диаметров (стаканы, втулки, кольца) необходимо изготавливать из проката.
- стальные полые ступенчатые валы, стальные втулки с фланцами изготавливают из труб.
- диски турбин целесообразно изготавливать горячим прессованием с последующей горячей раскаткой.
5. Основные литейные материалы.
ТАБЛИЦА ИЗ ПРЕЗЕНТАЦИИ
Чугуны – это сплавы железа с углеродом, массовая доля углерода которых более 2%, в состав чугонов входит кремний, марганец, фосфор и др.
Серые чугуны(сч10,15,20,25): СЧ-серый чугун, 10- предел прочности на растяжение.
Ковкий чугун(КЧ30-6,КЧ33-8): 30-предел прочности на растяжение, 6- наименьшее относительное удлинение %, обладают хорошими пластическими свойствами в холодном состоянии.
Высокопрочные чугуны(ВЧ35,40): 35-предел прочности, графит(???) имеет шаровидную форму, что повышает прочность.
Антифрикционные чугуны(АЧС-1АЧВ-2,АЧК-2) Они работают при слови контакта трения, износоустойчивые имеют небольшое количество добавок хрома, меди титана, могут быть ковкими, серыми, высокопрочными.
Легированные чугуны(ЧХ1,ЧХ16М2,ЧХ28г): содержат большое количество легирующих элементов: Х- Хромистые, Г- марганцевые, Ю- аммнонивые, С- кремнистые, Н- никелевые, Ш- шаровидные…
Стали –сплавы железа с углеродом с массовой долей углерода менее 2%, она обозначается в сотых долях процента.
Легированные стали (15л,20л,30л,45л)- имеют хорошие литейные свойства.
Конструкционно-легированные стали(15ГЛ,30ХНМЛ) цифра после буквы обозначает содержание легирующих элементов, если цифра не стоит , то его содержание не больше 2%.
Медные сплавы
Латуни - это сплавы меди с цинком.
Бронзы- сплавы меди с оловом (БрС30,БР016С5)
Алюминиевые сплавы- это сплав алюминия с медью, марганцем , кремнием и др.
Магниевые сплавы(МЛ5,МЛ12)- литейные (присутствует алюминий)обладают высокой удельной прочностью, хорошо обрабатываются резанием, способны гасить вибрации, плавка только в вакууме, склонны к образованию горячих трещин.
Титановые сплавы(ВТ5Л,ВТ6Л)- высокая удельная прочность, высокая жидкотекучесть пониженная свариваемость , химически активны, сварка в вакууме.
6. Литейные свойства сплавов.
1)Жидкотекучесть – это способность сплава в жидком состоянии заполнять литейную форму и воспроизводить размеры и формы литейной формы и стержней. Она увеличивается с увеличением температуры перегрева сплава. Углерод и фосфор улучшают жидкотекучесть.
2)Усадка - общее уменьшение объема и размеров отливок при охлаждении и затвердевании. Для предотвращения устанавливаются прибыли, для дополнительной подачи металла при его затвердевании.
3)
Внутренние литейные напряжения- при
охлаждении и затвердевании металла
отливки в следствии усадки возникают
внутренние усадочные напряжения если
 ,
то возникает деформация. Если
,
то возникает деформация. Если
 то
происходит разрыв- образование трещины.
Предотвратить это можно увеличением
жидкотекучести и медленным охлаждением
сплава в области высоких температур.
то
происходит разрыв- образование трещины.
Предотвратить это можно увеличением
жидкотекучести и медленным охлаждением
сплава в области высоких температур.
4)ЛИКВАЦИЯ (???)- это неоднородность сплава по химическому составу, как в отдельных частях отливки(зональная), так и в кристаллоидах(???) стали ликвидируют углерод, фосфор, сера, образуя неоднородность сплава. Предотвращается хорошим перемешиванием сплава при заливке.
5)Поглощение газов? Металлы и сплавы при плавке способны поглощать газы(водород, метан) из ржавчины, влаги, топлива и изменяется качество сплава. Понижение поглощение газов может быть достаточно пропусканием через сплав других газов, не поглощаемых этими сплавами, но убирающие растворенные газы, или применение плавки в вакуумных печах.
Требования предъявляемые к литейным сплавам:
1)Они должны по возможности хорошо заполнять литейную форму т.е. иметь высокую. Жидкотекучесть.
2)Они должны иметь низкую температуру плавления.
3)Они должны обладать незначительной усадкой при охлаждении.
4)Они должны обладать незначительной способностью поглощать газы.
5)Они должны обладать хорошей структурой.
6) Они должны обладать незначительной способностью ликвации, которая в некоторых местах сплав.
7)Они должны иметь наименьшую стоимость.
8)Они должны легко обрабатываться резанием, иметь достаточно хорошую свариваемость.
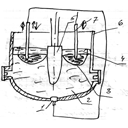
7. Литьё в песчано-глинистые формы: сущность технологического процесса, технологические возможности, область применения и оснастка.
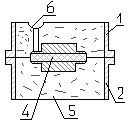
1,2 – рёбра;
3 – модель;
4 – стержень;
5 – форма;
6 – стояк;
На долю этого способы приходится до 70% отливок материалов – для изготовления литейных форм служат формировочные смеси из песка и глины. С добавлением добавок:
1)отходы целлюлозно-бумажной промышленности не дают осыпаться.2)каменноугольные пыли не дают пригорать смеси.3)отходы мазута не дают пригорать смеси для цветных металлов.
Технологический процесс:
1)Приготовление формовочной смеси:
-сушка песка и глины в печах
-размалывание глины на мельницах и бегунах до мелкодисперсного состояния
-перемешивание смеси
-вылеживание смеси
-подача на формовку
2) Формовка (обеспечивает получение литейной формы) Для её обеспечения необходимо следующие: опоки, литейные модели и стрежни. Литейная модель - копия очертаний отливаемой детали с учетом припуска на механическую обработку. Материалом для изготовления литейных форм служит дерево (орех, бук, береза, липа, сосна, ель). Часто модель склеивают из отдельных кусочков с различным направлением волокон (для большей прочности) Она выдерживает 5-500 отливок. Иногда изготавливают из чугуна, латуни.
Для получения полостей и отверстий изготавливают стрежни.
Опоки - это ящики, имеющие только стенки (РИС)
3) Заливка- способ подвода расплава в форме зависит от конфигурации, толщины стенок и металла.
При заливке чугуна металл подводится к тонким стенкам , чтобы обеспечить равномерное охлаждение. При заливке стали металл подводится к утолщенным элементам, т.е. характерна большая усадка. Также применяется дождевая литниковая система, сифонная(???)литниковая система.
4) После заливки выдержка до затвердевания
5) Выбивка
6)Очистка осуществляется от стрежней. Применяется гидроочистка во вращающихся барабана; электрогидравлическим ударом, электрохимическая.
7)Литники и прибыли отрезаются пилами
8)Контроль: внешние дефекты, замеры, химический состав, электрохимическим или электрографическим способом; внутренние дефекты(рентген, магнофлокс(???))
В последнее время применяется машинная формовка, что повышает точность отливки.
Нормы литья регламентированы ГОСТ.
Классы точности отливок:
-размерной до 100 кг 7-13 классы(7 для маленьких отливок в массовом производстве; 13 для крупногабаритных отливок в единичном производстве)
-допуски 9-14 квалитеты
-шероховатость 0,2 -40 мкм
-припуски 2.5 – 10 мкм на сторону
Достоинства:
- выполнение для различных условий производства
-сложность конфигурации
-различные масса и габариты
Недостатки:
-высокая трудоемкость
-длительность
-низкая производительность при ручной формовке
- низкое качество
-высокие припуски
-отрицательное воздействие на окружающую среду
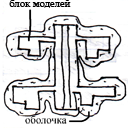
9. Литьё в оболочковые формы: сущность технологического процесса, технологические возможности, область применения и оснастка.
Поскольку прочность литейной формы в песчано-глинистые формы невысока, это требует большое количество формовочной смеси(на 1 т литья используется 4-12 т смеси).Достижения Химии полимеров позволили найти связывающие повышающие прочность смеси в сухом состоянии, т.е. появилась возможность заменить песчано-глинистую форму оболочковой.
Материалы:
-кварцевый песок
-термореактивная смола
Предел прочности такой смеси повышается в 15-20 раз, и составляет 5 МПа


Процесс литья: начинается с того что на подмодельный щиток устанавливается модель (они металлические) они нагреваются до 200-300градусов, смазываются разграничительной смазкой и выдерживаются 10-30 сек. Засыпается формовочная смесь, смола нагревается и связывает песчинки, образуя оболочу 6-15 мм. После удаления смеси оболочка вместе с модельной плитой помещаются в печь, где при 600-700 выдерживаются 3 мин., при этом смола изменяется переходя в твердое состояние. После этого оболочка выталкивается. Если форма состоит из двух , то их склеивают. При необходимости устанавливается стержень и производится заливка металла. После охлаждения отливки оболочка спокойной разрушается, т.к. часть смолы выгорает. Смесь регенерируется(?) т.е. огнеустойчивый наполнитель может быть использован еще раз.
Особенности:
-Оболочковые формы можно изготовить по горячей металлической оснастке.
-песчано-смолевые смеси обладают высокой сыпучестью, т.е. повышается точность размеров (8 квалитет Rz=40-80 мкм).
-масса отливок 0,5-50 кг.
-эффективность способа, припуски снижаются в 2 раза.
-уменьшается объем механической обработки.
-Уменьшается объем формовочной смеси.
-устраняются трудоёмкие операции выбивки.
Этот способ наиболее рационально применять в условиях серийного производства(не меньше 200 отливок в год)
Недостатки:
-работа на горячей оснастке.
-утрата точности литейной формы при изготовлении тяжелых заготовок.
10. Литьё по выплавляемым моделям: сущность технологического процесса, технологические возможности, область применения и оснастка.
Сущность метода заключается в использовании неразъемной разовой модели.
При этом перед заливкой расплава, модель удаляется их формы вплавлением, выжиманием, растворением.

Технологический процесс:
Модель или звено модели изготавливают в пресс-форме, рабочая плоскость которой имеет конфигурацию отливки с припуском, на механическую обработку модель изготавливают из материалов, имеющего невысокую температуру плавления(воск, парафин), высокую способность растворяться(карбонит), способность выгорать без образования остатков. Собирают в блоки, имеющие модели литниковой системы и прибыли. Далее блок молей с жидкой формовочной смесью (суспензией) для оболочковых форм на поверхности образуется слой менее 1 мм, оболочку наращивают опылением в 3-10 слоёв, каждый слой просушивается на воздухе, либо в аммиаке. После этого модельный состав выплавляется при 100 градусах , дополнительно прокаливают. После охлаждение и затвердевания керамическая форма разрушается.
Процесс обеспечивает гладкую чистую поверхность (8-11 квалитет)припуски от 1.4 мм. Этот процесс обеспечивает максимальный КИМ(85-95%) Из-за улучшения формы можно получить отливки 0,8-2 мм.
Достоинства:
- возможность получения отливок любых сплавов, любой конфигурации, тонкостенных.
-возможность создания сложных конструкций, объединяющих несколько деталей.
-возможность организации как в единичном так и в массовом производстве.
-уменьшение расходов формовочных материалов.
-уменьшение вредных воздействий.
Недостатки:
-Трудоемкость и длительность.
-Большое количество факторов, оказывающих влияние на качество отливки.
-большая номенклатура материалов для получения формы.
Повышенный расход металла на литники.
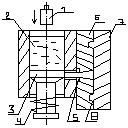
11. Литьё в металлические формы (кокиль): сущность технологического процесса, технологические возможности, область применения и оснастка.
Кокиль - это металлическая литейная форма, заполняемая расплавом; используется многократно. Состоит из двух полуформ ,плиты и вставок. Полуформы взаимно центрируются штырями и их соединяют замками. Параметры кокиля Превышают величину отливки на величину усадки сплава. Стрежни извлекаются из отливки после её затвердевания и охлаждения. Расплав заливают через литниковую систему, а питание осуществляется через прибыли. Удаление газов осуществляется через стенки кокиля. Конструкция кокиля может быть сложной (неразъемные, с горизонтальным , вертикальным и несколькими плоскими разъемами)
Технологический процесс:
1)Подготовка кокиля к работе: поверхность разъема тщательно очищается; проверяется легкость перемещения частей, точность центрования; на плоскость кокиля наносится слой огнеупорного покрытия и краска; кокиля нагревается до рабочей температуры (473-623)
2)Заливка расплава
Особенности взаимодействия кокиля с металлом отливки:
Металлический кокиль обладает большей теплопроводностью, теплоемкость, почти нулевой газопроницаемостью.
1)Процесс охлаждения материала отливки идет более интенсивно(получается более мелкозернистая и плотная структура)
2)Гидротекучесть материала уменьшается, т.е. наполняемость формы хуже (не получают более тонкостенные отливки)
3) Кокиль практически неподатлив , поэтому возможно обеспечение более высокой точности(12-15 квалитет) но в тоже время это способствует образованию значительных внутренних напряжений(трещины, корабление)
4) внутренняя поверхность кокиля покрывается облицовочной смесью, поэтому шероховатость поверхности низкая (8-10 мкм)
Преимущества:
-повышение производительности труда (в 2-3 раза).
-снижение
расходов на капитальные вложения
(увеличение съема отливок 1 ).
).
-повышение качества отливок.
-улучшение саниатрано-гигиенических условий.
-возможность полной автоматизации и механизации.
Недостатки:
-высокая стоимость кокиля, сложность его изготовления.
-образование внутренних напряжений.
-сложность получения отливок сложной конфигурации.
Применяют в серийном и массовом производстве: минимальная партия более 20 крупных и 400 мелких отливок в год (чугун) 400-700 отливок в год (алюминий).
12. Центробежное литьё: сущность технологического процесса, технологические возможности, область применения и оснастка.
Это способ изготовления отливок, при котором залитый в форму металл подвергается воздействию центровых сил. Применяется вращающие литейные формы, т.е. отливки, только тела вращения. По материалу литейной формы, ограничений нет. Поскольку форма вращается, то используют приводы (чаще всего электрической) такие машины называются центробежными; с горизонтальной и вертикальной осью вращения.
В машинах с горизонтальной осью в основном получают трубы, с вертикальной осью невысокие отливки (диаметр намного больше высоты)
А)ковки
Б)форма со шпинделем ЭД.
Расплав (3) под действием центр. сил отбрасывается к стенкам литейных форм и затвердевает.
Дает 100% водного выхода.
Условия формирования отливки, обусловлены материалом отливки. Число оборотов 1500 со стороны наружной поверхности припуски могут быть меньше, а со стороны внутренней больше.
Преимущества:
-отливки обладают большой плотностью в следствии малого наличия пустот.
-меньший расход металла из-за отсутствия литниковой системы.
-исключение затрат на изготовление стрежней.
-Исключение влияния жидкотекучести на заполняемость литейной формы.
-возможность изготовления отливок из двух различных сплавов: армированные, наварка расплава, последовательная заливка различных сплавов.
Недостатки: неточность диаметра со стороны свободной поверхности(разностенность по выосте)
При армировании в литейную форму вначале устанавливается арматура, которая заливается сплавом другого состава, что понижает износ.
При наварке сначала устанавливается металлическая втулка, затем заливается сплав.
При последовательной заливке сначала заливается один металла, потом когда он затвердевает, остается только не на внутренних поверхностях, заливается другой металл.
Минимальные припуски на отливки устанавливаются для серого чугуна, далее припуски увеличиваются.
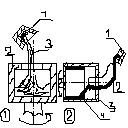
13.Литье под давлением
Расплавленный металл заливают в камеру спец. манины, а затем под давлением перемещается в этой камере. Через литниковые каналы заполняет с высокой скоростью полость формы, затвердевает под избыточным давлением образуя отливку, после раскрытия литейной формы отливку вынимают.
Особенности:
Соскальзыв. метал. формы и избыточное давление на жидкий металл позволяет получить отливки высокого качества, точности и низкой шероховатости.
Схема работы машины с вертикальной холодной камерой прессования:
Расплав подается в камеру прессования (2) и поршнем (1) через !!!... в пресс форму состоящую из подвижной половины (7) и из подвижной (6), остаток металла выталкивается камеры (2) поршнем (3) с пружиной (4). Готовая отливка (8) вместе с литниками извлекается из подвижной половины (7) пресс формы.
Давление равно 30-177 МПа. Скорость выпуска жидкого металла в пресс-форму от 0,5-120 м/с.
Литейная форма заполняется 0,1-0,01 сек.
Высокая пластическая энергия движ. металла позволяет получать и хорошую частоту поверхности. Использ. лит. формы так же действие давления при затвердевании отливки способствует получению 7-9 квалитета точности. Rz 20-10 мкм Ra 1,25-0,63
Получают отливки из Al, Cu, Zn-сплавов.
Масса отливок при литье под давлением зависит от мощности машины и фактически может составлять от нескольких грамм до кг.
Прочность на 10-15% увеличивается отливок, получаемых литьем в землю.
Структура ухудшается, т.к. в процессе заполнения формы воздух и газы образуются от сгорания смазки образуют газавоздушную пористость.
«+»
1. Получение отливок с малой толщиной стенки менее 1 мм и развитой поверхности большой площади;
2. Повышение качества;
3. Полное исключение трудоемких операций изготовления, сборки и выбивки форм, т.к. метал. пресс форма используется многократно, процесс извлечения осуществляется машиной. Сам тех. процесс многооперационный;
4. Значительное улучшение санитарно гигиенических условий труда.
«-»
1. Ограничения отливок по габаритам и массе;
2. Высокая стоимость пресс формы;
3. Трудоемкость изготовления, ограниченная стойкость пресс формы, особенно при литье черных металлов;
4. Газовые усадки и пористость;
5. Не податливость литейной формы приводит к возникновению остаточных напряжений.
Припуски для отливок назначают мин 0,07-1 мм на сторону.
Серийное и массовое производство.
14.Электрошлаковое литье
Процесс плавления и зам-вания проходит одновременно.
В начале процесса водоохлаждаемый медный кристаллизатор 6 заливают предварит. расплавленный шлак 4. Электрический ток подводится к переплавляемым электродам 7 и затравке 1, находящейся в нижней части кристализ. Шлаковая ванна обладает малой электропроводностью, поэтому при прохождении через нее эл.тока выделяется большое количество теплоты. Шлаковая ванна нагревается до температуры 1973 С благодаря чему через погруженные в нее концы электродов оплавляются. Капли расплавленного металла проходят через ванну, собираются в зоне кристаллизации, образуя над слоем шлака металлич.ванну расплава 3 , кот. непрерывно пополняется в верхней части расплавом от плавящихся электродов и последовательно затверд. в нижней части кристаллизатора.
При получении отливки 2, электроды 7 по мере их плавления поднимают вверх. Для образования в отливки внутренней полости устанавливают металлический стержень 5, который поднимается вверх. Сущность процесса заключается в том, что плавка по времени и месту совмещены заполнением литейной формы. Отливка постепенно направляется к литейной форме. Литейная форма выполняет 2 функции, служит для формирования отливки. Используется для получения фасонных отливок из специальных сталей и сплавов и отливки ответственного назначения, к которым предъявляются высокие требования технологических свойств и качества.
Отливки типа цилиндров, трубы круглого и овального сечения, корпуса задвижек, тепловых и атомных ЭС. Сосуды сверхвысокого давления, шатуны и др.