31. Расчтно – аналитический и опытно статический методы исследования точности обработки.
Статический метод основан на статистическом анализе параметров и позволяет получить данные, характеризующие погрешность, обусловленную совместным действием ряда факторов в целом. При этом нельзя получить оценку влияния каждого параметра схемы в отдельности. Статистический метод позволяет оценить погрешность, но не дает возможности раскрыть ее, т.е. определить причинные зависимости.
Расчетно-аналитический метод исследования точности основан на выделении доминирующих факторов и анализе функциональных связей этих факторов с вызываемыми ими погрешностями.
К таким исследованиям относят исследования жесткости упругой системы станок - приспособление - инструмент - деталь. Эти исследования позволили установить функциональные связи между точностью геометрических параметров обрабатываемых деталей и параметрами жесткости узлов станка, приспособления, инструмента и самой детали с учетом способов установки ее на станке при обработке, а также параметрами режимов обработки, определяющими силы, действующие на рассматриваемую систему.
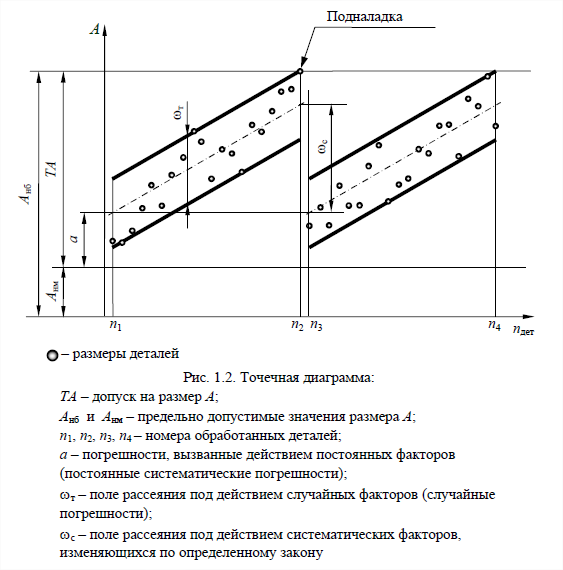
Метод точечных диаграмм является научно обоснованным способом выборочного контроля, его применяют для организации статистического контроля технологических процессов.
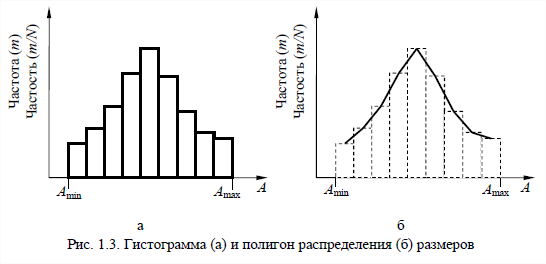
Все детали в партии отличаются друг от друга своими фактическими размерами (или другими показателями качества). Говорят: "Имеет место разброс или рассеяние параметров". Поэтому размер детали выступает как случайная величина. Хапактер рассеяния размеров деталей в партии устанавливают построением практической (эмпирической) кривой распределения
Практическую (эмпирическую) кривую распределения строят вначале с помощью так называемых гистограммы и полигона распределения (дифференциальных и/или интегральных). Для оценки степени совпадения теоретических и практических законов распределения используют те или иные критерии согласия.
32. Качество обработки. Параметры состояния поверхностного слоя . Нормирование, технологическое обеспечение.
Под качеством понимается совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности человека в соответствии с ее служебным назначением [1 – 3].
Различают следующие три вида значения любого показателя качества [1 – 3].
1. Расчетное (теоретическое, номинальное) – определяемое в результате расчета. Такие показатели существуют в виде предельных размеров (допусков) в конструкторской документации.
2. Действительное, т. е. объективно существующее. Оно определяется с помощью средств измерения с определенной погрешностью.
3. Измеренное – это действительное значение, познанное с какимто отклонением, вызванным погрешностью метода и средства измерения,
и принимаемое за действительное.
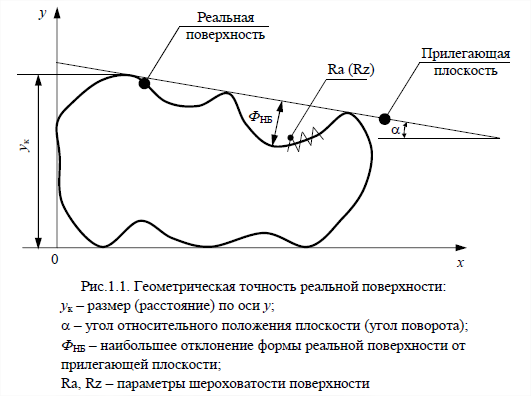
В связи с этим различают четыре вида показателей, отображающих качество детали с геометрической стороны [1 – 4]:
1) точность размеров;
2) точность относительного положения поверхностей;
3) точность формы поверхностей (макрогеометрия);
4) шероховатость поверхностей (микрогеометрия).
По четырем вышеперечисленным показателям геометрической точ-
ности оценивают реальную поверхность (рис. 1.1).