

Л енточнопильные станки для переработки бревен на пилопродукцию, классификация, выбор и расчет пр-ности
Ленточнопильные станки им. следующие преимущества по сравнению с др. станками для распиловки бревен: 1) возможность выбора и обеспечение индивидуальной схемы распиловки бревна с учетом качества сырья и пилопродукции; 2) возможность выпиловки досок с заданным размещением годичных слоев относ. пласти; 3) возможность распиловки крупных бревен, в том числе бревен, кот. имеют ядровую гниль (круговым способом); 4) сравнительно меньшая ширина пропила и более низкая шероховатость пов-ти досок; 5) сортировку бревен по диаметрам или по качеству перед распиловкой выполнять нет необходимости, т.к. обеспечивается индивиду. схема распиловки. Недостатки: ненадежность ленточных пил, станки громоздкие, неточность размеров и формы пиломатериалов.
В зав-ти от назнач. лент. ст-ки в лесопильном пр-ве подразд. на бревнопильные и делительные. Бревнопильные дел. на вертикальные и горизонтальные. При гориз. располож. бревно жестко фиксир. и пиление происх. за счет движения механизма резания по напрвляющим. При вертик. – наоборот. Те и др. ст-ки условно дел. по кл.: легкие, с шир. ленты 32-80мм, средние 80-130мм, тяжелые 130-280 мм и более.
Ленточнопильные ст-ки бывают: одно- и многопильные; с подачей бревна на тележках; с конвейерной подачей бревна; с перемещением бревна относ. пил; с перемещением пильного суппорта относ. стационарно закрепленного бревна.
В вертикальных однопильных станках бревно закрепляют на тележке, кот. перем-ся по рельсам. После каждого реза бревно м/подать в сторону пилы с учетом толщины доски, м/повернуть относ. пилы с учетом расположения годичных слоев или качества бревна. Однопильные станки предназначены для распиловки крупных бревен. При установке неск. ст-ков их расположение м/б симметричным относ. оси подачи бревен или тандемным, т.е следующая пара ст-ков смещается в сторону на толщину доски.
Горизонтальные лент. ст-ки бывают одно- и многопильными. В однопильных пильный механизм перемещается вдоль бревна и отпиливает сначала горбыль, а затем доски одну за другой. Многопил. позволяют за один проход распилить бревно или брус на п/м-лы. Они вкл. несколько пильных мех-ов, устан. друг за другом по ходу подачи бревна.
Делительные лент. ст-ки предназ. для распил. поставлен. на ребро брусьев, толстых досок и горбылей. Механизм резания незнач. отлич. от механ. бревнопильн. ст-ка, но меньше по р-рам (d шкивов 1250мм).
Сдвоенные лент. ст-ки исп-ся при раскрое бревен средних и малых d-ов. Предст. собой 2 вертик. лент. ст-ка, установл. на подвижных каретках сим-но отн-но продольной оси общ. конвейера или каретки с возвр.-поступ. движ. Подача конв. осущ. кареткой или конвейером. На базе сдвоен. лент. ст-ков созданы линии автоматизир. раскроя бревен.
П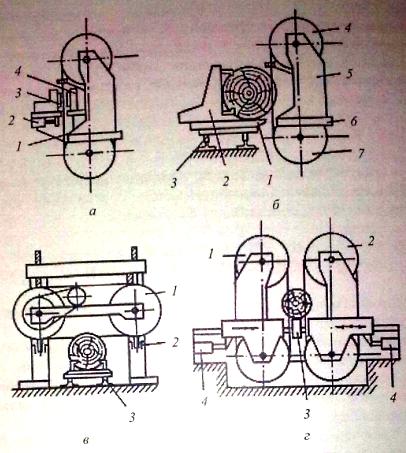 ри
раскрое бревен на однопил. лент. ст-ках
пр-ность,
м3/см:
.
Время цикла (полной распиловки одного
бревна) м/колебаться от 5 до 50 мин и зав.
от марки станка, U,
степени механизации околостаночных
операций, мощности и др. факторов.
ри
раскрое бревен на однопил. лент. ст-ках
пр-ность,
м3/см:
.
Время цикла (полной распиловки одного
бревна) м/колебаться от 5 до 50 мин и зав.
от марки станка, U,
степени механизации околостаночных
операций, мощности и др. факторов.
а) делительный;
б) вертикальный;
в) горизонтальный;
г) вертик. сдвоенный.