

С клеивание фанеры. Сп склеивания. Режимы. Прим об-ние.
Фанера – плитный мат-л, получ-й путем склеив-я листов шпона. Фанера – слоистый мат-л, состоящ из склеен. м/у собой листов лущеного шпона, не редко в композиции с древесными м-лами. Классификация:1.Фанера общ. назначения 2.Фанера строительная 3.Фанера авиационная березовая. 4.Бакелизированая фанера.
Подготовка шпона к склеиванию Основ. пр-сами подгот. шпона к склеиванию явл: вырезка дефектных мест, починка шпона, ребросклеивание. Прим. об-ние: чистовая обрезка кромок шпона– НГ18-1, шпонопочиночный ст-к для вставки заплат на клею– ПШ-2, ребросклеивающий станок– РС-7, РС-8. Нанесение клея на шпон осущ. клеенаносящими станками след. сп-ми: 1.контактным. Метод осущ. на станках барабанного (вальцевого) типа. Они бывают с дозирующими вальцами и без них. Применяют клеевые вальцы марок КВ-14, КВ-18. 2.наливом 3.экструзией. Сп. нанесения клея экструзией осущ. на шпон в виде неск. полос через экструзер, т.е. под давлением. Метод дает воз-сть снизить расход клея до 50-60 г/м2, причем технол. потери клея не прев. 5% (при контактном - 20%). Прессы для получения фанеры. Наиб. распр-ние для склеивания фанеры получили гидравлич. прессы, кот. клас-ся по разл. признакам: 1) по принципу действия: а-периодического; б-периодически непрерывного; в-непрерывного; 2) по количеству работающих промежутков: одноэтажные и многоэтажные. , 3) по назначению: для склеивания фанеры, для склеивания ДСтП. В прессах периодич действ в кач-ве прессующих эл-ов использ-т жесткие плоские плиты. Пресса непрер. действия вращающие волки, с-ма гусениц (гусеничные пресса) или –Mё-ая лента. Наиб. хар-ми явл. многоэтажные пресса периодич действ. Многоэт. прессы с нижним располож. цилиндра выполн. с 1или неск. рабочими цилиндрами.
Различ. след способы склеивания фанеры: 1) Сырой-горячий. Склеивают шпон влажностью 70-100% при повышенных температурах. При этом используется порошкообразное связующее. 2) Сухой-горячий. Шпон им W=6-12% и миним. t= 110оС. Это основной способ пр-ва. 3) Сухой-холодный. W=6-12%, t=20оС. Непроизводителен.
Д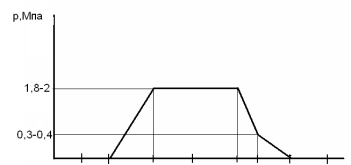 иаграмма
прессования.
иаграмма
прессования.
τ1 – загрузка пакета,; τ2 – смыкание плит пресса; τ3 – время выхода на раб. давление; τ4 – время склеивание; τ5 – время снятия давления (сначала снижают 10-15 сек до давления 0,3-0,4МПа., затем 90-120 сек до 0 МПа.); τ6 – раскрытие плит пресса; τ7 – выгрузка пакета.
Давление на пакет: необх. создать для того, чтобы ленты шпона привести в контакт, без кот. невозможно образование клеевого соед-ния. Для листв.п. Р=1,4-1,8 МПа, для хв.п. 1,5-1,7 МПа. Давление способствует наилучшему прогреву пакета и пластификации др-ны, что совместно с др. параметрами формирует физико-механич св-ва фанеры.
Т-ра: при КФ клее 105-130 оС в зав. от толщ. пакета; при ФФ клее 145-150оС.
Время склеивания пакетов шпона в фанеру марки ФК определяют τ4=А+В(Sп-8)+С(Sп-9)2; А,В,С-эмпирические коэф,зав. от слойности пакета и t плит пресса; Sп-толщ. пакета,мм.
Время склеивания пакетов шпона в фанеру марок ФСФ,БП-А, БП-В,БС-1,БПС-1В: τ4=К(0,1* Sп)β; где К и β-коэф,зав. от t плит пресса. При измен. t плит пресса 136-148ºС-К=5,72-4,78; β-=1,13-1,27.
Охлажд-е фанеры вып. для сниж. t и W листов, выгруж. из горячего пресса. Важно охлаждение для фанеры общ назн-я (ФК). Из фанеры ФК выдел. свободный формальдегид. Также в стопах с неохлажд. фанерой идет деструкция КФС. Это приводит к сниж-ю прочн-ти фанеры. Для охл-я исп-ют веерные или конвейерн установки.