

Г то сырья в фанерном производстве. Назначение, способы, режимы.
ГТО -увел-ние пластич-ти при повыш т-ры и вл-ти сырья. ГТО др-ны производится для повышения ее пласт св-в, кот зависят от ряда факторов: пористость, возраста, вл-ти, т-ры. В зав-сти от структуры существующего тех. потока пред-тия применяют след. послед-ти операций:
1)разделка, окорка, ГТО.
Преимущества первой схемы:- сокращение продолжительности ГТО, -Бассейн не загрязняется корой и механич. примесями, -не наблюдается потемнение сырья на пов-сти. Недостатки:- отделение коры ослажняется в зимнее время года.
2)ГТО, окорка, разделка.
Преимущества: Улучшается качество окорки сырья, -сокращаются затраты электроэнергии на окорку.
Недостатки: Увелич. продолжительности ГТО, бассейны загрязняются корой.
Осн.фанерное сырьё-берёзовое, т.к. имеет равномерную структуру. Применяют ольху, осину и хвойные породы.
Известно несколько способов тепловой обработки сырья – пропаривание, оттаивание, проваривание. Размягчение др-ны оттаиванием состоит в обогревании заморож чураков горячим воздухом t=40-60 ºС. Пропаривание заключается в обогреве др-ны насыщенным паром под давлением 1,5-2,0 атм (автоклавный способ) парильные ямы., t-ра 130°С, 0,5-6 часов Осн-ой способ ГТО-проварка сырья в бассейнах.
На кач-во тепловой обработки влияют след. факторы: 1)время нагрева др-ны, кот. зависят от d чурака; 2) начал.t чурака;3)t нагревающей среды;4)физич-ие св-ва др- ны;5)Треб-ая степень нагрева. Цель ГТО: придание древесине пластичности, благодаря которой шпон получается прочным, плотным и гладким. ГТО проводится по мягким и жестким режимам. Исп. мягкие (до 40°С), обеспеч. равномерный нагрев, но большую продолжительность и жёсткие (до 60-70°С) режимы, обеспеч. неравномерный нагрев и снижают качество, поэтому вводят технологич. выдержку для выравнивания t-ры. Исп. бассейны открытого типа с загрузкой и выгрузкой сортиментов в пучках грейферами при пом. консольно-козловых кранов КБ- 272. Произв-ть секции бассейна:
Пс=(ТVКз)/(τц+τвсп),
Т –время, за кот. опред-ся произв-ть, V – объем, τц – время цикла, τвсп – вспомогательное время, Кз – коэффициент заполнения (0,5-0,6)
Л ущение
шпона. Основные угловые параметры при
лущении и их влияние на качество шпона.
ущение
шпона. Основные угловые параметры при
лущении и их влияние на качество шпона.
Лущение – процесс отделения тонкой ленты стружки(шпона) поперек волокон при вращении цилиндрической заготовки(чурака) и прямолинейной радиальной подаче ножа. Нож снимает стружку в виде непрерывной ленты, толщиной=величине подачи суппорта за 1 оборот шпинделя.
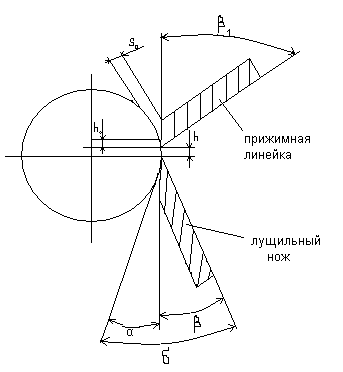
β -угол заострения(заточки лущ.ножа)
α –задн. угол,образуемый задней гранью ножа и касательной пов-ти чурака в точке касания. С D=до 30 см α=0,5-2°, а при D=30-80 см α=2-3°,
δ-угол резания; δ=β+α
β1-угол заостр. прижимной линейки
h-высота установ. ножа относительно оси шпинделей
h=(0,5-1)мм выше оси шпинделей; для чурака сред. D=>h =0(до 30см)
h0-высота установки линейки над ножом
S0-расстояние между ножом и линейкой
Сырьём для получения лущёного шпона служат кряжи из древесины мягких и твёрдых лиственных и хвойных пород. Кряжи раскраивают на чураки.
На величину угла заточки ножа влияет порода др-ны,толщ.шпона и качество стали ножа. Силы резания, возн. при лущении вызывают изгиб ножа и могут привести к его излому.
Т.к угол заточки приходится в приделах 18-25°.При большом задн.угле наблюдается вибрация ножа и получ-ся шероховатый шпон, особенно к концу лущения. При малом заднем угле наблюдается значительное давление задн.грани на чурак, увелич-ся сила трения и может наступить момент, когда чурак расколется, в лучшем случае изогнется, и получится разнотолщиный шпон, особенно к концу лущения. Поэтому для чурака d=500мм задн. угол следует установить в пределах от 30мин до 2°.В процессе лущения по мере уменьшения d чурака следует уменьшить и задн.угол в указан.выше пределах. Такое возможное изменение предусмотрено в конструкции лущил.станков. Для уменьшения напряжения на обратной стороне ленты шпона необходимо стремиться к уменьшению угла резания, увязав это с толщиной шпона. Контролю подежит толщина шпона, шероховатость и прочность.
Установку угловых параметров резанья выполняют при помощи:
1)Высотомеров - для измерения высоты установки ножа, отн-но оси шпинделей.
2) Наклономеров - для измерения угла наклона задней грани,ножа к вертикали.
3) Угломер - для измерения угла заточки ножи или линейки.
4)Клиновидный щуп - для измерения просвета между ножом и линейкой.