

Экзаменационный билет № 11
1. Высокопроизводительное шлифование.
2. LOM-технологии.
3. Назначение и свойства дизайн-модели.
11.1. Высокопроизводительное шлифование.
Для реализации высокопроизводительного шлифования используются твердые шлифовальные круги, с пористой структурой и абразивными зернами из композитов на основе кубического нитрида бора. Процесс идет на очень высоких скоростях резания, но с относительно малыми подачами (примерно 10 м/мин).
Наиболее целесообразно этот метод использовать для обработки заготовок из твердых сплавов, быстрорежущих и закаленных сталей.
Реализация технологии требует очень высокой мощности двигателя главного привода, т.к. силы резания могут достигать 1000 Н и более, что затрудняет доступ СОЖ в зону резания и требует особых мер обеспечения техники безопасности.
Очевидно, что способ не обеспечивает высокой точности обработки и не может использоваться в качестве чистовых операций. Однако, эта технология чрезвычайно выгодна в качестве предварительной обработки в тех случаях, когда необходим быстрый съем больших припусков с заготовок высокой твердости. Это дает возможность производить термообработку до, а не после обработки резанием, что позволяет исключить влияние температурных деформаций заготовок.
11.2. LOM-технологии.
LOM - Lamineted Object Manufacturing - изготовление слоистых моделей.
LOM – технология создания трехмерных моделей методом послойного склеивания элементов, вырезанных из листового материала. Изготовленные по LOM-технологии модели идеально подходят для решения задач, требующих оценки формы и эстетических свойств изделий. Прочность LOM-объектов в большинстве случаев позволяет использовать их для проверки функциональности проектируемого изделия. Для изготовления моделей используется бумага или листовой пластик с нанесенным сухим связующим веществом (Рис.). Изготовленные LOM-модели по составу имеют сходство с древесиной и легко обрабатываются.
С помощью специального программного обеспечения рассчитывается необходимое количество поперечных сечений детали. Далее CAD-данные, содержащие информацию об изготовляемой модели, транслируются в систему управления процессом LOM-машины.
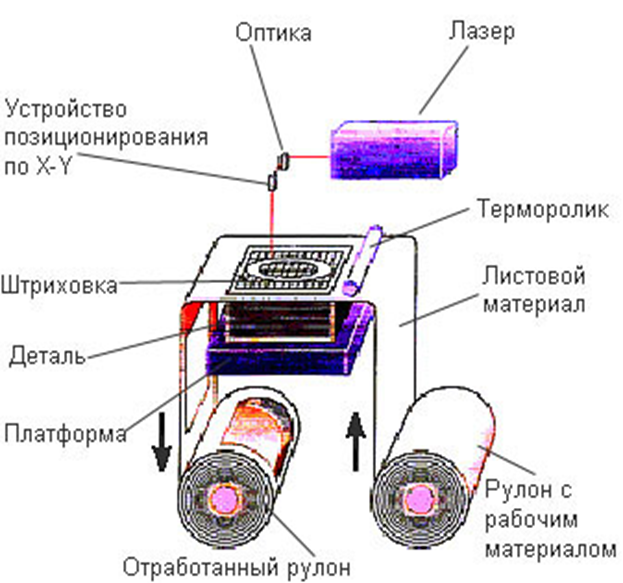
Материал из рулона подается на рабочую поверхность и лучом лазера вырезается контур поперечного сечения. Области лишнего материала разрезаются на мелкие элементы для последующего удаления. На рабочую поверхность подается материал для нового слоя и склеивается с предыдущим, за счет прокатки термороликом. После чего создается и вырезается новое поперечное сечение.
После завершения изготовления всех слоев, лишний материал удаляется вручную. При необходимости выполняется чистовая обработка модели (шлифовка, покрытие краской или лаком). Преимущества LOM Технологии
- идеально подходят для решения задач, требующих оценки формы и эстетических свойств изделий;
- преимуществом LOM моделей является надежность, устойчивость к деформациям и предельно эффективная стоимость, не зависящая от геометрической сложности;
- по свойствах аналогично деревянным изделиям (легко поддается обработке)
- есть поддержка
- одна из самых низких цен подобных технологий
- возможность получения деталей разного цвета (если подкрашивать слои) ;
- выращивание деталей практически любых форм и размеров (крупногабаритные детали можно выращивать по частям и затем склеивать);
- позволяет наглядно оценить его дизайн, эргономичность и проверить собираемость;
- прототип может служить мастер-моделью для изготовления оснастки при производстве малой партии изделий методом литья в силиконовые формы.
Недостатки LOM Технологии
- Выращиваемая стопа находится в установке длительное время и многократно (в момент наклейки очередного листа) испытывает сдвигающие усилия и резкие смены температур от воздействия прижимного ролика. А если есть усилия, то будут и перемещения элементов стопы (частей детали) относительно друг друга, что и является основным источником погрешностей в форме детали.
- Не высокая точность (по отношению с другими подобными технологиями)
11.3. Назначение и свойства дизайн-модели.
Внешне она соответствует, возможно, более полно серийному образцу. Отделка поверхностей соответствует качеству для выставочного образца. Поддерживает быстрые решения о методах проектирования и изготовления. Делает возможным своевременное подключение мнения третьего лица. Степень абстракции - низкая; степень детализации - частично высокая; функциональность - единичная.