

22. Программирование обработки на многоцелевых станках с чпу. Особенности кодирования информации.
Разнообразие операций, выполняемых на многоцелевых станках с ЧПУ, определяет и сложности программирования обработки деталей на этих стайках. В цикле обработки одной детали здесь могут быть фрезерные, сверлильные, расточные резьбонарезные, токарные и другие операции различной сложности, осуществляемые в разных плоскостях разными инструментами При этом программированию подлежит множество вспомогательных переходов, связанных с заменой инструмента, смещениями и поворотами обрабатываемой детали, заменой столов-спутников, выводом элементов станка в заданные фиксируемые положения, целевым управлением отдельными приводами и др. Поэтому УП для обработки одной детали на многоцелевом станке может состоять из нескольких тысяч кадров. Покадровое составление УП — крайне трудоемкий и сложный процесс Следует отметить и особо сложный формат кадра УП для „временных УЧПУ Он может включать одновременно два-три десятка адресов, причем в кадре может быть несколько одинаковых адресов, в частности адресов подготовительных G и вспомогательной М функций
Современные УЧПУ, обеспечивающие функционирование многоцелевых станков, как правило, имеют высокий класс и снащены микропроцессорными устройствами Это позволяет программировать обработку деталей на многоцелевых станках с широким использованием различных постоянных циклов, стандартных, типовых и разрабатываемых в процессе программирования подпрограмм. Ряд современных УЧПУ допускают одновременное хранение (а следовательно, и использование) в памяти до 150—200 подпрограмм. Большая часть этих подпрограмм может быть реализована по команде одного-двух кадров основной УП. Значительно упрощает программирование обработки для многоцелевых станков и возможность задания в УП так называемых запрограммированных повторений. Эти повторения могут быть реализованы как числом прогонов вызванной подпрограммы в данном кадре, гак и путем повторения кадров основной УП, ранее запрограммированных. Во втором случае в УП достаточно указать номера кадров и число их повторов.
23. Формирование управляющей программы при обработке на многоцелевых станках: формат кадра; коррекция при программировании; сокращенное описание контура.
Формат кадра. Особенности кодирования информации УП для многоцелевых станков во многом определены форматом кадра и использованием при его формировании ряда дополнительных знаков. Например, формат кадра может быть следующим:
%: DS/ N07 9G02 Х+053 Y+053 Z+053
I+043 R+043 J+043 К+043
Q+043 W+043 V+043 В+7
С+7 F41 S5 Т4 6М02 25Р7
Е7 Н7 LF
Формат кадра У11 предусматривает запись явной десятичной запятой (DS), символов начала программы (%), главного кадра (:) и припуска кадра (/) Ведущие нули во всех словах, кроме слов с адресами В и С можно опускать в том числе и в словах с адресами G и М Знак плюс можно не указывать перед всеми адресами, кроме В и С Число номеров кадров в одной УП может достигать 9999999.
В одном кадре допускается указы вать до десяти подготовительных функций (адрес G) из разных групп и до шести вспомогательных функций (адрес М) Кроме адресов геометрической информации (линейные X, Y, Z, 1, J, К, Q, R. W, V и угловые В, С) предусмотрены адреса для команд «выдержка времени» (Е), «число повторений программы (Н), «формальный параметр» (Р). Последних может быть до 25 в одном кадре.
Коррекция при программировании.
Схемы введения коррекций при составлении УП для многоцелевых станков достаточно разнообразны, что позволяет варьировать имеющиеся методы. Это открывает большие возможности для программирования. Можно считать общепринятым, что в современных УЧПУ величина коррекции (со знаком плюс или минус) вводится с пульта УЧПУ или с перфоленты в память jBM УЧПУ и хранится там в своеобразном списке коррекции с адресом D (линейные или диаметральные размеры) или Н (осевые размеры — перемещения)
Естественно, каждой коррекции присваивается свой номер Например, список коррекции в УЧПУ может быть задан таким: D05= 10 мм, D01 = 15 мм D02 = = 20 мм; D08 = 10 мм; D07 = 12 мм, D03= 12 мм, D17=— 0,8 мм и т д Необходимая коррекция в кадре УП обычно вызывается какой-либо подготовительной функцией. Значения этих функций для ряда УЧПУ:
G41—коррекция слева от контура, G42 — коррекция справа от контура, G45 — увеличение размера по абсолютной величине (величина коррекции прибавляется к заданным в определенном направлении в кадре УП значениям перемещений по осям);
G46 — уменьшение размера по абсолютной величине (величина коррекции вычитается из заданных в определенном направлении в кадре УП значений перемещения по осям);
G47 — увеличение размера по абсолютной величине на удвоенное значение коррекции указанного корректора.
G48 — уменьшение размера по абсолютной величине на удвоенное значение коррекции указанного корректора.
Коды G43 и G44 определяют направления осевого смещения (см. гл. 8).
Функции G41 и G42 обычно действуют на группу кадров УП и отменяются функцией G40 (отмена коррекции) Функции же G45 — G48 действуют только в том кадре, где указаны.
Пример 1. Обработка окружи ста (рис 9.2) с коррекцией радиуса фрезы. На корректоре D05 установлено значение радиуса фрезы 10 мм. Фрагмент программы может иметь вид:
N10 G90 GOO Х70. LF
N15 G41 P05 Х80. УЗО. LF
N20 G03 X130. Y80. 110. J-50. F500 U
N25 GO2 XI70. Y80. 1-80. JO F80 LF
N30 G03 X80. Y130. 1-80. JO F500 LF
N35 GOO G40 X70. Y80. LF
N40 XO. M02 LF
Рис 9-2 Схема обработки детали по окружности
Кадром N10 задается позиционирование в точку 1 Кадр N15 вводит коррекцию (D05) на радиус фрезы слева от контура (G41) и позиционирует фрезу в точку 2 Так как вводится коррекция то фреза центром установится на эквидистанту (в точку 2') Кадр N20 на подаче 500 мм мин фреза перемещается в точку 3 Кадром N25 задается обработка окружности с центром л = 170 мм у=80 мм Адресами l и J определяются проекции радиуса в начальную точку (это точка 3) Кадрами N30 N35 и N40 инструмент возвращается в точку 0.
Сокращенное описание контура.
При программировании фрезерных операций (например, с УЧПУ фирмы SIEMENS) сокращенное описание контура выполняется по правилам, аналогичным рассмотренным в гл. 7.
Пример Обработки контура (рис 9.11) с сокращенным описанием его геометрии. Причем что за корректором D08 закреплено значение радиуса фрезы 10 мм Условия обработки и инструмент в программе заданы заранее Фрагмент программы:
N1 G90 G17 LF
N5 GO G43 XI20. Y60. D08 LF
НЮ G3 G42 1-10. JO. 10 J15 Х85.
Y45. F90 D08 LF
N15 А135 018 Х20. Y80. LF
N20 G1 A90 0-20. AO X120. Y10.
U10. LF
N25 Y60 LF
N30 GO G40 X... LF
Начато обработки точка 1, куда инструмент смещается по команде кадра N5 Ка ,р N10 определяет движение инструмента от точки 1 до точки 2, координаты которой заданы по адресам X и Y. Параметры 1 и J соответственно определяют дуги окружностей с радиусами 10 и 15 мм
Кадр N15- команда на перемещение инструмента от точки 2 до точки 3 с координатами х = 20 мм, у = 80 мм. По а чресу U задано значение радиуса, которым сопрягаются прямые
Кадр N20 - последовательное задание элементов контура от точки 3 до точки 4. По адресу U с минусом задана величина скоса (фаска) Адресами А определены углы вертикальной и горизонтальной прямых В конце кадра с адресом U задано значение радиуса (10 мм)
Кадр N25 определяет приход инструмента в точку 1.
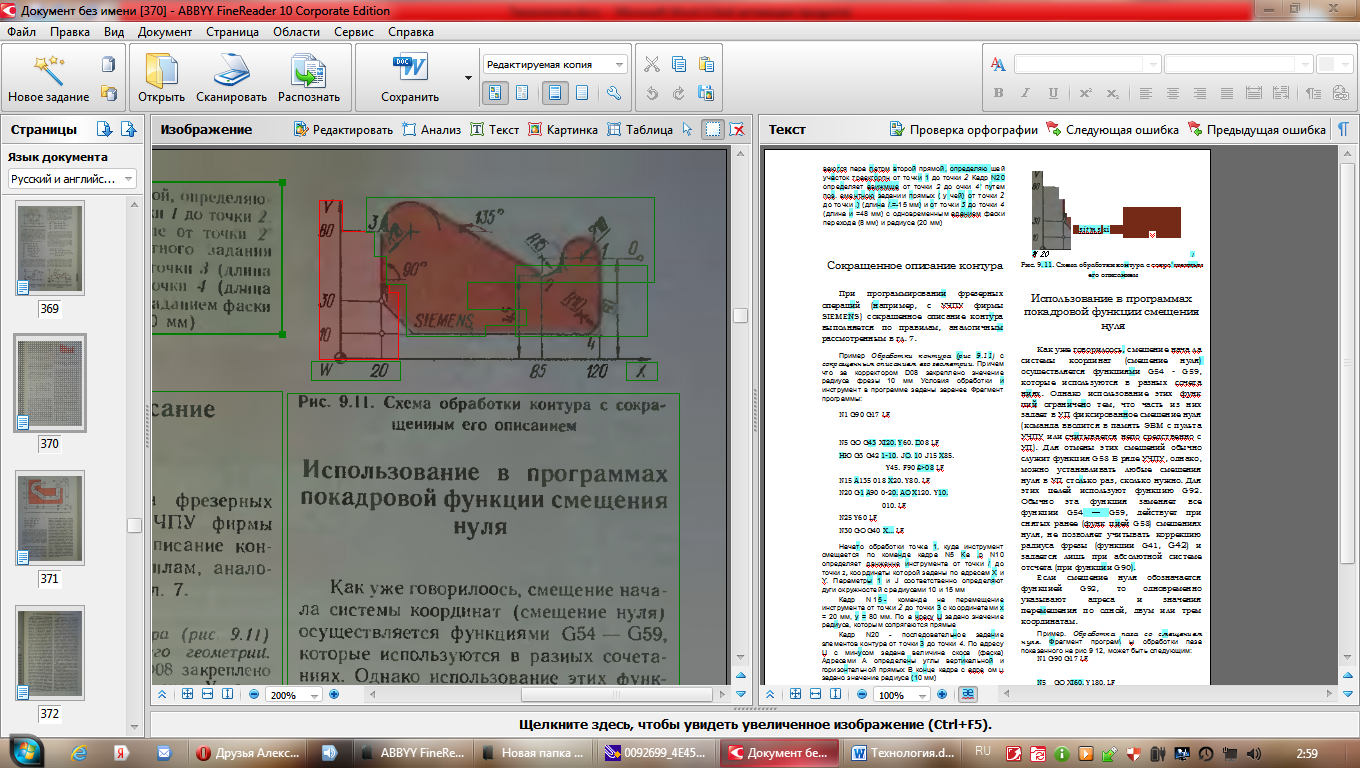
Рис 9.11. Схема обработки контура с сокращенным его описанием.