

Статистические методы регулирования и контроля качества продукции машиностроения. Программа и методические указания
.pdf–измеренное значение содержит больше информации, чем простое утверждение «да – нет»;
–характеристики процесса могут быть проанализированы безотносительно установленных требований. Карты запускаются вместе с процессом и дают независимую картину того, на что процесс способен. После этого характеристики процесса можно сравнивать с установленными требованиями;
–хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля и уменьшить временной разрыв между производством продукции и корректирующим воздействием.
Для контрольных карт, использующих количественные данные, предполагается нормальное (гауссово) распределение для вариаций внутри выборок.
Карты для количественных данных отражают состояние процесса через разброс (изменчивость от единицы к единице) и через расположение центра (среднее процесса). Поэтому контрольные карты для количественных данных почти всегда применяют и анализируют парами - одна карта для расположения
иодна – для разброса. Наиболее часто используют пару  - и
- и  -карту. В табл. 2 и 3 приведены формулы для расчета контрольных границ и коэффициенты для соответствующих карт.
-карту. В табл. 2 и 3 приведены формулы для расчета контрольных границ и коэффициенты для соответствующих карт.
Перед началом проведения анализа ТП с использованием контрольных карт на основе количественных данных готовят бланк по форме табл. 4, куда заносят результаты измерений контролируемого параметра, расчета контрольных границ, а также дополнительную информацию.
Таблица 2
Формулы для расчета границ контрольных карт с использованием количественных данных
|
Стандартные значения не заданы |
Стандартные значения заданы* |
|||
Статистика |
Центральная |
и |
Центральная |
|
и |
|
линия CL |
линия CL |
|
||
|
|
|
|
||
|
|
|
|
|
|
|
|
или |
или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
или |
|
, |
|
|
|
|
|
|
|
|
, |
или |
|
, |
|
|
|
|
|
|
Примечание. * – заданы стандартные значения |
или , , |
или . |
|||
|
|
|
|
|
|
20

Таблица 3
Коэффициенты для расчета границ контрольных карт
Чис- |
|
|
|
|
|
|
|
|
|
|
|
Коэффициенты для |
||||
ло |
Коэффициенты для вычисления контрольных границ |
вычисления центральной |
||||||||||||||
на- |
|
|
|
|
|
|
|
|
|
|
|
|
линии CL |
|
||
блю- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
дений |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
под- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
груп- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
пе n |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
2,12 |
1,88 |
2,65 |
0,00 |
3,27 |
0,00 |
2,61 |
0,00 |
3,69 |
0,00 |
3,27 |
0,797 |
1,253 |
1,13 |
|
0,887 |
3 |
1,73 |
1,02 |
1,95 |
0,00 |
2,57 |
0,00 |
2,27 |
0,00 |
4,36 |
0,00 |
2,57 |
0,889 |
1,128 |
1,69 |
|
0,591 |
4 |
1,50 |
0,73 |
1,63 |
0,00 |
2,27 |
0,00 |
2,09 |
0,00 |
4,70 |
0,00 |
2,28 |
0,921 |
1,085 |
2,06 |
|
0,486 |
5 |
1,342 |
0,577 |
1,427 |
0,000 |
2,089 |
0,000 |
1,964 |
0,000 |
4,918 |
0,000 |
2,114 |
0,9400 |
1,0638 |
2,326 |
|
0,4299 |
6 |
1,22 |
0,48 |
1,29 |
0,03 |
1,97 |
0,03 |
1,87 |
0,00 |
5,08 |
0,00 |
2,00 |
0,951 |
1,0510 |
2,53 |
|
0,395 |
7 |
1,13 |
0,42 |
1,18 |
0,12 |
1,88 |
0,11 |
1,81 |
0,20 |
5,20 |
0,08 |
1,92 |
0,959 |
1,042 |
2,70 |
|
0,370 |
8 |
1,06 |
0,37 |
1,10 |
0,18 |
1,81 |
0,18 |
1,75 |
0,39 |
5,31 |
0,14 |
1,86 |
0,965 |
1,036 |
2,85 |
|
0,351 |
9 |
1,00 |
0,34 |
1,03 |
0,24 |
1,76 |
0,23 |
1,71 |
0,55 |
5,39 |
0,18 |
1,82 |
0,969 |
1,032 |
2,97 |
|
0,337 |
10 |
0,95 |
0,31 |
0,97 |
0,28 |
1,72 |
0,28 |
1,67 |
0,69 |
5,47 |
0,22 |
1,78 |
0,973 |
1,028 |
3,08 |
|
0,325 |
11 |
0,90 |
0,28 |
0,93 |
0,32 |
1,68 |
0,31 |
1,64 |
0,81 |
5,53 |
0,26 |
1,74 |
0,975 |
1,025 |
3,17 |
|
0,315 |
12 |
0,87 |
0,27 |
0,89 |
0,35 |
1,65 |
0,35 |
1,61 |
0,92 |
5,59 |
0,28 |
1,72 |
0,978 |
1,023 |
3,26 |
|
0,307 |
Альтернативные (качественные) данные представляют собой наблюдения, фиксирующие наличие или отсутствие некоторых характеристик (или признаков) у каждой единицы рассматриваемой подгруппы. На основе этих данных производится подсчет числа единиц, обладающих или не обладающих данным признаком, или число таких событий в единице продукции, группе или области.
Альтернативные данные в общем случае могут быть получены быстро и дешево, для сбора их не требуется специального обучения. В табл. 5 приведены формулы для расчета границ контрольных карт, использующих альтернативные данные. При использовании контрольных карт для альтернативных данных достаточно одной карты, так как предполагаемое распределение имеет только один независимый параметр – средний уровень.  - и
- и  -карты основаны на биномиальном распределении, а
-карты основаны на биномиальном распределении, а  - и
- и  -карты - на распределении Пуассона.
-карты - на распределении Пуассона.
Расчеты для этих карт одинаковы, за исключением случаев непостоянства объема подгрупп. Когда объем подгрупп постоянен, для каждой подгруппы могут быть выбраны одни и те же контрольные границы. Если число контролируемых единиц в каждой подгруппе различно, должны быть рассчитаны контрольные границы отдельно для каждого объема подгруппы. Таким образом,
 - и
- и  - карты могут быть применены при постоянном объеме подгруппы, а
- карты могут быть применены при постоянном объеме подгруппы, а  - и
- и  -карты – в любой ситуации.
-карты – в любой ситуации.
21

|
|
|
|
|
Таблица 4 |
|
|
Форма контрольной карты |
|
||
|
|
|
|
|
|
Операция |
|
Объем выборки |
Характеристика |
||
Нормативы |
|
Дата |
|
Отдел |
Менеджер по качеству |
USL и LSL |
|
|
|
|
|
Средние |
|
|
|
|
|
Размахи
R
N под- |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 25 |
группы |
|
1
2
Хi 3
4
5
Сумма Хi
Средние
Размахи
R
22
|
|
|
|
|
|
Таблица 5 |
|
|
Формулы для расчета границ контрольных карт на основе |
||||||
|
|
|
альтернативных данных |
||||
|
|
|
|
|
|
|
|
Статистика |
Стандартные значения не зада- |
Стандартные значения заданы* |
|
||||
|
|
ны |
|
|
|
||
|
Центральная |
3 |
-е контроль- |
|
Центральная |
3 -е контрольные границы |
|
|
линия CL |
|
ные границы |
|
линия CL |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. * - , |
, |
, – заданные стандартные значения. |
|
||||
|
|
|
|
|
|
|
|
Когда объем подгруппы изменяется от выборки к выборке, для каждой подгруппы рассчитывают свои контрольные границы, при этом, чем меньше объем подгруппы, тем шире полоса между этими границами, и наоборот. Если объем подгрупп меняется несущественно, то можно ограничиться одним набором контрольных границ, основанным на среднем объеме подгруппы. Для практических целей достаточно, если объемы подгрупп находятся в пределах ± 25 % целевого объема подгруппы.
Для интерпретации хода процесса по контрольным картам существует набор из восьми дополнительных критериев, который схематически показан на рис. 7 – 14 [8].
Рис. 7. Критерий 1 – одна точка вне зоны 
23

Рис. 8. Критерий 2 – девять точек подряд в зоне  или по одну сторону от центральной линии
или по одну сторону от центральной линии
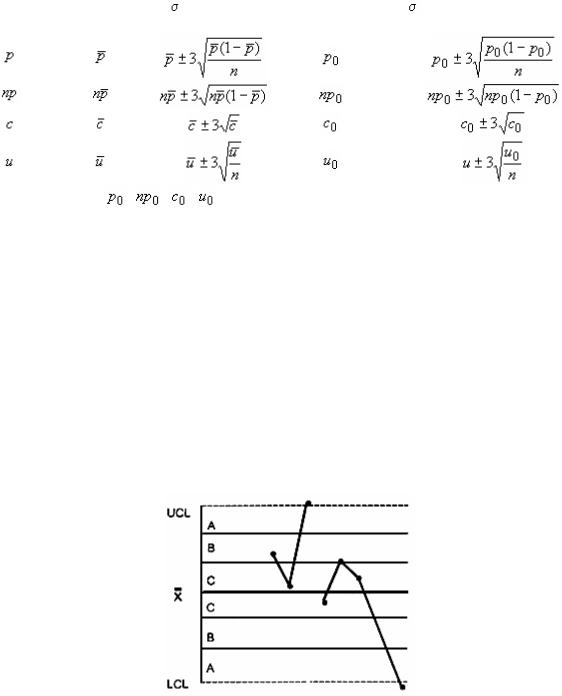
Рис. 9. Критерий 3 – шесть возрастающих или убывающих точек подряд
Рис. 10. Критерий 4 – четырнадцать попеременно возрастающих и убывающих точек
24

Рис. 11. Критерий 5 – две из трех последовательных точек в зоне  или вне ее
или вне ее
Рис. 12. Критерий 6 – четыре из пяти последовательных точек в зоне  или вне ее
или вне ее
Рис. 13. Критерий 7 – пятнадцать последовательных точек в зоне  выше и ниже центральной линии
выше и ниже центральной линии
25

Рис. 14. Критерий 8 – восемь последовательных точек по обеим сторонам центральной линии и ни одной в зоне 
Этот набор критериев можно принять за основу, но пользователи контрольных карт должны обращать внимание на любую необычную структуру точек, которая может указывать на проявление особых (неслучайных) причин. Поэтому эти критерии следует рассматривать только как примеры ситуаций, когда может быть установлено проявление неслучайных причин. Появление любого из случаев, описанных в этих критериях, – указание на присутствие особых причин, которые должны быть проанализированы и скорректированы.
Верхняя и нижняя контрольные границы контрольной карты устанавливают на расстоянии 3 над и под центральной линией. Для применения этих критериев контрольная карта делится на шесть равных зон шириной
над и под центральной линией. Для применения этих критериев контрольная карта делится на шесть равных зон шириной  . Эти зоны обозначаются
. Эти зоны обозначаются  ,
,  ,
,  ,
,  ,
,  ,
,  , причем зоны
, причем зоны  расположены симметрично центральной линии. Данные критерии применимы к
расположены симметрично центральной линии. Данные критерии применимы к  -картам и
-картам и  -картам индивидуальных значений. Предполагается нормальное распределение соответственно
-картам индивидуальных значений. Предполагается нормальное распределение соответственно  и индивидуальных значений.
и индивидуальных значений.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1.Ефимов, В. В. Управление качеством: учебное пособие / В. В. Ефимов. – Ульяновск: УлГТУ, 2000. – 141 с.
2.Ефимов, В. В. Статистические методы в управлении качеством продукции: учебное пособие / В. В. Ефимов. – Ульяновск: УлГТУ, 2002. – 232 с.
3.Миттаг, Х. – Й. Статистические методы обеспечения качества / Х. – Й. Мит-
таг, Х. Ринне . – М.: Машиностроение , 1995. – 616 с.
4.Статистические методы повышения качества / под ред. Хитоси Кумэ. – М.: Финансы и статистика, 1990. – 243 с.
26
5.Веткасов, Н. И. Статистический приемочный контроль качества продукции: Сборник лабораторных работ / Н. И. Веткасов. – Ульяновск: УлГТУ, 2005. – 64 с.
6.ГОСТ Р 50779.30 – 95. Статистические методы. Приемочный контроль качества: Общие требования. – М.: ИПК Издательство стандартов, 1995. – 26 с.
7.ГОСТ Р 507779.52 – 95. Статистические методы. Приемочный контроль качества по альтернативному признаку. – М.: ИПК Издательство стандартов, 1995. – 240 с.
8.ГОСТ Р 507779.53 – 98. Статистические методы. Приемочный контроль качества по количественному признаку для нормального закона распределения: Часть 1. Стандартное отклонение известно. – М.: ИПК Издательство стандартов, 1998. – 29 с.
9.ГОСТ Р 507779.42 – 99. Статистические методы. Контрольные карты Шу-
харта. – М.: ИПК Издательство стандартов, 1999. – 38 с.
10.ГОСТ 51814.3 – 2001. Система качества в автомобилестроении. Методы статистического управления процессами. – М.: ИПК Издательство стандартов,
2001. – 34 с.
27
ПРИЛОЖЕНИЯ
28
ПРИЛОЖЕНИЕ 1
Титульный лист пояснительной записки
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение высшего профессионального образования
Ульяновский государственный технический университет
Кафедра «Технология машиностроения»
Дисциплина «Статистические методы регулирования и контроля качества продукции машиностроения»
КОНТРОЛЬНАЯ РАБОТА
Студент _____________ |
__________________ |
________________ |
группа |
подпись, дата |
Ф.И.О. |
Преподаватель ____________________ _______________________
подпись, дата |
Ф.И.О. |
Ульяновск 2006
29