

70. Условия стружкообразования и характер формирования стружки при вибросверлении в зависимости от сдвига фаз предыдущего и последующего проходов
Эффективность глубокого сверления в значительной степени зависит от условий стружкообразования. Длинная толстая и широкая стружка может привести к забиванию выводящих каналов. Форма и размеры стружки зависят от обрабатываемого материала, геометрии инструмента, скорости резания, осевой подачи и их соотношения, СОЖ и некоторых других факторов. Условия, обеспечивающие оптимальные размеры стружки, часто определяют опытным путем, изменяя параметры обработки.
В производстве аэрокосмической техники широко применяется технология вибросверления, которая заключается в наложении на инструмент или деталь дополнительных осевых колебаний низкой частоты, обеспечивающих гарантированное дробление стружки и отвод ее из зоны обработки потоками СОЖ.
При вибрационной обработке отверстий режущие кромки инструмента получают сложную траекторию перемещения (вращение относительно оси с осевым перемещением). Очевидно, что при таком характере перемещения режущих кромок форма образующейся стружки и ее размеры определяются:
соотношением частот осевых вибраций f и вращения инструмента
 ,
,
 ;
;амплитудой вибраций А. Необходимым условием для разделения стружки является превышение амплитудой значения осевой подачи, приходящейся на режущую кромку
 .
Достаточным условием разделения стружки
является не кратность значений
.
Достаточным условием разделения стружки
является не кратность значений
 и
,
то есть не целое значение величины
и
,
то есть не целое значение величины
 .
Иначе при работе одной режущей кромки
или четном значении
при работе двумя режущими кромками
может не происходить разделения стружки.
Например, стружка будет иметь постоянную
толщину по сечению, хотя и будет
зигзагообразной;
.
Иначе при работе одной режущей кромки
или четном значении
при работе двумя режущими кромками
может не происходить разделения стружки.
Например, стружка будет иметь постоянную
толщину по сечению, хотя и будет
зигзагообразной;числом режущих кромок;
сдвигом фаз
 между следами предыдущего и последующего
проходов режущей кромки инструмента.
Величина
определяет форму сечения срезаемого
слоя (рис.32).
между следами предыдущего и последующего
проходов режущей кромки инструмента.
Величина
определяет форму сечения срезаемого
слоя (рис.32).
Допустимое значение амплитуды вибраций ограничивается статическим значением заднего угла режущей части инструмента. Очевидно, с увеличением амплитуды кинематический задний угол, то есть угол между задней поверхностью инструмента и обработанной поверхностью, будет уменьшаться. При отрицательных значениях заднего угла резание становится невозможным.

Рис. 32. Характер формирования стружки при вибросверлении в зависимости от сдвига фаз предыдущего и последующего проходов
71. Конструкция двухкромочного сверла, зенкера с дополнительными опорами для виброобработки глубоких отверстий и однолезвийной виброразвертки для обработки сквозных отверстий
Особенности работы режущего инструмента при виброобработке определяют геометрию его режущей части.
Для вибрационной обработки отверстий применяют различные конструкции инструментов (с внутренним, наружным и эжекторным подводом СОЖ). Однако для повышения эффективности обработки целесообразно использовать специальные конструкции инструментов (вибросверла, виброзенкеры и виброразвертки), геометрия которых адаптирована к условиям вибрационного резания. Эти инструменты выполняют с внутренним подводом СОЖ, они отличаются повышенной жесткостью благодаря уменьшению сечения стружкоотводящих канавок. Конструкции этих инструментов приведены на рис.33, 34, 35. В качестве инструментального материала для вибросверления широко используют твердые сплавы, в частности ВК80М, ВК10ОМ, ВК15 и др.
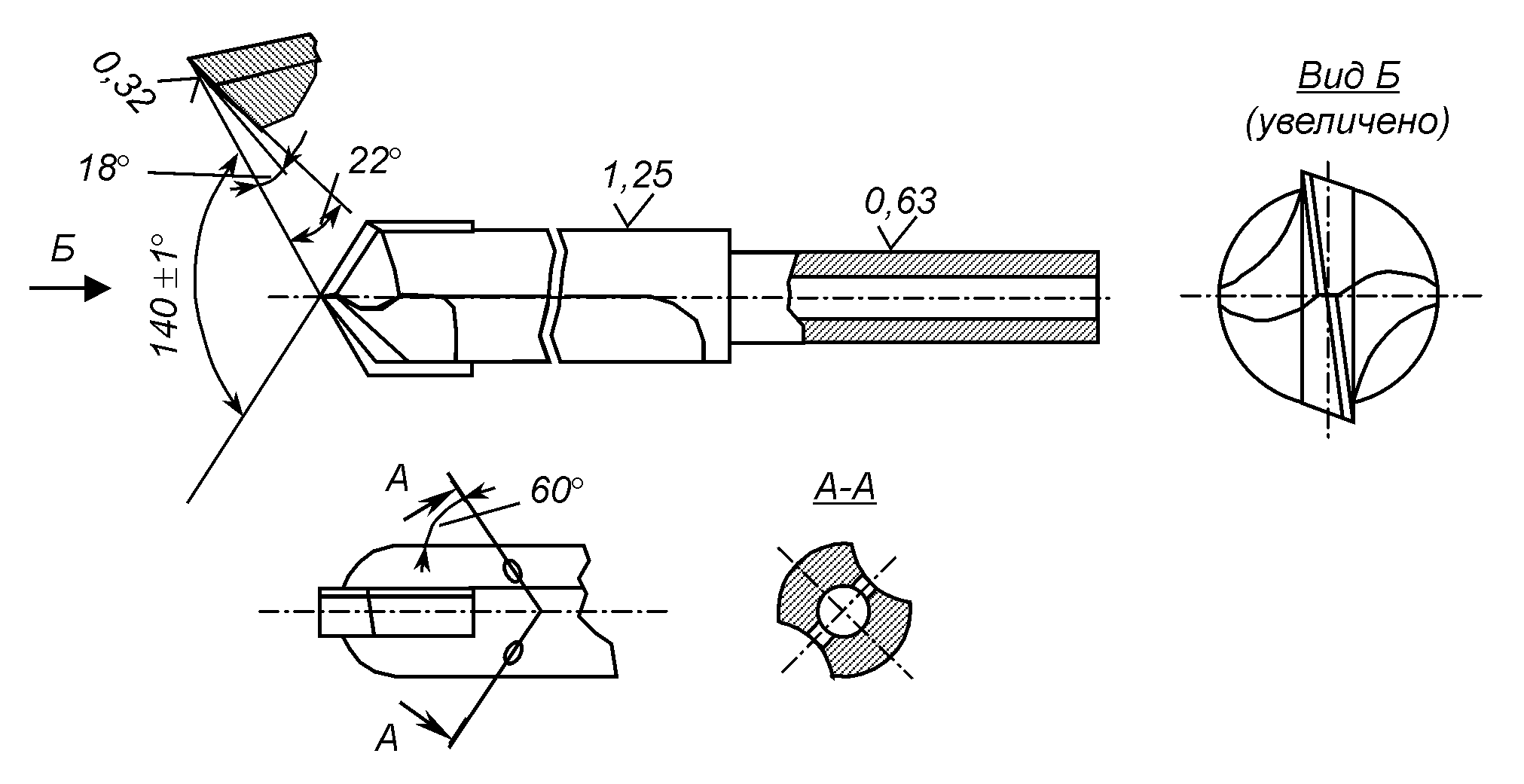
Рис. 33. Двухкромочное сверло

Рис. 34. Зенкер с дополнительными опорами для виброобработки глубоких отверстий

Рис. 35. Однолезвийная виброразвертка для обработки сквозных отверстий