

40. Конструкция «летающего резца». Цельные и сборные концевые фрезы. Примеры обработки концевыми фрезами пазов, прямоугольных выступов, сложных поверхностей, контуров, фасонных углублений, выборок
Чистовая обработка плоских протяженных поверхностей может выполняться однозубым инструментом, который называют «летающим резцом» (рис.8).
Многие операции фрезерования выполняют концевыми фрезами различной конструкции. Концевые фрезы могут быть цельными, сделанными из быстрорежущих сталей и твердых сплавов. Такие фрезы разной длины обычно имеют 2-6 зубьев с углом подъема канавки 30...45° (рис.9). а – со стружкоразделительными канавками; б – трехзубая; в – пятизубая; г – двухзубая; д, е, ж – с радиусными режущими кромками.
Для черновой обработки используют концевые фрезы со стружкоразделительными канавками или волнистой режущей кромкой, что обеспечивает разделение стружки и снижение сил резания. На рис.11 приведены некоторые виды фрезерных работ, выполняемых концевыми фрезами. При их использовании возможно как цилиндрическое, так и торцовое фрезерование. Цилиндрическое фрезерование – при обработке контуров боковой поверхностью инструмента. Часто съем материала с заготовки осуществляется одновременно боковой и торцовой поверхностями концевых фрез.
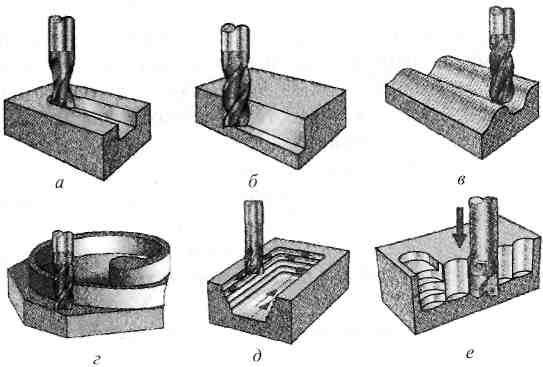
Рис. 11. Фрезерование концевыми фрезами: а – паза; б – прямоугольного выступа; в – сложной поверхности; г – контура; д – фасонного углубления; е – выборка с вертикальной подачей фрезы.
Фрезерование с осевой подачей инструмента (рис.11, е) используется для производительной предварительной обработки, когда требуется удалить большие объемы материала. Оно применяется для черновой выборки прямоугольных уступов, пазов, фасонных углублений и выступов. По сравнению с обычным фрезерованием отсутствует или минимальна радиальная (изгибающая) нагрузка на инструмент. Поскольку жесткость фрезы в осевом направлении на порядок выше, чем в радиальном направлении, то появляется возможность резкого увеличения производительности съема материала. Фрезерование с осевой подачей особенно эффективно для обработки вязких высокопрочных материалов, в частности титановых и никелевых сплавов.
41 . Обработка прямоугольных пазов концевыми фрезами. Фрезерование шпоночного паза. Обработка сложных т-образных и елочных пазов. Обработка прямоугольных пазов дисковой трехсторонней фрезой
Фрезерование широко используют для получения пазов, фасок, ребер, профильных элементов различной формы.Фрезы для обработки пазов отличаются специальной геометрией и более жесткими допусками по диаметру, необходимыми для обеспечения точности.Обработку прямоугольных пазов выполняют за один или несколько проходов (рис.12). Черновая обработка широких пазов на оборудовании с ЧПУ может выполняться с разбивкой.

Рис. 12. Обработка прямоугольных пазов концевыми фрезами:
а – за один проход; б – за несколько проходов; в – с разбивкой паза движением фрезы по замкнутому контуру.
Шпоночные пазы под призматические шпонки обрабатывают концевыми (шпоночными) фрезами начерно на полную глубину, а затем выполняют чистовое встречное фрезерование по контуру (рис.13).
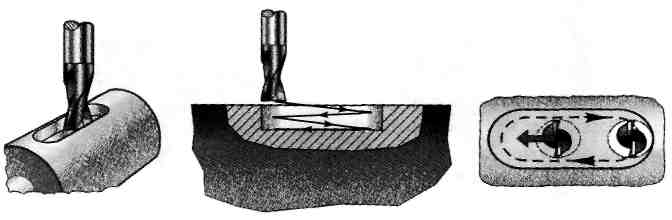
Рис. 13. Фрезерование шпоночного паза
Сегментные шпоночные канавки делают специальными дисковыми фрезами.
Пазы сложной формы (Т-образные, «ласточкин хвост», «елочка») получают специальными фрезами (рис.14).
Для глубоких сквозных пазов используют дисковые пазовые трехсторонние фрезы (рис.15).