

30. Типовые схемы обтачивания наружных поверхностей
На рис. приведены типовые схемы токарной обработки наружных поверхностей.
Проходные
резцы с главным углом в плане
 (рис.4, а) используют при обработке
открытых и полуоткрытых поверхностей
с коническими переходами.Зоны, прилегающие
к закрытому торцу, в последующем
обрабатывают резцами с
(рис.4, а) используют при обработке
открытых и полуоткрытых поверхностей
с коническими переходами.Зоны, прилегающие
к закрытому торцу, в последующем
обрабатывают резцами с
 .
.
Для обработки полуоткрытых поверхностей используют резцы с главным углом в плане . (рис.4, б).
Чистовую обработку фасонных поверхностей с радиусными элементами, торцами, обратными конусами и другими выполняют на станках с ЧПУ контурными резцами с малыми углами при вершине (рис.4, в). Их используют также для точения закрытых поверхностей большой протяженности (рис.4, г).
Подрезка открытых торцевых поверхностей может производиться отогнутыми проходными резцами с (рис.4, д) или подрезными резцами с . Последние используют и для обработки закрытых торцовых поверхностей на деталях со ступенчатыми переходами (рис.4, е).
Сложные фасонные поверхности, имеющие углубления, обрабатывают канавочными резцами с прямой или радиусной кромкой (рис.4, ж). Такие резцы способны работать в продольном и поперечном направлениях.
При обработке протяженных конусов на универсальных токарных станках часто используют метод смещения задней бабки (рис.4, з).

Рис.4. Схемы токарной обработки наружных поверхностей
31. Типовые схемы растачивания отверстий
Если требуемую форму или размеры отверстия сложно или невозможно обеспечить применением сверл, зенкеров и разверток, то его растачивают. Растачивание применяется также при обработке ступенчатых и конических отверстий, канавок и выемок, отверстий с плоским дном или непрямолинейной образующей.
Форма
передней поверхности и все углы у
расточных резцов (за исключением заднего)
принимают такими же, как и у проходных
при наружном точении. Задний угол
 назначают меньше 12° при растачивании
отверстий диаметром более 50 мм и
больше 12° при растачивании отверстий
диаметром менее 50 мм. При растачивании
резец находится в более тяжелых условиях,
чем при наружном продольном точении,
поскольку ухудшаются условия отвода
стружки и подвода СОЖ. Расточные резцы
имеют большой вылет, что вызывает отжим
инструмента и способствует возникновению
вибраций, поэтому при растачивании, как
правило, снимается стружка меньшего
сечения и снижается скорость резания.
назначают меньше 12° при растачивании
отверстий диаметром более 50 мм и
больше 12° при растачивании отверстий
диаметром менее 50 мм. При растачивании
резец находится в более тяжелых условиях,
чем при наружном продольном точении,
поскольку ухудшаются условия отвода
стружки и подвода СОЖ. Расточные резцы
имеют большой вылет, что вызывает отжим
инструмента и способствует возникновению
вибраций, поэтому при растачивании, как
правило, снимается стружка меньшего
сечения и снижается скорость резания.
Для растачивания отверстий используют резцы с разной геометрией режущей части (рис.5).
Конические отверстия растачивают с использованием наклонной подачи.
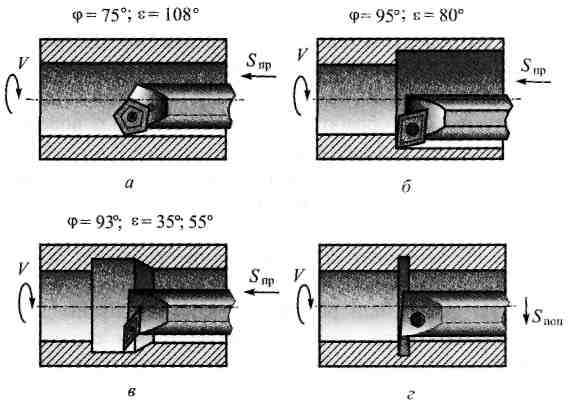
Рис.5. Типовые схемы растачивания отверстий:
а – гладких сквозных; б – ступенчатых и глухих; в – фасонных выемок и широких канавок: г – канавок
32. Схемы обработки канавок
Точение канавок (рис.6) выполняют канавочными резцами, ширину режущей части которых выбирают таким образом, чтобы обеспечить обработку за один, два или три прохода. Число проходов зависит от соотношения размеров резца и канавки и требований точности. Форма дна канавок определяется профилем режущей кромки.
Наружные угловые канавки для выхода шлифовального круга (рис.6, в) образуются при перемещении инструмента под углом 45° к оси детали.
Обработка торцевых канавок (рис.6, г) требует применения специальных резцов, имеющих радиусный изгиб подпластиночной части державки. Он позволяет обеспечить задние углы при боковых режущих кромках.
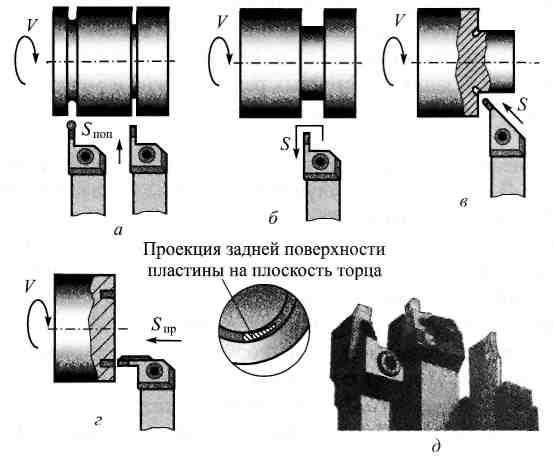
Рис.6. Схемы обработки канавок:
а – с прямым и радиусным дном; б – широкой канавки; в – наружной угловой канавки; г – торцовой канавки; д – канавочные резцы