Билет №19
1.Теория процесса дефибр-ния древ-ны.
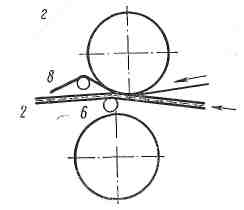
 Процесс
дефибр-ния закл-ся в расщеплении древесной
ткани зернистой пов-тью вращающегося
камня камня в вол-тую массу в присутствии
воды.Казалось бы картина простая, однако
под влиянием множ-ва переменных ф-ров
она знач-но осложн-ся.На процесс
влияет:1)св-во древесины;2)сост.камня;3)Т
в ванне и в зоне дефибрирования;4)давление
древесины на камень;5)глубина погружения
камня в массу;6)конц.массы;7) темп-ра и
кол-во спрысковой воды.
Процесс
дефибр-ния закл-ся в расщеплении древесной
ткани зернистой пов-тью вращающегося
камня камня в вол-тую массу в присутствии
воды.Казалось бы картина простая, однако
под влиянием множ-ва переменных ф-ров
она знач-но осложн-ся.На процесс
влияет:1)св-во древесины;2)сост.камня;3)Т
в ванне и в зоне дефибрирования;4)давление
древесины на камень;5)глубина погружения
камня в массу;6)конц.массы;7) темп-ра и
кол-во спрысковой воды.
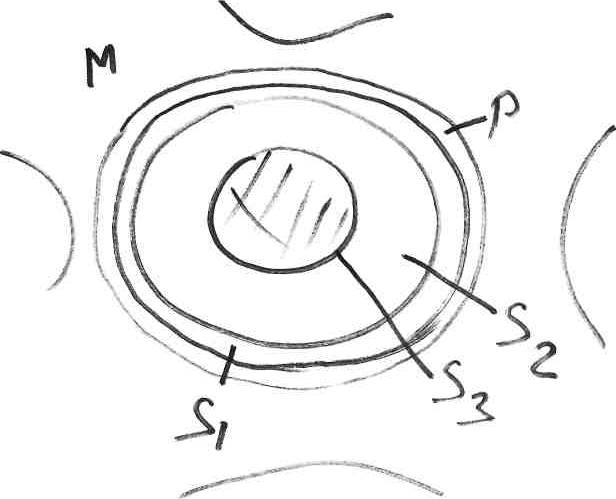
Процесс измел-ия м/т происходить по разным слоям древ-ны,т.е. либо по слою по межклеточному в-ву,либо по слою P;M;S1;S2.
M-содержит ЛГ+ГЦ(мало); Р-ЛГ(мало)+ГЦ;S1-ГЦ+Ц(мало); S2-Ц+ГЦ(мало); S3-Ц. Мы д. вести процесс так, чтобы разделить отдельные вол-на и стенки отдельных вол-н фибрилировать.
Древесномассовое произв-во имеет более 100-летнее развитие и в проц-е его развития разраб-лись разные теории. 1ми учёными были Брехт и Мюллер(Фрикционная теория).Они рассм-ли проц. дефибрирования подобный простому процессу трения. Под действием давления частицы камня истирают древ-ну при этом возникают упругие и неупругие напряжения. Они ввели коэффициент μ0 – число истирания, которое представляет сумму
μ0= μ1+ μ2; μ1–коэфф-нт трения,опред-ет упругие деформации; μ1–коэфф-нт царапанья,опред-ет неупругие деформации.
В мягких условиях дефибрирования главную роль играет μ1; в жёстких условиях коэффициент царапания.
Кольманн заявил, что процесс дефибрирования необх. рассм-ть как процесс диспергирования пов-ти древесины в рез-те «многочисленных актов линейной агрессии» образивных частиц, внедряющихся в древ-ну. По этой теории диспергирования – главное это глубина внедрения образивных частиц и это з-т от давления. Но эта теория не объясняет ни фибриллирование , не влияния на процесс др. ф-ров, тем более ,что факт-кая затрата энергии на дефибр-ние в 1000 раз превосходит пов-ной энергии древ-ны.
Кембел предложил усталостную теорию, в кот-ой сказал, что такой большой расход энергии необх. не только и не столько для преодоления пов-ной энергии древ-ны и разделения её на части, сколько на то,чтобы превратить эти вол-на в способные обр-ть ДМ в которой они обладают др-ми силами.
Эту теорию подтвердил Брехт,Шустер,Клем; Они выдвинули теорию 2-х фазности процессов. По этой теории для дефибр-ния хар-ны 2-а явления :1)расчепления древесной ткани на вол-на;2)размол отделившихся вол-он. И в соотв-вии с этим он проц-ы назвал: 1)первичный;2) вторичный процесс.
1)состоит из:а)предначальной и б) начальной. а)включает размягчение межклет-го Л под действием пара и тепла в зоне дефибр-ния, ослабление связей; б)начальный проц.,состоит в отделении вол-он от размягчённого слоя древ-ны под действием выступов в камне.2)закл-ся в размоле м/ду древ-ной и пов-тью камня, а также повторному перемеш-ию массы вовлекаемой из ванны в зону дефибрирования.
Эта теория называется теорией пластификации Л. Сейчас признана как наиб. правильно описывающая процесс. Этой теорией м/б привлечены все ф-ры из кот-ых темп-ра м/т считаться самой главной. Чем выше темп-ра, тем более пластиф-ся Л, тем легче древ-на разд-ся на вол-на, но тем меньше эти вол-на фибрилированы и наоборот.
Современная теория: дефибрир-ние приводит к увелич-ию эластичности и пластичности природного вол-на, вследствии частичного разрыва ковалентных и межмол-ных связей.Возникающие мягкие гидролитические проц-ы разм-ния Л под действием бол-го кол-ва повтор-ся циклов:сжатие-скольжение; сжатие-царапания, приводят к скалыванию вол-тых эл-ов с посл-щим рафинированием массы. При этом разл-ют внешнее и внутр-е фибриллирование вол-он. Внешнее – увел-ют реакц-ную спос-ть только пов-ти вол-он, а внутр-е обычно сопровожд-ся набуханием клеточной стенки, от деление от них фибрилл; делает в целом не только вол-на реакц-но способными, но и способными уплотнятся,примыкать др. к др. плотнее и образ-ть новые водор-ые связи и силы Ван-дер-Ваальса. При этом сближению вол-он в бум-ом листе знач-но спос-ет силы поверхн-го натяжения воды, кот. возн-ют при испарении воды.
2. Реакции ЛГ и УВ при СФИ варке. Осн. р-цией сфи варки явл-ся сульфон-ние Л, т. е. присоед-ние сфи S к Л с образ-ием лигносульфоновой к-ты. В рез-те сульфонирования Л приобретает св-ва растворимости в кислом вар-ом р-ре при высокой темп-ре.
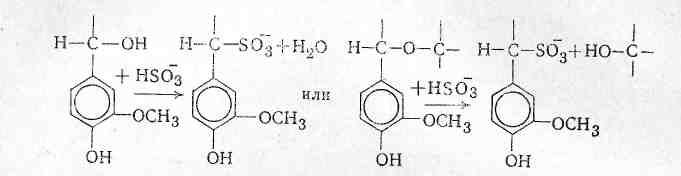 Р-ция
бисульфита, ведущую к образ-нию твердой
лигносульфоновой кислоты:
Р-ция
бисульфита, ведущую к образ-нию твердой
лигносульфоновой кислоты:
 Кроме
того м. протекать р-ции нуклеофильного
замещения:
Кроме
того м. протекать р-ции нуклеофильного
замещения:
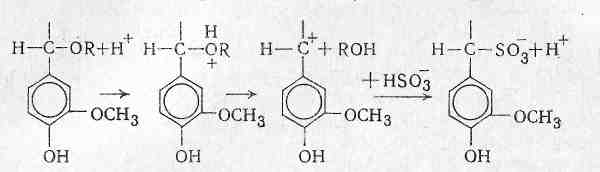
Д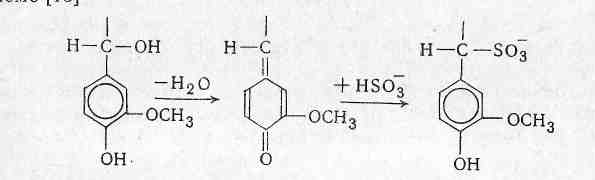 р.
возм-тью взаим-вия со свободным фенольным
гидроксилом явл-ся протекание
сульфонирования ч/з образ-ие в кач-ве
промеж-го продукта хинонметида:
р.
возм-тью взаим-вия со свободным фенольным
гидроксилом явл-ся протекание
сульфонирования ч/з образ-ие в кач-ве
промеж-го продукта хинонметида:
Гл. сульфонирующим агентом сфи вар-ой к-ты признается анион бисульфита. Однако устан-но, что в р-ции сульфонирования принимает активное участие растворенный S02. Мех-зм р-ции для этого случая м. б. представлен след-им обр.:
Разрушение легкогидролизуемых углеводов при сфи варке начинается одновременно с началом делигнификации и прод-ся затем примерно с такой же скоростью, как и удаление Л. Последующее извлечение трудногидролизуемых гемиЦ (глюкоманнана, глюкуроноксилана и др.), напротив, происходит относ-но медленно, отставая по скорости от проц-са делигнификации. По мере удаления из древесного остатка гемиЦ они обнаруживаются в Щ в виде простых сахаров. Превращение полисахаридов древесины в моносахариды явл-ся следствием гидролизующего возд-вия вар-го р-ра, и р-цию гидролиза гликозидных связей следует рассм-ть как основную р-цию углеводов при сфи варке.
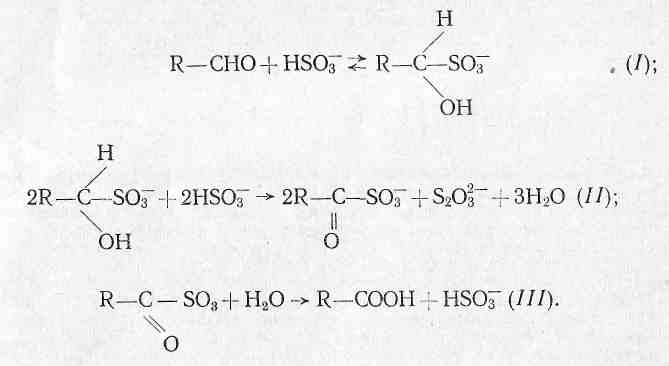
В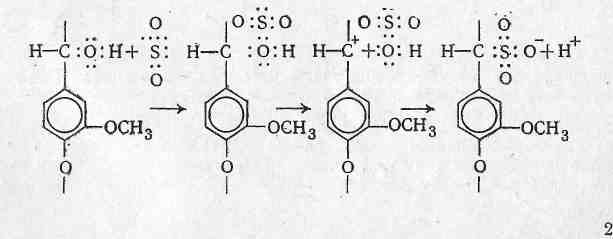 рез-те возд-вия на ГЦ ионом бисульфита
происходит их превращение в альдоновые
кислоты :
рез-те возд-вия на ГЦ ионом бисульфита
происходит их превращение в альдоновые
кислоты :
М ех-зм
этой р-ции следующий :на 1ой стадии
образ-ся альдегид-бисульфитное соед-ие
или а-оксисульфонат (1), который затем
окисл-ся бисульфитом в неустойчивый
кетосульфонат (2); в рез-те гидролиза
последнего образ-ся альдоновая кислота
(3):
ех-зм
этой р-ции следующий :на 1ой стадии
образ-ся альдегид-бисульфитное соед-ие
или а-оксисульфонат (1), который затем
окисл-ся бисульфитом в неустойчивый
кетосульфонат (2); в рез-те гидролиза
последнего образ-ся альдоновая кислота
(3):
3. Прессовая часть БДМ. Сырая бумага, отлитая на сеточном столе бумагоделательной машины, содержит 12—24% сухого вещества (в среднем 18— 20%)- Таким образом, на 1 кг бумаги в бумажном полотне остается еще 3—8 кг воды. Эта вода удаляется сначала механическим отжимом при пропуске бумажного полотна через несколько вальцовых прессов, расположенных последовательно, а затем при сушке на нагретой поверхности сушильных цилиндров. При отжиме влаги на прессах изменяется ряд свойств бумаги: повышается объемный вес, снижается пористость, воздухопроницаемость, впитывающая способность, увеличивается механическая прочность по сопротивлению разрыву, излому и продавливанию, повышается прозрачность.
При прессовании применяют шерстяные сукна, которые предохраняют слабое бумажное полотно от разрушения, пропускают отжатую влагу и одновременно транспортируют бумагу от пресса к прессу и далее к сушильным цилиндрам.
Обычно на машине устанавливают два-три мокрых пресса. На самосъемочных машинах можно встретить один мокрый пресс, при выработке высокосортных видов бумаги — четыре, а при выработке жиронепроницаемых видов бумаги — даже пять прессов.
Кроме мокрых прессов с сукнами, часто устанавливают еще сглаживающие, или офсетные, прессы без сукон. Они предназначены не для удаления влаги, а лишь для уплотнения бумаги и придания ей гладкости.
Путем механического отжима в прессовой части машины удается достигнуть сухости бумажного полотна от 25 до 42 и даже иногда до 45%. Конечная сухость бумаги после прессов зависит от вида вырабатываемой бумаги, удельного давления, скорости машины, типа и количества мокрых прессов.
Количество влаги, удаляемой мокрыми прессами, уменьшается от пресса к прессу, а потому установка большого количества прессов в ряде случаев не оправдывается экономически, так как количество воды, удаляемой на последнем прессе, может обойтись дороже, чем обезвоживание сушкой. Количество прессов, устанавливаемых на бумагоделательной машине, определяют в каждом отдельном случае технико-экономическими расчетами.
По своей конструкции мокрые прессы разделяются на двухвальные и трехвальные (сдвоенные). Обычныедвухвальные прессы могут быть а)прямыми, б)обратными и в)сглаживающими (офсетными).
Сдвоенные же прессы бывают: вертикальные, наклонные, горизонтальные и с треугольным расположением валов—пирамидальные и «симплекс».
Наибольшее применение в промышленности имеют двухвальные прессы, поэтому рассмотрим их более подробно.
Первая из этих схем применяется при выработке тонких и впитывающих видов бумаги, вторая — при выработке многих видов бумаги, в том числе писчей и бумаги для печати, на сравнительно тихоходных машинах, третья — при выработке такой же бумаги на более быстроходных машинах.
 В
первой схеме бумага поступает в оба
пресса, не меняя своего направления,
при этом она своей нижней поверхностью
соприкасается с более шероховатым
сукном, а верхней — с гладким валом.
Благодаря этому бумага приобретает
неодинаковую гладкость по сторонам
листа. Схема проста и удобна для работы,
но применять ее можно только при выработке
бумаги, к которой не предъявляют особых
требований по однородности ее сторон.
В
первой схеме бумага поступает в оба
пресса, не меняя своего направления,
при этом она своей нижней поверхностью
соприкасается с более шероховатым
сукном, а верхней — с гладким валом.
Благодаря этому бумага приобретает
неодинаковую гладкость по сторонам
листа. Схема проста и удобна для работы,
но применять ее можно только при выработке
бумаги, к которой не предъявляют особых
требований по однородности ее сторон.
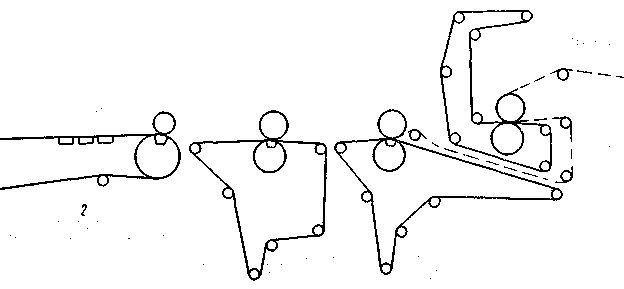
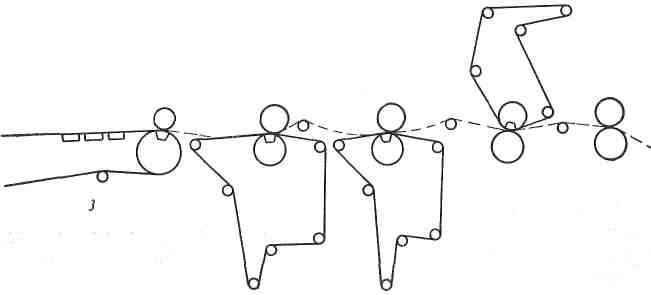 Во
второй схеме бумага, пройдя два прямых
пресса, огибает третий пресс снизу и
проходит между валами, поворачиваясь
к сукну своей верхней стороной. Благодаря
этому нижняя, более шероховатая сторона
бумаги, соприкасаясь с гладкой
поверхностью гранитного вала,
разглаживается.
Во
второй схеме бумага, пройдя два прямых
пресса, огибает третий пресс снизу и
проходит между валами, поворачиваясь
к сукну своей верхней стороной. Благодаря
этому нижняя, более шероховатая сторона
бумаги, соприкасаясь с гладкой
поверхностью гранитного вала,
разглаживается.
Третья схема отличается от второй только тем, что вместо третьего обратного пресса устанавливается прямой «перевернутый» пресс, у которого гладкий гранитный вал находится снизу, а обрезиненный отсасывающий вал с сукном — сверху, и бумажное полотно не нужно переворачивать другой стороной, чтобы разгладить более шероховатую сеточную сторону листа. Такое расположение прессов упрощает заправку бумаги и потому находит теперь применение на более быстроходных машинах при выработке писчей и бумаги для печати. Четвертый, сглаживающий, пресс еще больше выравнивает бумажное полотно и устраняет следы маркировки от сукон:
Обычный мокрый пресс состоит из двух массивных прессовых валов и сукна, движущегося по сукноведущим валикам через прессовые валы вместе с бумагой.
Нижний, покрытый резиной, прессовый вал лежит своими подшипниками на неподвижных опорах. Верхний, гранитный, вал располагается над первым в подвижных рычагах и может перемещаться относительно нижнего вала и прижиматься к нему при помощи присадочного устройства.
Верхний прессовый вал смещен по отношению к нижнему навстречу движению бумаги на 50—120 мм, чтобы облегчить сток воды, отжимаемой валами. Для очистки от приставших волокон и прочих загрязнений, а также для предотвращения наматывания бумаги прессовый вал снабжён шабером.
В последнее время на основе глубокого изучения механизма процесса обезвоживания бумаги на вальцовом прессе были предложены технические усовершенствования, которые позволили интенсифицировать работу прессов и достичь сухости бумажного полотна до 38—40% при высокой рабочей скорости машины. Из числа таких усовершенствований отметим применение 1)с пластической сеткой под сукном;2)с пластической сеткой ,надетой на вал; 3.)пресс «Вента-нип»; 4)раздельный пресс; 5)пресс высокой интенсивности.
1) Пресс с подкладочной пластической сеткой, получивший наибольшее применение. Как видно из рисунка, под обычное прессовое сукно надевается сетка из синтетического материала, которая движется по направляющим валикам. Назначение пластической сетки заключается в том, чтобы отбирать воду, отжимаемую прессом из бумаги и сукна, и уносить ее из зоны прессования. Далее эта вода частично выбрасывается из ячеек сетки центробежной силой:
2) Дальнейшим развитием идеи применения подкладочной сетки под сукно является прессовый вал с чулком из пластической сетки. В этой конструкции на нижний обрезиненный
вал (без вакуум-камеры) надевают пластмассовую сетку сравнительной грубой структуры. Ячейки этой сетки воспринимают воду, отжимаемую из бумажного полотна и сукна, которая затем удаляется из сетки выдуванием струей воздуха из воздушного шабера, установленного с нижней стороны вала под некоторым углом к касательной вала:
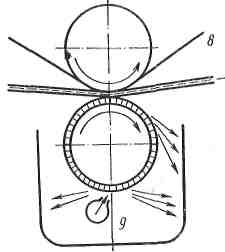
3) Особенность конструкции пресса «Вента-нип» заключается в том, что на нижнем обычном вале с твердой резиновой облицовкой нанесены спиральные канавки шириной около 0,5—0,6 мм и глубиной около 2,5—3,2 мм, с промежутками между ними около 2,5 мм .Эти канавки на теле вала сообщаются с атмосферой и служат для приема воды, отжимаемой прессом из бумаги и сукна.
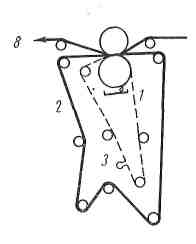
4 )Так
называемый раздельный пресс состоит
из двух отдельных пар прессов, один из
которых обычный, служит для отжима воды
из бумаги, а другой, чаще всего
отсасывающий,— для отжима воды из
сукна. Идея этой конструкции заключается
в том, чтобы вся вода, поглощенная сукном
из бумаги, отжималась на втором прессе,
на котором можно применять повышенное
давление. К достоинству этой конструкции
можно отнести: отсутствие маркировки
бумаги; сукно не раздавливает бумагу
при загрязнении, так как вода не
фильтруется через сукно на первом прессе
и не накапливается в зазоре между валами;
конструкция может применяться при
выработке различных видов бумаги;
увеличивается срок службы сукна
)Так
называемый раздельный пресс состоит
из двух отдельных пар прессов, один из
которых обычный, служит для отжима воды
из бумаги, а другой, чаще всего
отсасывающий,— для отжима воды из
сукна. Идея этой конструкции заключается
в том, чтобы вся вода, поглощенная сукном
из бумаги, отжималась на втором прессе,
на котором можно применять повышенное
давление. К достоинству этой конструкции
можно отнести: отсутствие маркировки
бумаги; сукно не раздавливает бумагу
при загрязнении, так как вода не
фильтруется через сукно на первом прессе
и не накапливается в зазоре между валами;
конструкция может применяться при
выработке различных видов бумаги;
увеличивается срок службы сукна
5)В этой констр-ции, названной прессом высокой интенс-ти, верхний прессовый вал гранитный или стонитовый, а нижний облицован резиной твердостью 20—30 пунктов по Пуссей-Джонсу, без вакуум-камеры. Б вместе с сукном проходит м/ду верхним и промежуточным валиком, а вода, отжатая из Б и сукна, поступает в углубления промежго валика и выбрасывается оттуда центробежной силой. Благодаря малому диаметру промежуточного валика и малой ширине зоны прессования пресс работает с меньшим линейным, но большим удельным давлением прессования, требует гораздо меньшей бомбировки валов и интенсивно удаляет воду из бумажного полотна.