

Ограничивающие параметры объекта контроля при эхо-импульсной толщинометрии. От каких факторов зависит диапазон измерений в толщиномерах?
Наружная поверхность контролируемого изделия, как и при дефектоскопии, должна обеспечивать возможность надежного акустического контакта с преобразователем.
Внутренняя поверхность изделия определяет выбор типа УЗ-толщиномера. Для контроля изделия с неровной внутренней поверхностью применяют только приборы группы Б, обладающие высокой чувствительностью и использующие для измерения первый донный сигнал. При контроле изделий с гладкими поверхностями применяют приборы группы А, имеющие низкую чувствительность или использующие многократные отражения.
Влияние неровности донной поверхности на точность измерения толщины начинается, когда ее параметр шероховатости больше Rz>150 мкм для частоты 2 МГц.
Минимальный радиус кривизны контролируемого изделия — важная эксплуатационная характеристика толщиномера, поскольку эти приборы чаще всего используют для контроля толщин стенок труб. Уменьшение радиуса кривизны приводит к уменьшению площади контакта преобразователя с поверхностью изделия и, следовательно, к снижению амплитуды эхо-сигнала. Приборами группы Б контролируют изделия с минимальным радиусом кривизны, например трубы диаметром 6 ... 10 мм и более, причем точность измерения и размер мертвой зоны слабо зависят от радиуса кривизны.
Приборами группы А контролируют трубы диаметром 10 ... 20 мм и больше, причем погрешность и мертвая зона увеличиваются с уменьшением радиуса трубы.
И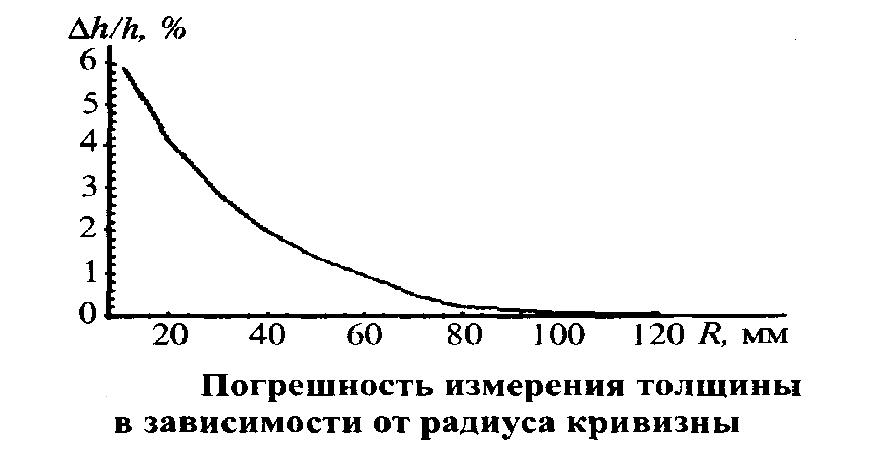 зменение
температуры приводит к изменению
скорости звука в ОК, что компенсируют
подстройкой на скорость звука. Изменяется
также скорость звука в материале
преобразователя. Для исключения этой
погрешности прибор должен обеспечивать
измерение времени пробега импульса
между поверхностями ОК и не включать в
указанный интервал время пробега в
призмах и других акустических задержках.
зменение
температуры приводит к изменению
скорости звука в ОК, что компенсируют
подстройкой на скорость звука. Изменяется
также скорость звука в материале
преобразователя. Для исключения этой
погрешности прибор должен обеспечивать
измерение времени пробега импульса
между поверхностями ОК и не включать в
указанный интервал время пробега в
призмах и других акустических задержках.
Методика проведения толщинометрии реальных объектов.
На каждом из заранее намеченных участков выполняют одно кратное измерение толщины. Если произошла грубая ошибка, то есть погрешность измерения существенно превысила ожидаемую в данных условиях, то этот результат отбрасывают и выполняют три измерения взамен ошибочного. За результат измерения принимают среднеарифметическое значение.
- При измерении толщины труб раздельно-совмещенным преобразователем акустический экран должен быть ориентирован перпендикулярно образующей трубы.
При измерении УЗ дефектоскопами следует обеспечить равенство амплитуд измеряемых импульсов и идентичность считывания результатов измерений.
Измерения толщины антикоррозионных покрытий выполняют УЗ дефектоскопами. При измерении со стороны основного металла используют прямые совмещенные ПЭП с частотой 2-6 МГц с жестким протектором. Для измерения антикоррозионных покрытий номинальной толщиной от 2 до 8 мм со стороны покрытия применяют РС ПЭП с частотой 4-6 МГц, имеющие фокусное расстояние от 4 до 10 мм и максимальный размер контактной поверхности 16 мм, а покрытий номинальной толщиной более 8 мм — РС ПЭП с частотой 4-5 МГЦ, имеющие фокусное расстояние от 20 до 30 мм и максимальный размер контактной поверхности 30 мм.
На площадке, выделенной для измерения толщины, выбирают такое положение ПЭП, при котором эхо-импульс от границы раздела двух металлических сред имеет наиболее гладкую форму и крутой передний фронт.