

Лабораторная работа №7 «Модель подвески трёх масс»
# -*- coding: utf-8 -*- # кодировка
from Tkinter import * # импорт модуля Tkinter (встроенная графическая библиотека)
from bsc_grafik import * # импорт математических функций
from math import *
class M: #для средней доли графа
def __init__(self,m):
self.m=m #коэффициент инерции
self.f=0.0 #внешняя сила
self.x=[0.0,0.0,0.0] #положение элемента, координата X, первая
производная V, вторая производная A
def step (self,dt): # dt шаг интегрирования
if self.m==0:return # если масса равна нулю, то выход из программы
self.x[2]=self.f/self.m # находим ускорение
self.x[0]+=0.5*self.x[1]*dt
self.x[1]+=self.x[2]*dt # изменяем скорость
self.x[0]+=0.5*self.x[1]*dt
m1=M(100.0) # назначаем массу телам, кг
m2=M(200.0)
m3=M(100.0)
m0=M(0.0)
V=[m0,m3,m2,m1] # создаем список масс
class C: #для левой доли графа
def __init__(self,c,r,m1,m2): # с - коэффициент жесткости, r - коэффициент
диссипации, m1- масса ведущего звена, m2- масса ведомого звена
self.m1,self.m2=m1,m2 # метод сбора данных
self.c,self.r=c,r
def F(self):
ds=self.m1.x[0]-self.m2.x[0] # нахождение разницы положений
dV=self.m1.x[1]-self.m2.x[1] # нахождение разницы скоростей
f=ds*self.c+dV*self.r # нахождение силы
self.m1.f-=f # раздача сил
self.m2.f+=f
c03=C(2000.0,0.7,m0,m3) # кортеж, в котором 2000.0 - сила, Н/м; 0.07-
коэффициент диссипации; m0 - ведущее, m3- ведомое звенья
c32=C(2000.0,0.7,m3,m2) # m3 - ведущее, m2 - ведомое звенья
c21=C(2000.0,0.7,m2,m1) # m2 - ведущее, m1 - ведомое звенья
E=[c03,c32,c21] # список левой доли из коэф. жесткости
t,dt,tkon=0.0,0.001,10.0 # задаем время, 0.0 - начальное значение,
0,001 - шаг, 10.0 - конечное значение, с
m3.x[1]=1.0 # задаем скорость массе m3
bl=Bl('t','x1','x2','x3','v1','v2','v3')
while t<=tkon: # пока истинно условие выполняется оператор
for i in V: i.f=0.0 # подготовка правых частей графа, обнуление
значений сил во всех объектах
for i in E: i.F() # формирование правых частей, раздача сил
for i in V: i.step(dt) # интегрирование
bl.add(t=t,x1=m1.x[0],x2=m2.x[0],x3=m3.x[0],v1=m1.x[1],v2=m2.x[1],v3=m3.x[1]) # запись в базу данных
t+=dt # увеличение текущего значения времени на шаг
##====================================================== Labels
clr,bg=["green","black","red","blue","#0DF","#C06","#A64","#684","#AC3",'red','green','blue'],"White"
bg='White'
##====================================================== Tkinter
A,B=1000,700
tk=Tk()
tk.title('График функции, производной и первообразной')
fr=Frame(tk)
fr.pack()
c=Canvas(fr,bg=bg,width=A,height=B)
c.pack(expand=1,fill=BOTH)
##======================================================= Output
mg,xg,yg=0.004,400,200
w=[5,3,2,2,1,1,1,1,1,1,1,1]
clrd=zip(clr,w)
##--------------------------------------------------------------------------------
desine_l(15,130,300,400,(0,0,2),clrd[0:],bl.L['t'],[bl.L['x1']],1,20,20,c,1,1)
desine_l(15,130,300,400,(0,0,2),clrd[3:],bl.L['t'],[bl.L['v1']],1,20,20,c,1,1)
desine_l(350,130,300,400,(0,0,2),clrd[1:],bl.L['t'],[bl.L['x2']],1,20,20,c,1,1)
desine_l(350,130,300,400,(0,0,2),clrd[4:],bl.L['t'],[bl.L['v2']],1,20,20,c,1,1)
desine_l(680,130,300,400,(0,0,2),clrd[2:],bl.L['t'],[bl.L['x3']],1,20,20,c,1,1)
desine_l(680,130,300,400,(0,0,2),clrd[5:],bl.L['t'],[bl.L['v3']],1,20,20,c,1,1)
tk.mainloop(1)
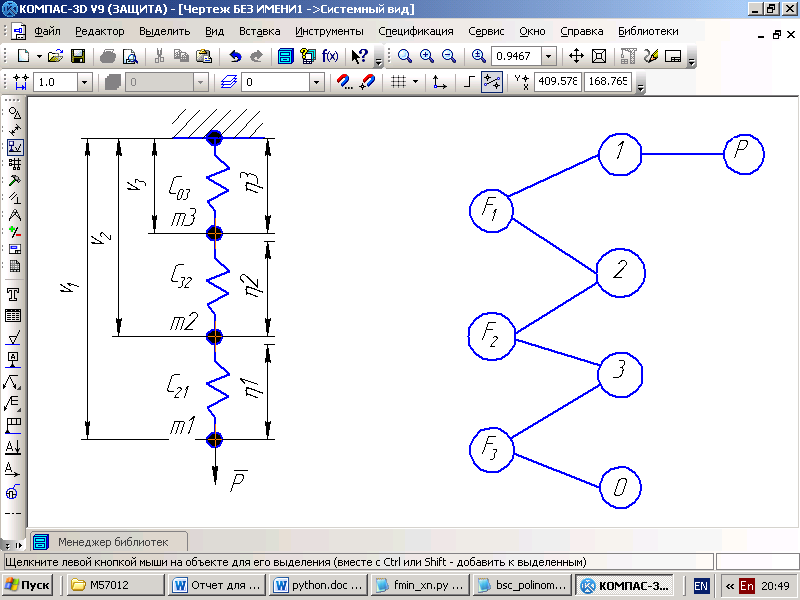
Рис.1 Модель подвески трёх масс
Лабораторная работа №8
«Модель резания. Динамический анализ работы станка 16К20»
1. Упрощённая схема токарного станка 16К20


Рис. 2 Схема замещения
2. Краткое описание работы токарного станка 16К20
Данный станок относится к 1-й группе металлорежущих станков – «Токарные станки».
Он предназначен для обработки деталей типа – «Валы».
Станок позволяет производить следующие переходы:
Точение наружных цилиндрических поверхностей,
Растачивание внутренних цилиндрических поверхностей,
Подрезка торцев наружных и внутренних,
Центрование,
Сверление внутренних цилиндрических поверхностей,
Рассверливание внутренних цилиндрических поверхностей,
Зенкование,
Зенкерование внутренних цилиндрических поверхностей,
Развёртывание внутренних цилиндрических поверхностей,
Нарезание внутренних и наружных резьб,
Отрезка детали от прутка,
Притирка и «Супперфиниширование» внутренних и наружных цилиндрических поверхностей.
Принцип работы данного станка состоит в следующем;
Заготовку устанавливают в установочно-зажимное устройство – таковым может являться патроны различного тина: 3-х,4-х кулачковый самоцентрирующий и несамоцентрирущий, поводковый, цанговый и специализированный. Оно находится на «Передней бабке» станка.
Далее производят запуск двигателя «Маслостанции», а затем и «Приводного» электродвигателя, предварительно выбрав режимы обработки, т.е. выстанив все «Регулировочные рукоятки» по меткам – в зафиксированных положениях.
После пуска производят подвод фартука по «Нанравляющим» «Станины» с суппортами поперечного и продольного перемещений резцедержателя. В резцедержателе имеется, как правило,4-е позиции для предварительной установки и закрепления металлорежущего инструмента.
И наконец можно приступать в обработке заготовки «В размер».
Станок имеет механическую подачу фартука с суппортом поперечного перемещений резцедержателя, что облегчает работу «Станочника».
ПРИМЕЧАНИЕ:
При смене металлорежущего инструмента производят отвод, резцедержателя с закреплённым в нём инструментом, от обрабатываемой детали, и отключение «Приводного» электродвига-теля.
При необходимости в корпусе «Задней бабки» имеется выдвижная «Пиноль», в которую устанавливается «Поддерживающий центр» или «Осевой металлорежущий инструмент».