

1.2 Устройство фрезерных станков
Горизонтально-фрезерный станок представлен на рис.3.2.
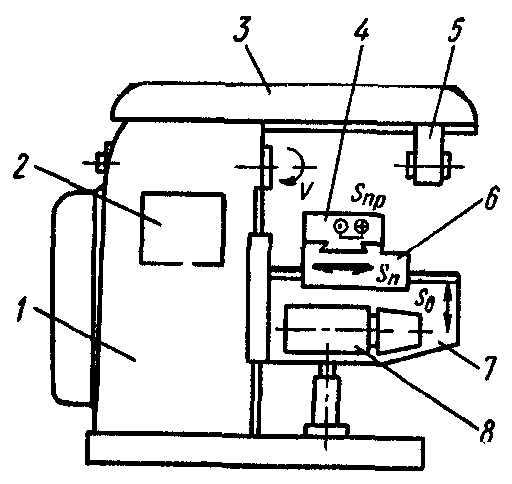
Рис.3.2. Горизонтально-фрезерный станок
В станине 1 станка размещена коробка скоростей 2. По вертикальным направляющим станины перемещается консоль 7. Заготовка, устанавливаемая на столе 4 в тисках или приспособлении, получает подачу в трех направлениях: продольном (перемещение стола по направляющим салазок 6), поперечном (перемещение салазок по направляющим консоли) и вертикальном (перемещение консоли по направляющим станины). Главным движением является вращение шпинделя. Коробка подач 8 размещена в консоли. Хобот 3 служит для закрепления подвески 5, поддерживающей конец фрезерной оправки.
Горизонтально-фрезерные станки, имеющие поворотную плиту, которая позволяет поворачивать рабочий стол в горизонтальной плоскости и устанавливать его на требуемый угол, называют универсальными.
Вертикально-фрезерный станок представлен на рис. 3.3.
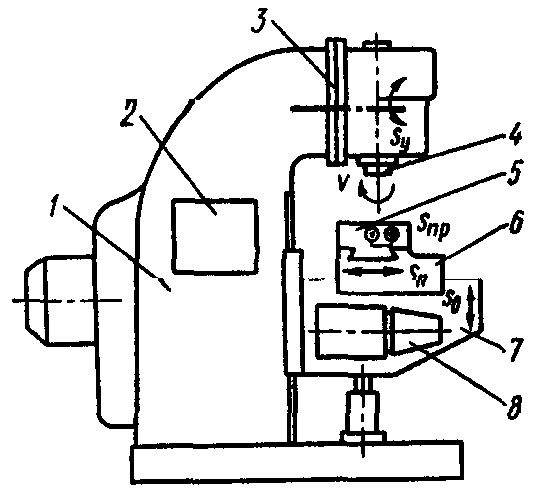
Рис.3.3. Вертикально-фрезерный станок
Основные узлы станка: станина 1, поворотная шпиндельная головка 3 со шпинделем 4, стол 5, салазки 6, консоль 7, коробка скоростей 2 и коробка подач 8. Главным движением является вращательное движение шпинделя. Заготовка, установленная на столе, может получать подачу в трех направлениях: продольном, поперечном и вертикальном.
Столы фрезерных станков имеют размеры от 160630 мм до 6301600 мм. Для установки и закрепления заготовок на столе фрезерного станка применяют различные принадлежности и приспособления – прихваты, прижимные планки и клинья, машинные тиски, поворотные столы, делительные головки и т.д.
1.3. Режимы резания при фрезеровании
К режимам резания при фрезеровании относят скорость резания V, подачу s, глубину резания t, ширину фрезерования В.
Скорость резания, т. е. окружная скорость вращения фрезы (м/мин) V = πDn / 1000,
где D диаметр фрезы, мм; n частота вращения фрезы, об/мин.
Подача величина перемещения обрабатываемой заготовки в минуту (sм, мм/мин), за время углового поворота фрезы на один зуб (sz, мм/зуб) или за время одного оборота фрезы (sо, мм/об).
Эти подачи связаны между собой зависимостями sм = sоn = szzn,
где z число зубьев фрезы.
Глубина резания t (мм) и ширина фрезерования В (мм) показаны на рис.3.1.
1.4 Инструменты для фрезерных работ и схемы фрезерования поверхностей
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (рис. 3.4, а), торцовые (рис. 3.4, б, з), дисковые (рис. 3.4, в), концевые (рис.3.4, г), угловые (рис. 3.4, д), шпоночные (рис. 3.4, е), фасонные (рис. 3.4, ж).

Рис. 3.4. Типы фрез
Фрезы изготовляют цельными (рис. 3.4, б - ж) или сборными (рис. 3.4, а, з). Режущие кромки могут быть прямыми (рис. 3.4, д) или винтовыми (рис. 3.4, а). Фрезы имеют остроконечную (рис. 3.4, и) или затылованную (рис. 3.4, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется.
Цельные фрезы изготовляют из инструментальных сталей. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
На рис.3.5 показаны схемы фрезерования поверхностей на горизонтально- и вертикально-фрезерных станках. Движения, участвующие в формообразовании поверхностей в процессе резания, на схемах указаны стрелками.
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 3.5, а) и на вертикально-фрезерных станках торцовыми фрезами (рис. 3.5, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев плоскости удобнее обрабатывать торцовыми фрезами вследствие большей жесткости их крепления в шпинделе и более плавной работы, так как число одновременно работающих зубьев торцовой фрезы больше числа зубьев цилиндрической фрезы.
Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 3.5, в) и торцовыми фрезерными головками, а на вертикально-фрезерных станках концевыми фрезами (рис.3.5, г).
Наклонные плоскости и скосы фрезеруют торцовыми (рис. 3.5, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одноугловой фрезой (рис. 3.5, е).
Комбинированные поверхности фрезеруют набором фрез (рис.3.5, ж) на горизонтально-фрезерных станках. Точность взаиморасположения обработанных поверхностей зависит от жесткости крепления фрез по длине оправки. С этой целью применяют дополнительные опоры (подвески), избегают использования несоразмерных по диаметру фрез (рекомендуемое отношение диаметра фрез не более 1,5).

Рис. 3.5. Схемы обработки заготовок
на горизонтально- и вертикально-фрезерных станках
Уступы и прямоугольные пазы фрезеруют концевыми (рис. 3.5, з) и дисковыми (рис. 3.5, и) фрезами на вертикально- и горизонтально-фрезерных станках. Уступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее число зубьев и допускают работу с большими скоростями резания.
Фасонные пазы фрезеруют фасонной дисковой фрезой (рис. 3.5, к), угловые пазы одноугловой и двухугловой (рис. 5, л) фрезами на горизонтально-фрезерных станках.
Паз клиновой фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз концевой фрезой, затем скосы паза концевой одноугловой фрезой (рис. 3.5, м). Т-образные пазы (рис. 3.5, н), которые широко применяют в машиностроении как станочные пазы, например на столах фрезерных станков, фрезеруют обычно за два прохода: вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза — фрезой для Т-образных пазов.
Шпоночные пазы фрезеруют концевыми или шпоночными (рис. 3.5, о) фрезами на вертикально-фрезерных станках. Точность получения шпоночного паза — важное условие при фрезеровании, так как от нее зависит характер посадки на шпонку сопрягаемых с валом деталей. Фрезерование шпоночной фрезой обеспечивает получение более точного паза; при переточке по торцовым зубьям диаметр шпоночной фрезы практически не изменяется.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют на горизонтально- и вертикально-фрезерных станках фасонными фрезами соответствующего профиля (рис. 3.5, п). Применение фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей. Широкие профили обрабатывают набором фасонных фрез.
Фрезерование цилиндрических зубчатых колес на горизонтально- и вертикально-фрезерных станках может проводиться методом копирования. Копирование метод, основанный на профилировании, например, зубьев фасонным инструментом, профиль режущей части которого соответствует профилю впадины нарезаемого зубчатого колеса. По методу копирования зубчатые колеса нарезают дисковой модульной фрезой на горизонтально- или универсально-фрезерных станках (рис. 3.6, а) и концевой модульной фрезой на вертикально-фрезерных станках (рис. 3.6, б) последовательно по одной впадине с использованием делительной головки. Концевыми фрезами нарезают зубчатые колеса больших модулей и шевронные колеса.
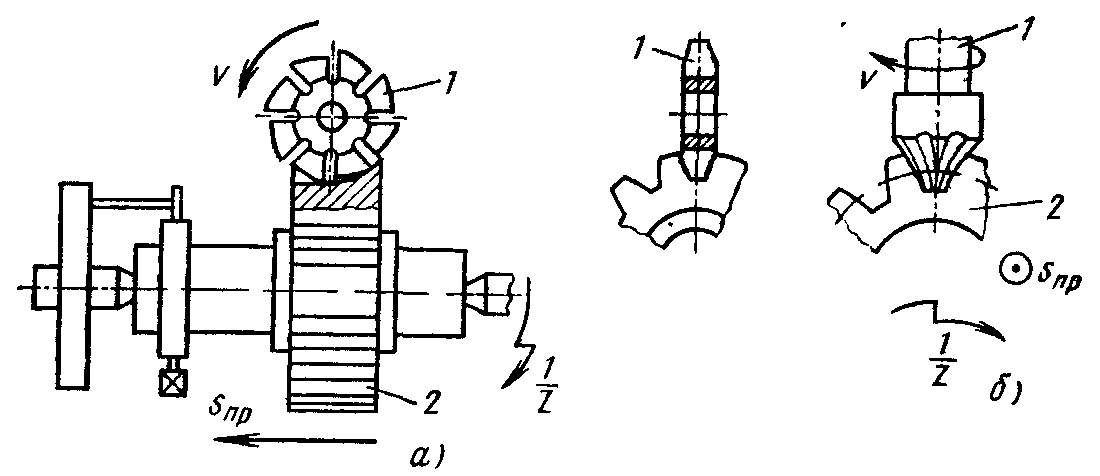
Рис. 3.6. Схемы фрезерования зубьев по методу копирования:
1 — фреза; 2 — нарезаемое колесо
Метод копирования не обеспечивает высокой точности и имеет сравнительно низкую производительность.