

Вопрос № 57
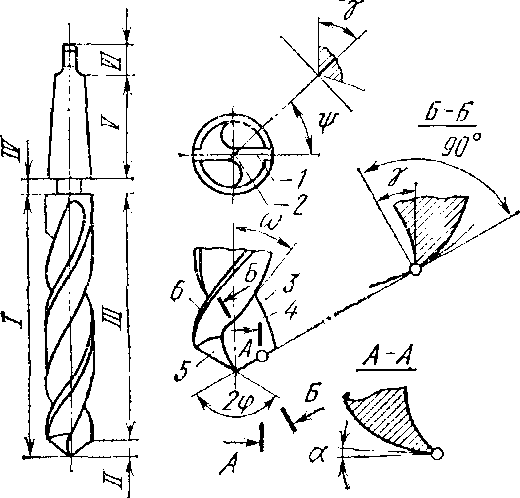
Под сверлением понимают процесс образования отверстия в сплошном материале с помощью сверла. Сверлом можно также рассверливать (расширять) имеющееся отверстие, полученное при литье, ковке, штамповке или сверлении. Обработкой сверлами в обычных условиях нельзя достичь точности размера выше 12-го квалитета и шероховатости поверхности менееRz = 40 мкм. Большую часть всех отверстий малых и средних диаметров (до 100 мм) в деталях машин получают на сверлильных станках, в которых инструмент, как правило, осуществляет оба движения резания: главное вращательное и осевое подачи. Режущий инструмент. Для сверления и рассверливания отверстий чаще других применяют спиральные сверла. Сверло состоит из рабочей части I, включающей режущую II и направляющую III части, шейку IV и хвостовик V с лапкой VI. Сверла малых диаметров имеют цилиндрический хвостовик. На режущей части (рис.1) различают две главные1, одну поперечную2 и две вспомогательные 3 режущие кромки. Передняя поверхность4 сливается с винтообразной канавкой, по которой отводится стружка. Как и передняя, задняя поверхность имеется у каждого из двух зубьев, узкие ленточки6 которых обеспечивают направление сверла при резании.
Геометрия
режущей части сверла
имеет определенные особенности. Передний
угол
 измеряют в секущей плоскости Б-Б,
перпендикулярной к главной режущей
кромке. Задний угол
измеряют в секущей плоскости Б-Б,
перпендикулярной к главной режущей
кромке. Задний угол
 измеряют в плоскости А-А,
параллельной оси сверла. Угол наклона
винтовой канавки
измеряют в плоскости А-А,
параллельной оси сверла. Угол наклона
винтовой канавки
 измеряют между касательной к винтовой
поверхности и образующей цилиндра. Углы
,
и
непостоянны в разных точках сверла,
причем угол к уменьшается, а углы
и
увеличиваются от центра сверла к
периферии. Главные режущие кромки
образуют угол при вершине сверла
измеряют между касательной к винтовой
поверхности и образующей цилиндра. Углы
,
и
непостоянны в разных точках сверла,
причем угол к уменьшается, а углы
и
увеличиваются от центра сверла к
периферии. Главные режущие кромки
образуют угол при вершине сверла
 .
Угол наклона поперечной кромки
.
Угол наклона поперечной кромки
 измеряют между проекциями главной и
поперечной режущих кромок на плоскость,
перпендикулярную к оси сверла. У
поперечной режущей кромки угол
отрицательный. Поэтому она работает в
трудных условиях, скользя по поверхности,
пластически деформируя обрабатываемый
материал. В ряде случаев возникает
необходимость в применении специальных
видов сверл.
измеряют между проекциями главной и
поперечной режущих кромок на плоскость,
перпендикулярную к оси сверла. У
поперечной режущей кромки угол
отрицательный. Поэтому она работает в
трудных условиях, скользя по поверхности,
пластически деформируя обрабатываемый
материал. В ряде случаев возникает
необходимость в применении специальных
видов сверл.
Особенностями процесса резания обуславливаются более тяжелые условия образования стружки, повышение выделения тепла и увеличение уровня нагрева сверла. Но если говорить о процессе стружкообразования, который происходит на отдельных микроучастках кромки, можно отметить, что деформации упругого и пластического характера, а также явления тепловыделения, упрочнения, образования наростов и износа инструментов возникают по таким же причинам, как и при точении. При этом скорость резания значительно больше, нежели подача, воздействует на температуру резания.
Вопрос № 58
Шлифование – процесс резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна, обладающие высокой твердостью, теплоустойчивостью и острыми кромками, соединены специальными связующими веществами в шлифовальные круги, сегменты, головки, бруски и шкурки; применяют зерна и в виде паст и порошков.
В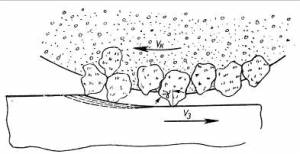 ыступающие
зерна (рис. 1) абразивного материала,
прочно закрепленные в шлифовальном
круге связующим (цементирующим) веществом,
при вращении круга с большой скоростью
(до 80 м/с) срезают (царапают) слой металла
с заготовки в виде очень мелкой стружки.
Большое число стружек (до сотни миллионов
в минуту) и их малая толщина (несколько
микрон) обусловливаются малым размером
самих режущих зерен-резцов и большим
количеством зерен, одновременно
участвующих в резании (царапании).
Вследствие малого сечения среза и
большой скорости резания шлифование
обеспечивает высокую точность (2 – 1-й
класс) и малую шероховатость обработанной
поверхности (7 – 12-го класса), а поэтому
этот процесс чаще является окончательной
(отделочной) операцией. Однако шлифование
успешно применяют и для снятия больших
объемов металла, заменяя обработку
заготовки резцом или фрезой.
ыступающие
зерна (рис. 1) абразивного материала,
прочно закрепленные в шлифовальном
круге связующим (цементирующим) веществом,
при вращении круга с большой скоростью
(до 80 м/с) срезают (царапают) слой металла
с заготовки в виде очень мелкой стружки.
Большое число стружек (до сотни миллионов
в минуту) и их малая толщина (несколько
микрон) обусловливаются малым размером
самих режущих зерен-резцов и большим
количеством зерен, одновременно
участвующих в резании (царапании).
Вследствие малого сечения среза и
большой скорости резания шлифование
обеспечивает высокую точность (2 – 1-й
класс) и малую шероховатость обработанной
поверхности (7 – 12-го класса), а поэтому
этот процесс чаще является окончательной
(отделочной) операцией. Однако шлифование
успешно применяют и для снятия больших
объемов металла, заменяя обработку
заготовки резцом или фрезой.
Процесс стружкообразования при шлифовании приближается к резанию, осуществляемому зубом фрезы. Несмотря на малые размеры срезаемого слоя, получаемая при шлифовании стружка имеет то же строение и вид, что и стружка, получаемая при фрезеровании. Здесь также имеют место упругое и пластическое деформирование, тепловыделение, упрочнение, износ и др. Но так как не все зерна одинаково участвуют в работе, то наряду с нормальной (мелкой) стружкой при шлифовании получается еще и металлическая пыль, которая при высокой температуре спекается. Высокая температура при шлифовании (до 1000 – 1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания.
Особенности процесса резания при шлифовании. Абразивный инструмент, в отличие от лезвийного инструмента, имеет множество режущих микролезвий, расположенных хаотично. Единичное зерно шлифовального круга может располагаться на некотором расстоянии от обрабатываемой поверхности, скользить по обработанной поверхности (скользящие зерна), проникать в обработанную поверхность на небольшую глубину и деформировать материал заготовки только пластически (деформирующие зерна), проникать в обработанную поверхность на глубину, достаточную для снятия стружки (режущие зерна). По сравнению с лезвийной обработкой шлифование характеризуется повышенным сопротивлением резанию, поскольку скользящие зерна создают дополнительное трение, деформирующие зерна — дополнительные упругую и пластическую деформации, а у режущих зубьев углы резания неоптимальные. Кроме того, сила резания на единичном зерне больше, но так как снимаются микростружки, суммарная сила резания невелика. За счет дополнительного трения и деформаций температура в зоне резания значительно выше, чем при лезвийной обработке, поэтому возможны структурные превращения металла в зоне резания (прижоги). Стружка сгорает на воздухе в виде снопа искр, что требует дополнительных мер пожарной и санитарной безопасности.
Вопрос №57; 59


Вопрос № 59
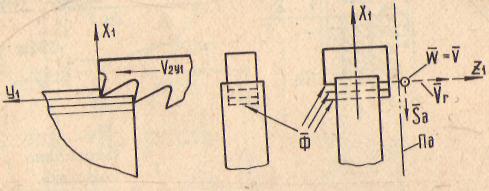
Протягивание
Обработка, осуществляется производящей
поверхностью, состоящей из режущих
кромок, удаленных от оси на различную величину. Формообразование
осуществляется участком режущей
кромки. Поверхностью движения является
плоскость, перпендикулярная к обработанной
поверхности. Направление подачи
характеризует постепенное вхождение
зубьев протяжки в заготовку. При
протягивании
на различную величину. Формообразование
осуществляется участком режущей
кромки. Поверхностью движения является
плоскость, перпендикулярная к обработанной
поверхности. Направление подачи
характеризует постепенное вхождение
зубьев протяжки в заготовку. При
протягивании
 ,
поэтому значения
,
поэтому значения
 и
и
 совпадают.
совпадают.
Протягивание является одним из наиболее производительных видов обработки металлов резанием и широко распространено в серийном и массовом производстве. Высокая производительность при протягивании объясняется большой суммарной длиной режущих кромок, одновременно участвующих в срезании материала.
Протягиванием обеспечивается получение обработанной поверхности в пределах первого - третьего классов точности, с шероховатостью Ra 2,5 - 0,16 мкм, таким образом, протягивание является не только высокопроизводительным, но и высокоточным методом обработки.
Протяжками обрабатывают сквозные отверстия любой формы, прямые или винтовые канавки, наружные поверхности разнообразной формы, зубчатые колеса наружного и внутреннего зацепления.
Процесс зенкерования осуществляется зенкером. Операция зенкерования более точная, чем сверление. Сверлением достигается 11—12-й квалитеты и шероховатость поверхности Rz 20 мкм, а зенкерованием — 9—11-й квалитеты и шероховатость поверхности Ra 2,5 мкм.
На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях.
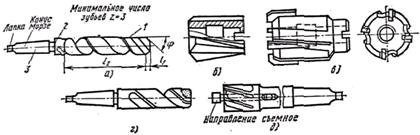
Рис. 58. Зенкеры: а—цельный с коническим хвостовиком, б—насадной цельный, в—насадной с наборными ножками, г—оснащенный твердосплавной пластинкой, д—c направлением для цилиндрических углублений
Развертывание является операцией более точной, чем сверление и зенкерование. Развертыванием достигается 6—9-й квалитеты и шероховатость поверхности Ra 1,25—0,25 мкм.
Процесс
развертывания является чистовой
операцией для получения точных отверстий.
Резание осуществляется разверткой.
Развертывание более точная операция,
чем сверление и зенкерование. Развертка
во многом напоминает зенкер, основное
ее отличие от зенкера в том, что она
снимает значительно меньший припуск и
имеет большое число зубьев — от 6 до
12. Развертка состоит из рабочей части
и хвостовика . Рабочая часть в свою
очередь состоит из режущей части и
калибрующей. Режущая
часть наклонена к оси под главным углом
в плане ![]() и
выполняет основную работу резания.
и
выполняет основную работу резания.
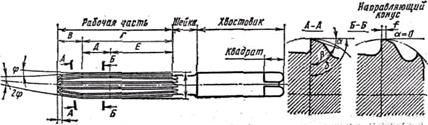
Рис. 69. Развертка