Лекция №2 Соединения. Разъемные и неразъемные соединения. Резьбовые соединения.
Детали и узлы, составляющие машину, связаны между собой тем или иным способом. Связь деталей и узлов машин между собой осуществляется с помощью различных соединений, которые можно разделить на подвижные и неподвижные.
Мы будем рассматривать только неподвижные соединения (резьбовые, сварные, заклепочные), которые делятся на разъемные и неразъемные.
Разборка разъемных соединений происходит без нарушений скрепляемых деталей. К ним относятся резьбовые, клиновые, шпоночные, шлицевые, профильные соединения.
Неразъемные соединения не позволяют разбирать узлы без разрушения и повреждения деталей. К данной группе относятся заклепочные и сварные соединения.
Резьбовые соединения – разъемные соединения, осуществляемые с помощью специальных резьбовых деталей – винтов, шпилек, гаек или резьб, непосредственно нарезаемых на соединяемые детали.
Данные соединения получили наибольшее распространение в машиностроении.
Достоинства: 1. Высокая надежность
2. Удобство сборки и разборки
3. Относительно низкая стоимость,
вследствие массового износа.
Основной недостаток – значительное количество концентраторов напряжений в резьбовых деталях, являющихся основной причиной их усталостного разрушения.
Методы нарезания резьб: 1. Нарезка вручную метчиками или плашками.
2. Нарезка на токарно-винторезных станках
3. Фрезерование на специальных резьбофрезерных станках. Для винтов больших диаметров с повышенными требованиями к точности изготовления.
4. Накаткой на специальных резьбонакатных станках.
5. Литьем на деталях из стекла и пластмасс.
6. Выдавливанием – на тонкостенных изделиях из жести.
Классификация резьб.
В зависимости от профиля – треугольного. трапециидального, круглого, прямоугольного.
В зависимости от формы поверхности,
на которой нарезана резьба – цилиндрические
конические
По расположению на поверхности – внешние
внутренние.
По эксплуатационному назначению:
а) крепежные (метрическая)
б) крепежно-упллотнительные
в) ходовые (трапециидальная, упорная)
г) специальные.
4. В зависимости от направлений винтовой поверхности резьбы подразделяются на правые и левые.
5. По числу заходов – на однозаходные и многозаходные.
Геометрические параметры резьбы.
d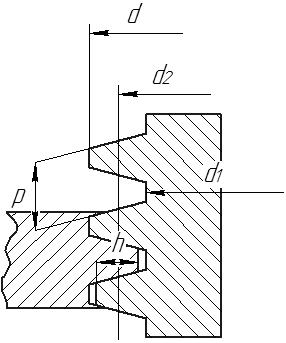 – наружный диаметр;
– наружный диаметр;
d2 – средний диаметр;
d1 – внутренний диаметр.
d2 – диаметр воображаемого цилиндра, образующая которого пересекает резьбу в таком месте, где ширина выступа равна ширине впадины;
h – рабочая высота профиля резьбы;
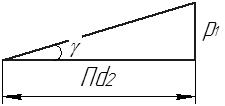
p – шаг;
p1 – ход, поступательное перемещение образующего профиля за один оборот или относительное смещение осевое перемещение гайки за один оборот.
Для однозаходной
резьбы р1
= р; для многозаходной р1
= р![]() n,
где n
– число заходов;
n,
где n
– число заходов;
![]() - угол подъема
винтовой линии.
- угол подъема
винтовой линии.