50. Способи обробки застібок на петлі і гудзики у корсетних виробах поясної групи, обладнання, яке використовується.
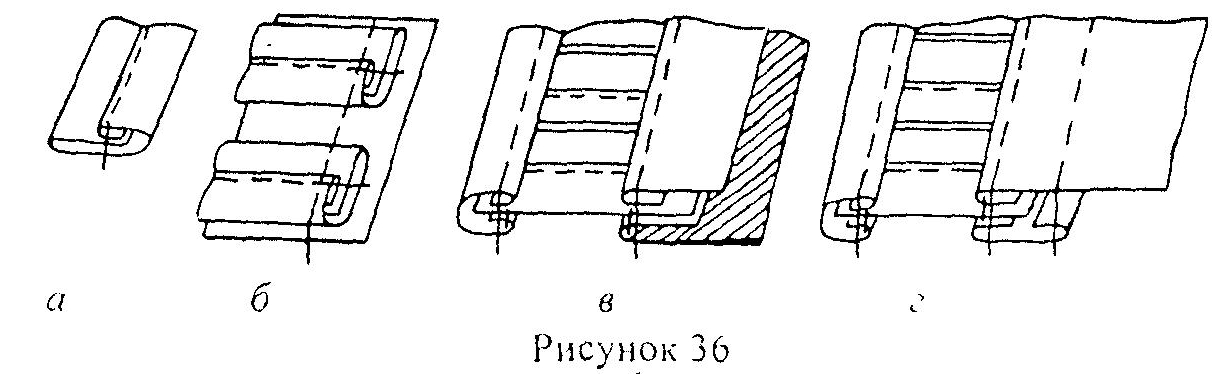
Обработка застежки на петли и пуговицы (второй вариант). Для изготовления петель применяют полоски из основной ткани, которые перегибают вдоль, накладывая срезы друг на друга но середине деталей, верхний срез подгибают внутрь на 5 - 7 мм и настрачивают его на расстоянии 1-1,5 мм от подогнутого края (рис. 36а). Готовые полоски для петель разрезики по длине пет- ли, накладывают на лицевую сторону детали (обтачки) для обработки их внешних срезов, длина которой равна длине зас тежки, уравнивая срезы полосок для петель со срезом обтачки, а боковые стороны полосок для пею.п, укладывают рядом друг с другом, после чего полоски для нетель притачивают к обтачке швом шириной 7 - 10 мм (рис. 366). Затем концы полосок для пеюль огибаю! обтачкой, срез обтачки подгибают внутрь на 7 мм и настрачивакп на расстоянии 1 - 1,5 мм от сгиба(852-2. ПО «Подольскшвеймаш»+ 1-36. МОМЗ ЦНИИШП) (рис. 36в).
Свободные концы полосок для петель притачивают к правому боковому срезу передней детали. Если изделие с подкладкой, то петли притачивают вначале к подкладке, а затем настрачивают, подгибая срез основной детали на 7 мм на расстоянии 1 - 1,5 мм от подогнутого края (рис. 36в). Если изделие без подкладки, то свободные концы петли притачивают к передней детали с лицевой стороны, а затем шов отгибают в сторону основной детали и настрачивают с обтачкой с изнаночной стороны на двухигольпой машине (маш. LH-515илиLH-1152«JUKI» (Япония)+М006) (рис 36г).
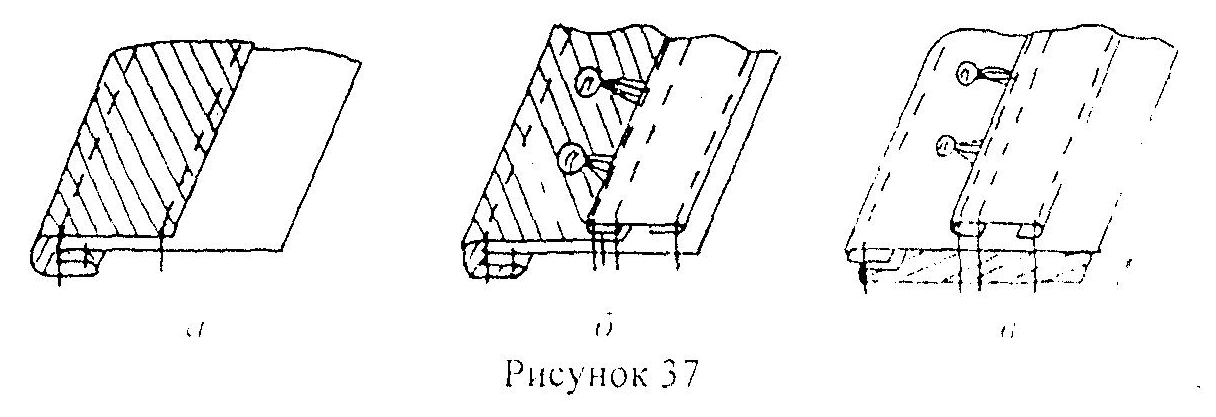
Обработка края застежки под пуговицы на «ножке» из тесьмы. Если изделие без подкладки, то срез застежки обтачивают обтачкой из подкладочной ткани, складывая ее лицевой стороной с лицевой стороной изделия. Ширина шва 7-10 мм. Шов огибают обтачкой и настрачивают по краю на расстоянии ! - 1,5 мм. Второй срез обтачки настрачивают на основную ткань на расстоянии 5 мм от среза (рис. 37а). На лицевую сторону изделия настрачивают полоску из основной ткани с подогнутыми срезами. При этом под внешний край полоски подкладывают концы тесьмы, продетой в отверстия пуговиц (маш. LH-515илиLH-1152«JUKI» (Япония)+В049) (рис. 37,б)
В изделие с подкладкой срезы основной ткани и подкладки подгибают внутрь на 7 - 8 мм и настрачивают на расстоянии 1-1,5 мм от подогнутых краев (рис. 37в). Пуговицы закрепляют так же, как описано выше.
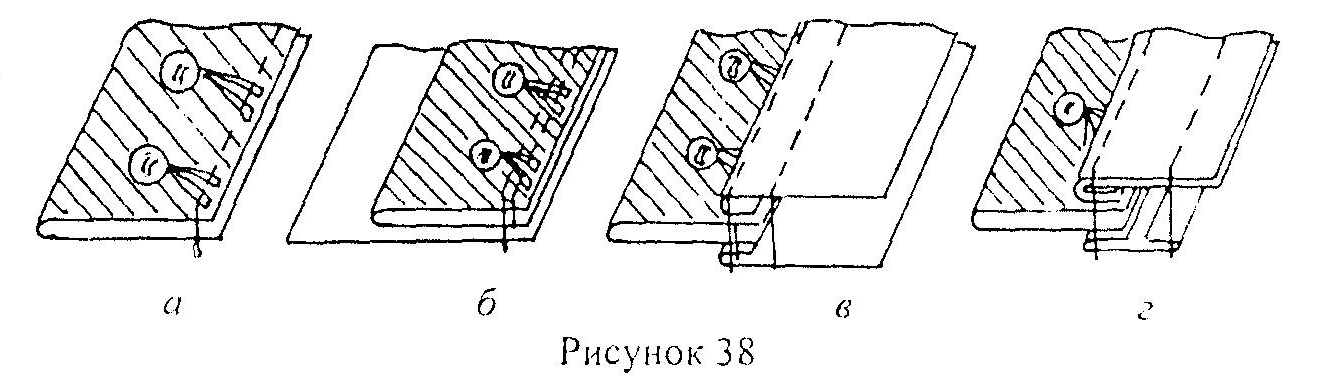
 Так
же в изделиях с подкладкой обработку
края застежки под пуговицы можно
обрабатывать планкой из подкладочной
ткани. Планку nepeгибают
вдоль
посередине и настрачивают на неё концы
тесьмы, продетой в отверстие пуговиц
(рис. 38а). Затем планку с пуговицами
притачивают к подкладке швом шириной
7 - 10 мм (рис. 386). Срез основной детали
верха подгибают внутрь па 7 мм и
настрачивают двумя строчками: первой
па расстоянии 1-1,5 мм от перегиба
детали, второй—на расстоянии 5 мм от
первой (рис. 38
в).
При работе на двухигольной машине также
может применяться обтачка (маш.
LH-515илиLH-1152«JUKI»
(Япония)+М017) (pис
38 г).
Так
же в изделиях с подкладкой обработку
края застежки под пуговицы можно
обрабатывать планкой из подкладочной
ткани. Планку nepeгибают
вдоль
посередине и настрачивают на неё концы
тесьмы, продетой в отверстие пуговиц
(рис. 38а). Затем планку с пуговицами
притачивают к подкладке швом шириной
7 - 10 мм (рис. 386). Срез основной детали
верха подгибают внутрь па 7 мм и
настрачивают двумя строчками: первой
па расстоянии 1-1,5 мм от перегиба
детали, второй—на расстоянии 5 мм от
первой (рис. 38
в).
При работе на двухигольной машине также
может применяться обтачка (маш.
LH-515илиLH-1152«JUKI»
(Япония)+М017) (pис
38 г).
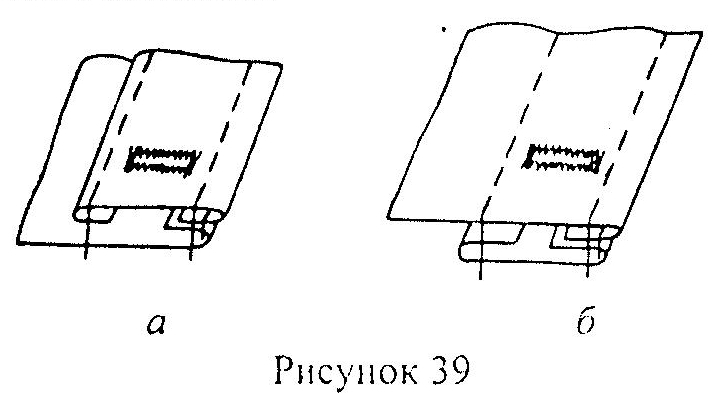
Обработка застежки с обметанными петлями. При обработке такой застежки к боковому срезу передней детали притачивают планку швом шириной 7 мм. Затем планку перегибают на лицевую сторону изделия. Свободный срез подгибают на 7 мм и настрачивают на расстоянии 1-1,5 мм от перегиба (рис. 39а).
Край застежки можно обработать обтачкой с изнаночной стороны основной детали. Боковой срез обтачивают швом шириной 7 мм, затем обтачку перегибают на изнаночную сторону изделия, шов выправляют, образуя кант из основной детали шириной 1 мм, и настрачивают на расстоянии 1-1,5 мм от края. Второй срез обтачки подгибают на 5 - 7 мм внутрь и настрачивают на расстоянии 1 - 1,5 мм от перегиба (рис. 396). Петли обметывают по разметке на машине полуавтоматического действия.