43.Технологічний процес збірки корсетних виробів бюстгальтерної групи, обладнання, яке використовується.
Сборка изделия
I. Соединение чашек с поясом.
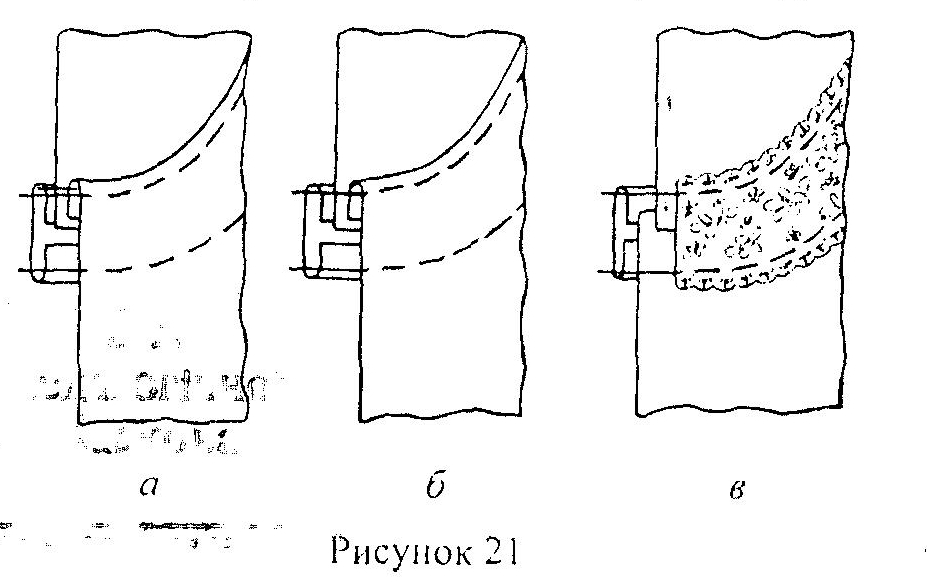
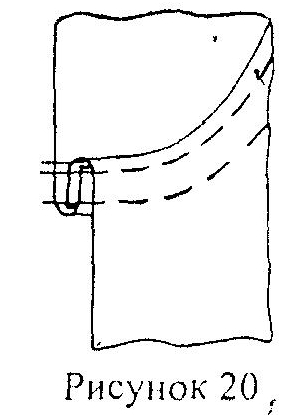
1. Втачивание обработанных чашек в вырез пояса (производят запошивочным, настрочным или накладным швами): а) запошивочным швом (рис. 20) чашки вкладывают в вырез пояса и соединяют их со стороны пояса по контрольным надсечкам (на маш. 97 кл.ПО «Промшвеймаш»). Шов отгибают в сторону пояса, срезы подгибают внутрь и настрачивают на расстоянии 1 —1,5 мм от подогнутого среза (на маш. 852-(х7) кл.ПО «Подольскшвеймаш»); б)настрочным швом (рис. 21,а) чашку совмещают с поясом по верхним срезам и втачивают ш.ш. 6-7 мм(на маш. 97 кл.ПО «Промшвеймаш»). Шов втачивания чашки настрачивают по поясу двумя строчками: первая - на расстоянии 1-1,5 мм от шва, вторая - на расстоянии 5 - 8 мм от первой; в)накладным швом: - накладной с подгибанием срезов пояса с одновременным настрачиванием полоски ткани со стороны изнанки на маш. LH-515илиLH-1152 «JUKI» (Япония)+приспособление М124 (рис. 21,б), накладной без подгибания срезов деталей на маш. LH-515илиLH-1152«JUKI» (Япония)+приспособление М038 (рис. 2 I,в).
II. Соединение бретелей с верхними срезами чаїнки и пояса.
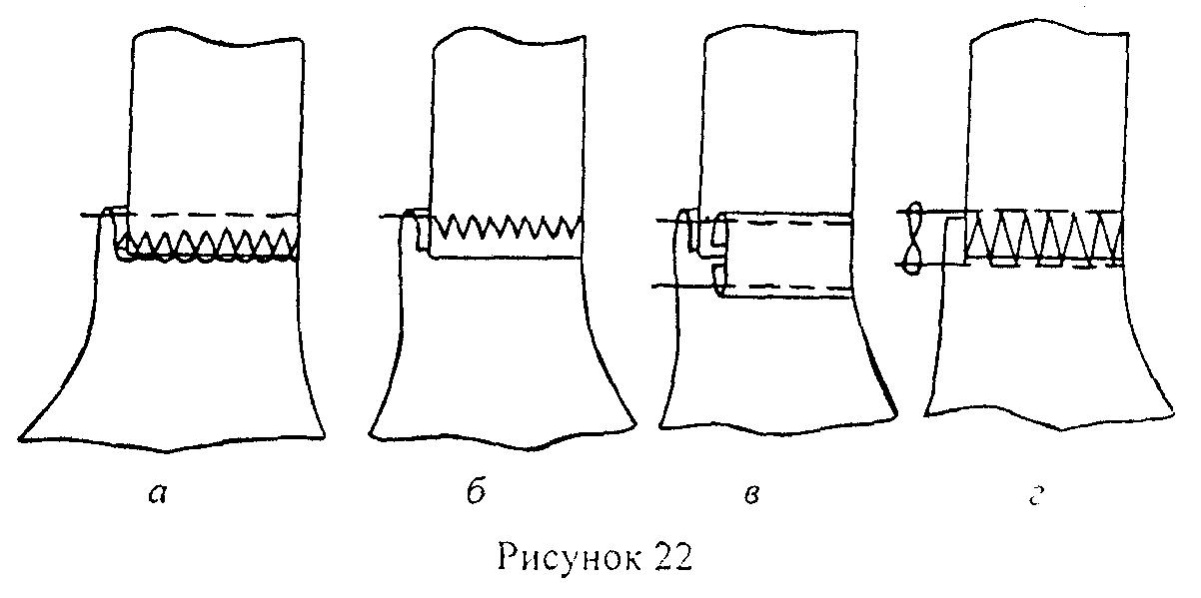
2.1 Если бретель не регулируется по длине: притачивание концов бретелей к фигурным выступам боковой детали пояса возможно на машине MF-880илиMF-860«JUKI» (Япония)+приспособление К106 (рис. 22а), на машине зигзагообразной строчки LZ-1286илиLZ-1280«JUKI» (Япония)+приспособление К051 (рис. 226), а также на двухигольной машине LH-515илиLH-1152 «JUKI» (Япония)+приспособление М124 с одновременным настрачиванием обтачек (при одновременной обработке верхних срезов пояса) (рис. 22в).В изделиях из эластичных материалов бретели соединяют накладным швом на плоскошовной многониточной машине GX3-34-2WR-25 «RIMOLDI» (Италия) (рис. 22г).
2.2 Пристегивающиеся бретели - укладывают па боковую деталь пояса по разметке так, чтобы необработанный конец попал в шов настрачивания нижнего края изделия.
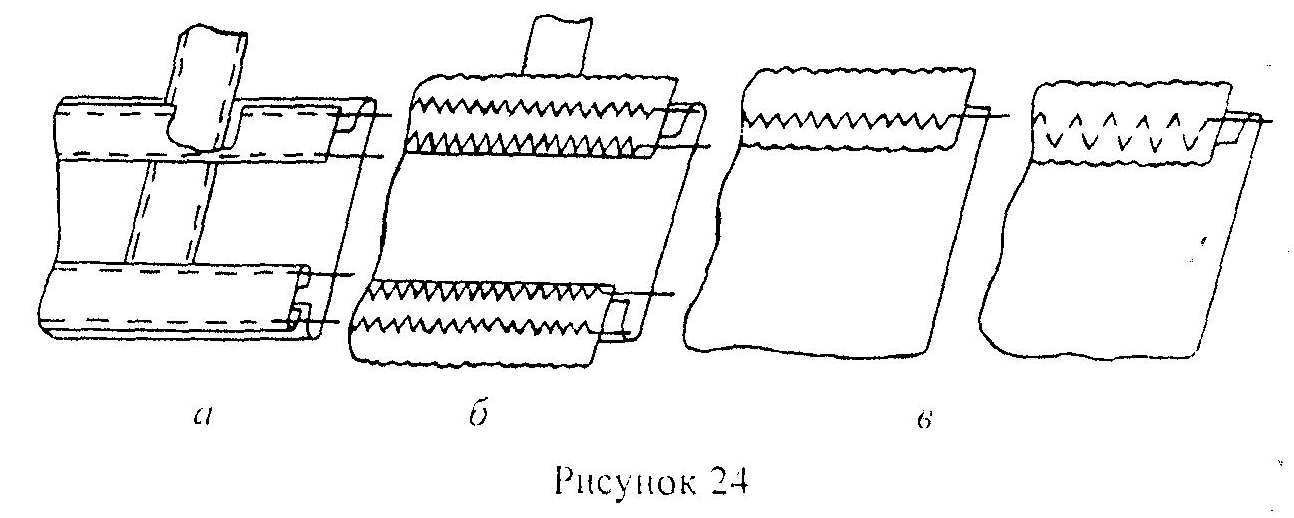
III. Обработка верхнего и нижнего срезов бюстгальтера: а)швом вподгибку - их застрачивают со стороны изнанки швом вподгибку с закрытым срезом на машине 97-А. ПО «Промшвеймаш»+приспособление 2-11М.МОМЗ ЦНИИШП. (рис. 23а); б)срезы эластичных частей пояса бюстгальтера застрачивают швом вподгибку с открытым срезом на машине зигзагообразного стежка LZ-1286илиLZ-1280«JUKI» (Япония)+приспособление К111(рис. 236); в)швом вподгибки с применением тесьмы или обтачки - тесьму или обтачку настрачивают двумя строчками, образуя кант из основной ткани шириной 1-2 мм, бретели вкладывают согласно разметкам между тесьмой (или полоской ткани) и подогнутым срезом бюстгальтера (рис. 24а), отделку верхнего края бюстгальтера (кружево, выои- чик, атласные ленты и т.п.) вкладывают между тесьмой (или полоской ткани) и подогнутым срезом бюстгальтера и настрачивают одновременно на машине 112W212 кл. «OSAKA» (Япония)+приспособление А417В (рис. 23в,г).
О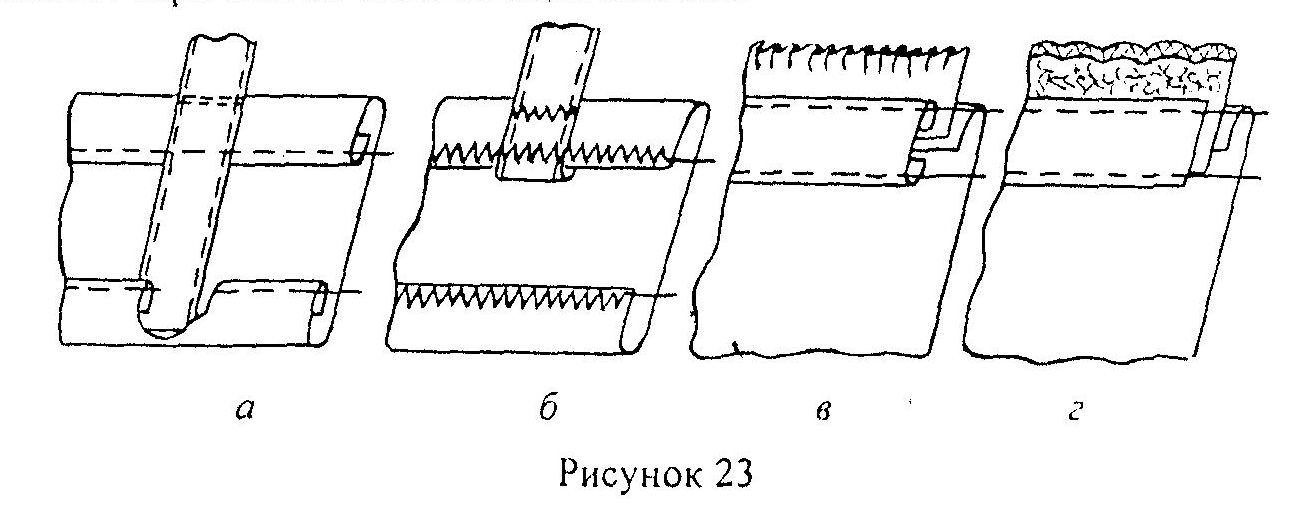 тделку
верхнего края бюстгальтера в отдельных
моделях предварительно закрепляют
строчкой на стачивающей машине.
тделку
верхнего края бюстгальтера в отдельных
моделях предварительно закрепляют
строчкой на стачивающей машине.
г) из эластичных материалов обрабатывают эластичной тесьмой - тесьму настрачивают на лицевую сторону изделия накладным швом на машине зигзагообразного стежка (LZ-1286илиLZ-1280«JUKI» (Япония)). Затем тесьму отгибают в сторону изнанки и настрачивают второй край эластичной тесьмы на той же машине (рис. 246).д)срезы эластичных деталей могут быть обработаны отделочной эластичной тесьмой накладным швом шириной 4-5 мм на машине зигзагообразного стежка (LZ-1286илиLZ-1280«JUKI» (Япония)) с частотой 7-8 стежков в 10 мм (рис. 24в).
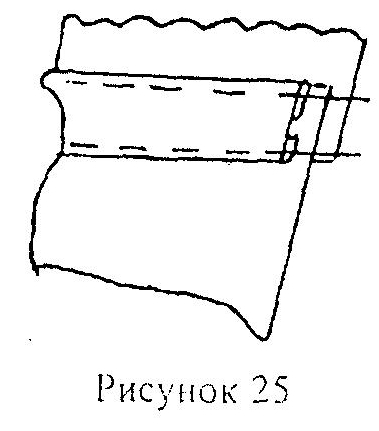
е)без подгибания в изделиях из тканей срезы обрабатывают кружевом с одной стороны и обтачкой - с другой (рис. 25). Настрачивание выполняется на машине LH-515илиLH-1152«JUKI» (Япония)+приспособлениеМ038
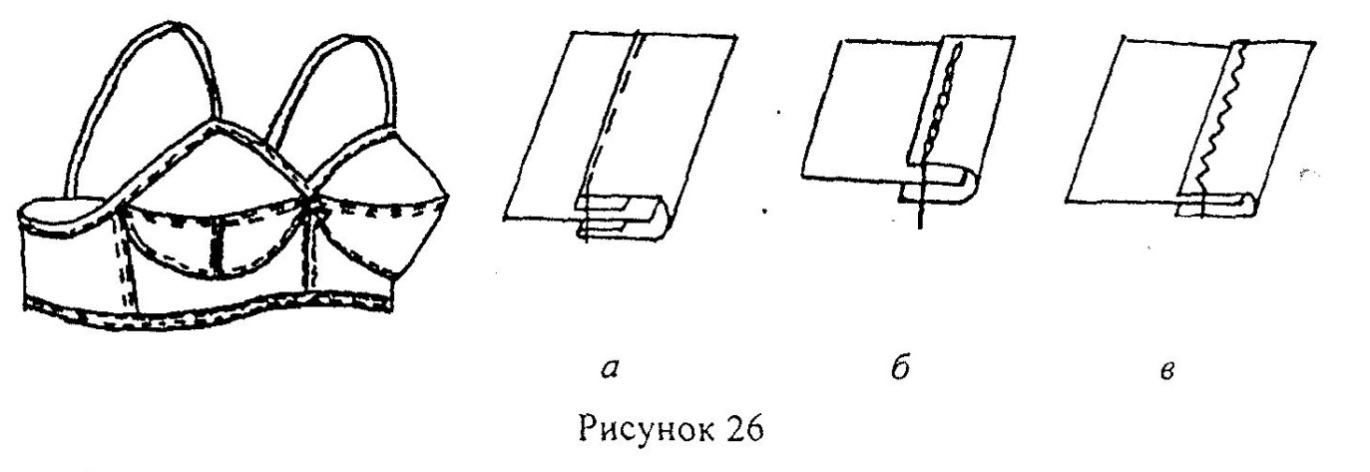
ж) окантовочным швом - обтачкой из отделочной ткани окантовать срез (97-А. ПО «Промшвеймаш»+приспособление 4-28.МОМЗ ЦНИИШП (рис. 26а). В бюстгальтерах из эластичных материалов в качестве окантовки применяют трикотажное синтетическое полотно, окантовку настрачивают без подгиба краев на машине зигзагообразного стежка (LZ-1280илиLZ-1286«JUKI» (Япония) +приспособление Р220) (рис. 26в) или на одноигольной стачивающей машине цепного стежка(681кл. ПО «Подольскшвеймаш») (рис. 26 б).
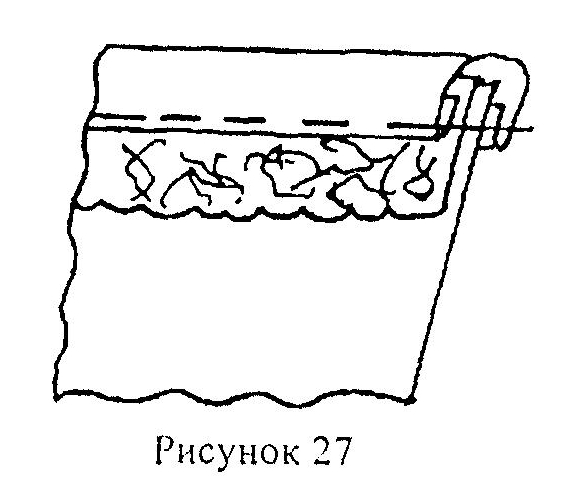
з)окантовочного шва шов с отделкой - кружено или отделочная бейка с фестонами заправляется в специальное приспособление и настрачивается одновременно с окантовыванием (DLM-523«JUKI» (Япония)+приспособление N015 (рис. 27).
IV)Обработка застежки бюстгальтера: а) на петли и пуговицы выполняют обтачкой из подкладочной ткани: обтачать конец бюстгальтера вкладывая эластичную ленту с пряжкой (рис. 28а), а при застежке на пуговицы с правого конца вкладывают петли на равном расстоянии друг от друга. После притачивания обтачку отгибают, срезы обтачки подгибают на 5-6 мм и настрачивают с трех сторон на расстоянии 1 - 1,5 мм от краев (маш. 97 кл. ПО «Промшвеймаш») (рис. 286).

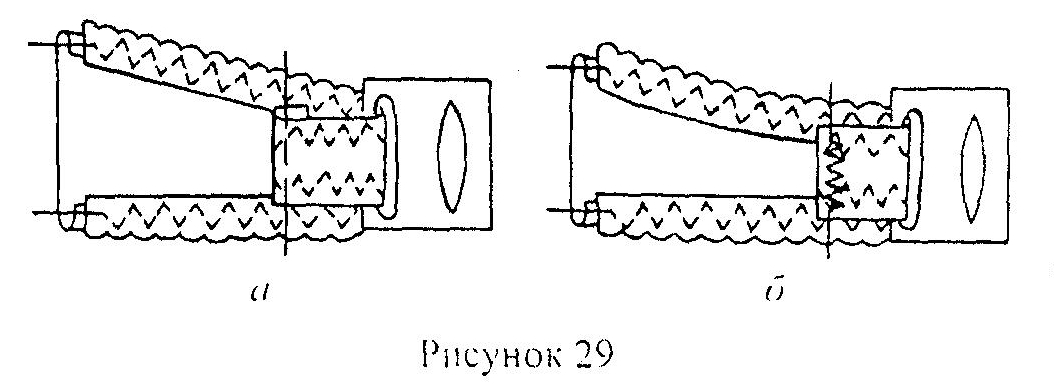
б)В бюстгальтерах из эластичного материала и застегивающихся на одну пряжку удлиненный конец изделия продевают в пряжку и срезы настрачивают с подгибанием их на стачивающей машине 97-А кл.ПО «Промшвеймаш»+приспособление 2-11М. МОМЗ ЦНИИШП (рис. 29а) или без подгибания зигзагообразной строчкой на маш. 335 кл. «Минерва» (рис. 296).
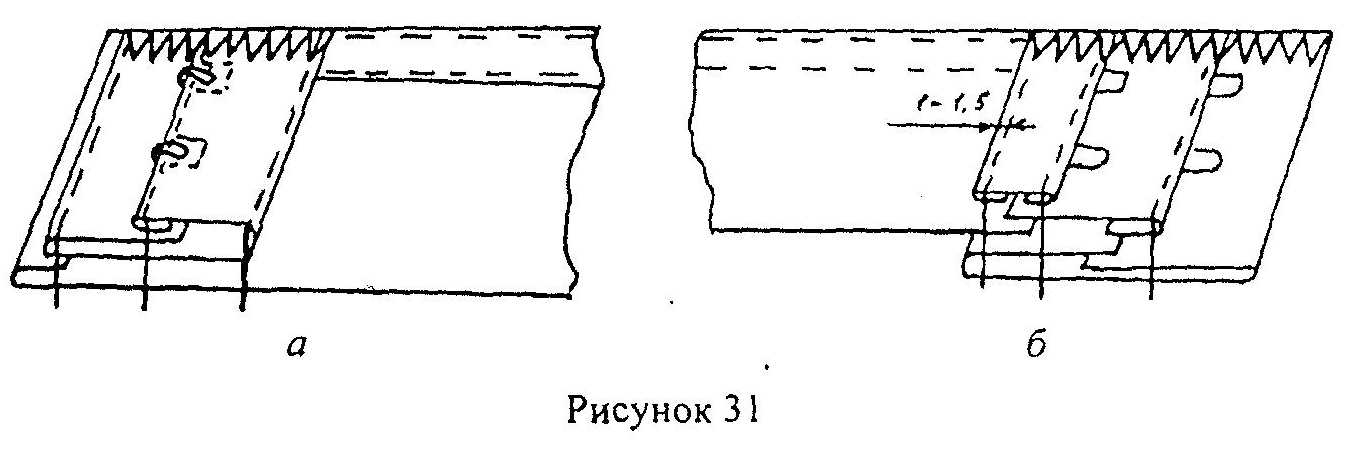
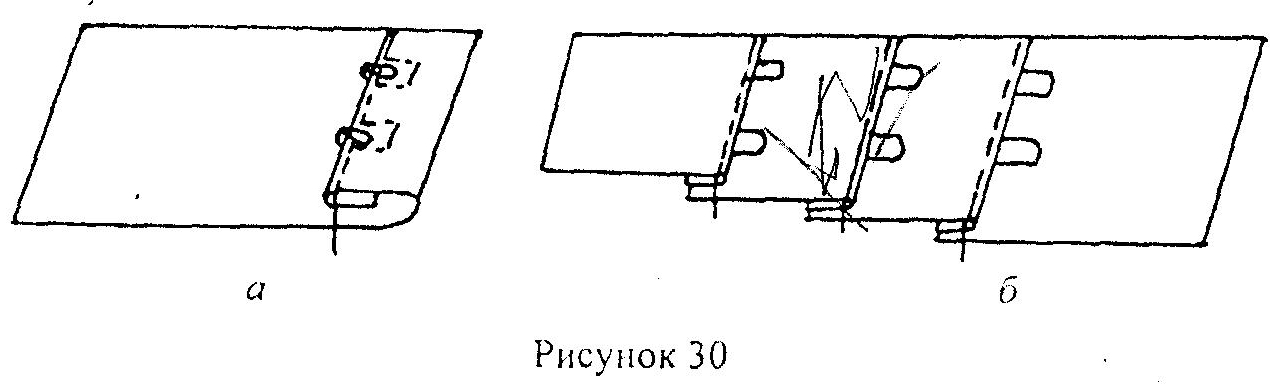
в) застежки на металлические крючки и петли применяется специальная тесьма с отверстиями для вставки крючков и петель. Крючки и петли настрачивают на полоски подкладочной ткани на специальных полуавтоматах. Крючки закрепляют на полоске ткани шириной 30 мм (рис. 30а). Для настрачивания и закрепления петель используют три или четыре полоски ткани (рис. 30 б).
Заготовленную тесьму или полоску ткани с петлями притачивают к левой стороне бюстгальтера накладным швом (97-А кл.ПО «Промшвеймаш»+приспособление 2-11М. МОМЗ ЦНИИШП) (рис. 316). Тесьму или полоску ткани с крючками настрачивают на изнаночную сторону правой стороны застежки с подгибанием среза пояса (рис. 31а). Вторую сторону тесьму или полоски с крючками настрачивают на расстоянии. 1 - 1,5 мм от края тесьмы. Верхние и нижние срезы тесьмы или детали из подкладочной ткани обрабатывают зигзагообразной строчкой.