

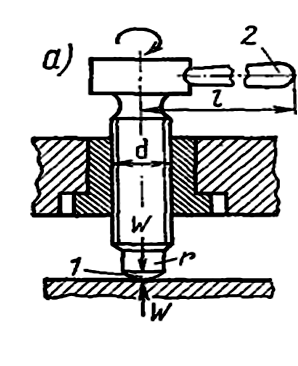
15. Винтовые зажимы. Принцип работы, конструкция, схемы действия сил. Расчёт усилия зажима.
 Винтовые
зажимы применяют при ручном закреплении
деталей в приспособлениях, а также в
приспособлениях механизированного
типа и при зажиме деталей в
приспособлениях-спутниках применяемых
для деталей, обрабатываемых на
автоматических линиях. Закрепление
обрабатываемых деталей винтовыми
зажимами в приспособлениях производится
ключами, ручками, гайками, гайками-головками,
установленными на конце винта.
Винтовые
зажимы применяют при ручном закреплении
деталей в приспособлениях, а также в
приспособлениях механизированного
типа и при зажиме деталей в
приспособлениях-спутниках применяемых
для деталей, обрабатываемых на
автоматических линиях. Закрепление
обрабатываемых деталей винтовыми
зажимами в приспособлениях производится
ключами, ручками, гайками, гайками-головками,
установленными на конце винта.
Номинальный
(наружный) диаметр резьбы d=c![]() , c-коэф.,
зависящий от типа резьбы, для метрической
резьбы с крупным шагом с=1,4; W-необходимая
сила зажима, Н;
, c-коэф.,
зависящий от типа резьбы, для метрической
резьбы с крупным шагом с=1,4; W-необходимая
сила зажима, Н; ![]() -
допуск. напряж. растяжения (сжатия), для
винтов из стали 45 с учётом износа резьбы
=80…100МПа.
-
допуск. напряж. растяжения (сжатия), для
винтов из стали 45 с учётом износа резьбы
=80…100МПа.
d округляется до стандартного значения, обычно от М6 до М48.
Момент М на винте (гайке): М=rсрWtg( α+φ)+Мтр, rср- средний радиус резьбы, rср=0,45d; α-угол подъёма резьбы, для резьб от М8 до М52 α=3010,…1051, (αср=2030,); φ-угол трения в резьбе (φср=10030,); Мтр- момент трения на опорном торце винта или гайки Мтр = Wfrпр, rпр- приведённый радиус кольцевого торца для гаек:
rпр=[ ( D3-d3)/( D3-d3)2]/3, D-наружный диаметр кольцевого торца гайки.
При средних значениях α=2030,, φср=10030, D=1,7 d, f=0,15
Приближённо момент для гаек М=0.2Wd.
Момент открепления винтового зажима ( при φ׳>α)
М׳=rсрWtg( φ׳- α)+Мтр.
При откреплении преодолевается трение покоя, коэф. трения в резьбе (φ и f1) берётся на 30…50% больше, чем при закреплении.
Формула после преобразований:
М׳=0.25dW.
16. Эксцентриковые зажимы. Привести примеры. Достоинства, недостатки, область применения.
В приспособлениях применяют круглые и криволинейные эксцентриковые зажимы.
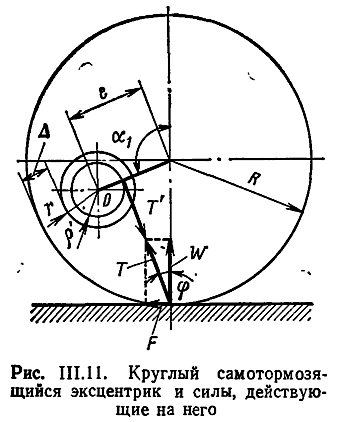 Круглый
эксцентрик (рис.1) представляет собой
диск или валик, поворачиваемый вокруг
оси О,
смещенной
относительно геометрической оси
эксцентрика на некоторую величину е,
называемую эксцентриситетом. Для
надежного закрепления обрабатываемой
детали эксцентриковые зажимы должны
быть самотормозящимися.
Круглый
эксцентрик (рис.1) представляет собой
диск или валик, поворачиваемый вокруг
оси О,
смещенной
относительно геометрической оси
эксцентрика на некоторую величину е,
называемую эксцентриситетом. Для
надежного закрепления обрабатываемой
детали эксцентриковые зажимы должны
быть самотормозящимися.
Условие самоторможения двух трущихся тел φ ≥ α, где φ — угол трения; α — угол подъема, под которым происходит трение. Следовательно, если угол подъема эксцентрика α в определенном его положении не больше угла трения φ, то эксцентрик является самотормозящимся. Самотормозящиеся эксцентрики после зажима обрабатываемой детали не изменяют своего положения. Самоторможение эксцентриковых зажимов обеспечивается при определенном отношении его наружного диаметра D к эксцентриситету е, т. е. при условии D/е > 14. Отношение D\е называют характеристикой эксцентрика.
Достоинство круглых эксцентриков – простота их изготовления; недостатки – изменение угла подъёма α и силы зажима W при закреплении обрабатываемых деталей с большими колебаниями размеров в направлении зажима.
Криволинейные эксцентрики при сравнении с круглыми имеют следующие преимущества: 1) большой угол поворота эксцентрика (100—150°); 2) более постоянную силу зажима обрабатываемых деталей.