

31. Условие захвата металла валками при прокатке.
Схема
прокатки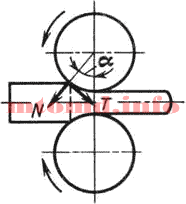
Угол α – угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением T’ > N’, где T’ – втягивающая сила (проекция силы трения T на горизонтальную ось); N’ – выталкивающая сила (проекция нормальной реакции валков N на горизонтальную ось). При этом условии результирующая сила будет направлена в сторону движения металла. Условие захвата металла можно выразить:
T * cosα > N * sinα
Выразив силу трения T через нормальную силу N и коэффициент трения f: T = F * N, и, подставив это выражение в условие захвата, получим:
f * cosα > sinα или f > tgα
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали α = 20…25 0, при горячей прокатке листов и полос из цветных металлов – α = 12…15 0, при холодной прокатке листов – α = 2…10 0.
Степень деформации характеризуется показателями:
- абсолютное обжатие: Δh = H – h (где H, h – начальная и конечная высоты заготовки);
- относительное обжатие: ε = ([H - h] * 100%) / H.
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки):
μ = l1 / lo = F0 / F1
lo, F0– первоначальные длина и площадь поперечного сечения, l1, F1 – те же величины после прокатки
Коэффициент вытяжки обычно составляет 1,1…1,6 за проход, но может быть и больше.
Опишите, используя схему очага деформации, явление отставания при прокатке. Приведите график зависимости скорости металла и скорости валков от угла в очаге деформации.
Опишите, используя схему очага деформации, явление опережения при прокатке. Что такое нейтральный угол?
Выведите условие постоянства секундных объемов. Для какого типа станов важно его соблюдение?
Виды уширения и способы его расчета при прокатке на гладкой бочке.
Приведите классификацию дефектов кристаллической решетки. 2
Дефекты кристаллического строения подразделяют по геометрическим признакам на 4 – е группы:
1.Точечные
2.Линейные
3.Поверхностные
4.Объемные
1. Эти дефекты малы во всех трех измерениях и размеры их не превышают нескольких атомных диаметров.
К точечным дефектам относят вакансии, межузельные атомы, примесные атомы образующие твердые растворы внедрения и замещения.
Вакансии образуются в результате перехода атомов из узлов решетки на поверхность, или их полного испарения с поверхности кристалла. С повышением температуры концентрация вакансий возрастает.
Межузельные атомы – эти дефекты образуются в результате перехода атома из узла решетки в междоузлие (на месте атома образуется вакансия). В металлах возникают очень трудно, связано с большими затратами энергий на переход атома в междоузлие.
Атомы примесей присутствующие даже в самом чистом металле, как правило, образуют твердые растворы.
2. Эти несовершенства имеют малые размеры в двух измерениях и большую протяженность в третьем измерении. Дефект имеет протяженность несколько межатомных расстояний.
К линейным дефектам относятся дислокации, цепочки вакансий или цепочки межузельных атомов.
3. Эти дефекты малы только в одном измерении. К ним относятся границы зерен, границы блоков, дефекты упаковки, двойниковые границы.
4. К объемным дефектам относят такие, которые имеют размеры в трех измерениях: неметаллические включения, царапины, макроскопические трещины, поры и т. д.