

26. Резьбонарезание, виды резьбонарезных инструментов и их конструкция.
Современными методами образования резьбы являются следующие 1) нарезание резьбы резцами, гребенками, фрезами, метчиками, плашками и разного рода резьбонарезными головками; 2) нарезание резьбы резьбошлифовальными кругами на специальных резьбошлифовальных станках; 3) накатка резьбы накатными инструментами, роликами, плашками, головками
Резьбовые резцы применяют для нарезания наружной и внутренней резьб различного профиля прямоугольного, треугольного, трапецеидального.
Нарезание резьбы однониточным резцом обеспечивает наивысшую точность резьбы по шагу и по профилю в сравнении с другими методами.
Различают следующие типы резьбовых резцов и гребенок стержневые, круглые, призматические. Резьбовые резцы бывают однониточные и многониточные. Последние называются гребенками.

У резьбового резца имеются две режущие кромки, с углом при вершине δ. Главными секущими плоскостями резца являются плоскости, перпендикулярные к проекциям режущих кромок на основную плоскость. В этих плоскостях рассматриваются углы α1, γ1, α2 и γ2 . Передние и задние углы резца в процессе работы изменяют свою величину.
Для скоростного нарезания резьбы применяют резцы, оснащенные пластинками твердого сплава. Массивная головка резца позволяет припаивать пластинки твердого сплава больших размеров, чем на обычные резцы.
Круглые резьбовые резцы нашли широкое применение, что объясняется простотой их изготовления и возможностью производить большое число переточек.
Призматические резьбовые резцы - применяют обычно для нарезания треугольной резьбы с небольшим углом подъема витков.
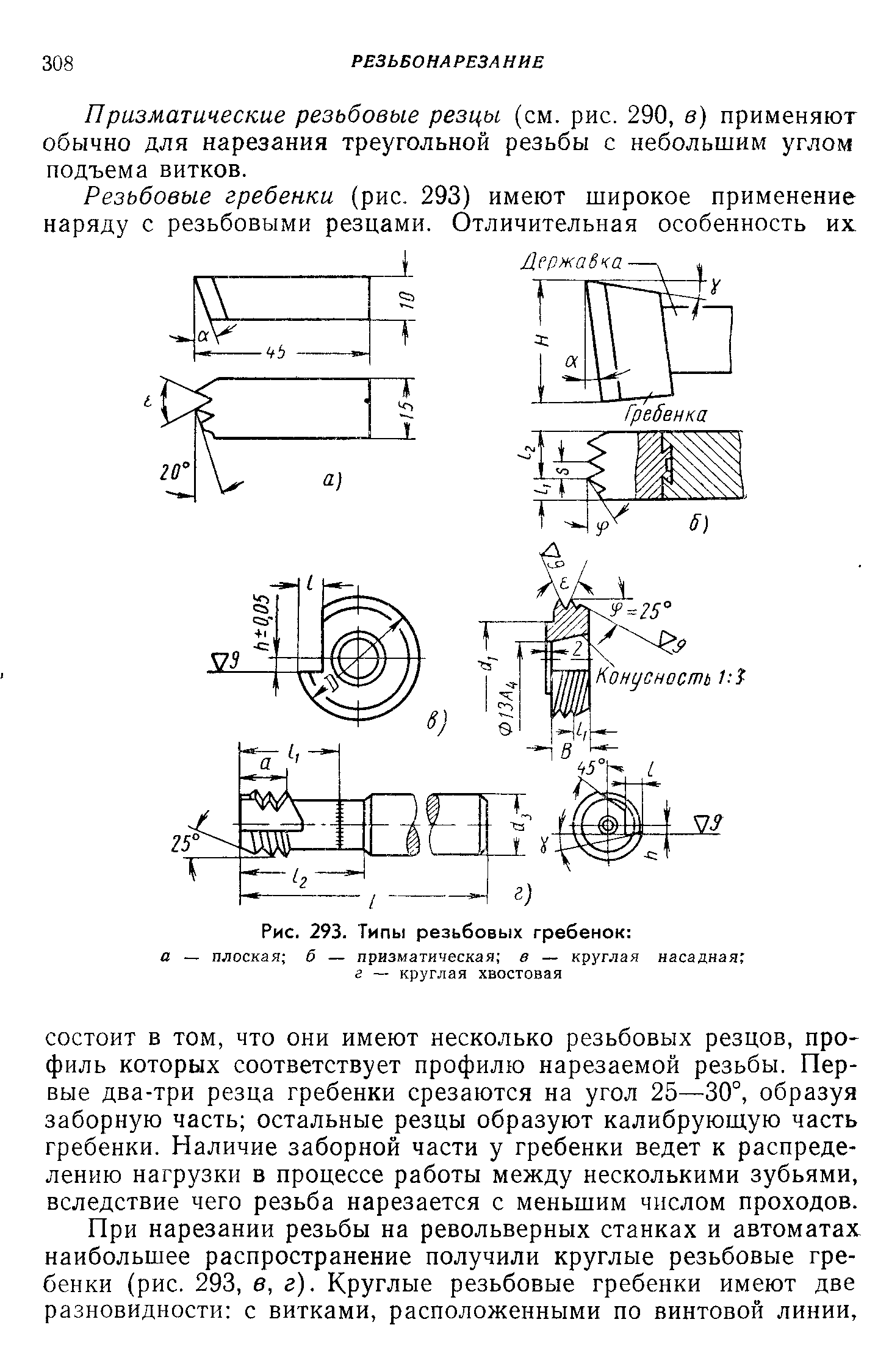
Рис. 293 Плоская резьбовая гребенка
Резьбовые гребенки (рис. 293) имеют широкое применение наряду с резьбовыми резцами. Отличительная особенность их состоит в том, что они имеют несколько резьбовых резцов, профиль которых соответствует профилю нарезаемой резьбы. Первые два-три резца гребенки срезаются на угол 25—30°, образуя заборную часть; остальные резцы образуют калибрующую часть гребенки.
Круглые резьбовые гребенки имеют две разновидности: с витками, расположенными по винтовой линии, и с витками, расположенными кольцеобразно.
При нарезании наружной правой резьбы применяют гребенки с левой резьбой, и, наоборот, при нарезании внутренней резьбы наклон резьбы гребенки и детали совпадают.
Для быстрорежущих и твердосплавных резьбовых резцов износ по задней пов-ти не д. превышать 0,4—0,6 мм.
При нарезании резьб на стальных и латунных заготовках лучшей СОЖ является смесь растительного масла с керосином и скипидаром.
Для фрезерования резьбы применяют: дисковые фрезы, групповые фрезы и фрезерные резьбовые головки.
Дисковые резьбовые фрезы применяют преимущественно для нарезания резьбы с крупным шагом. Фрезу относительно заготовки устанавливают таким образом, чтобы их оси скрещивались под углом подъема витков нарезаемой резьбы ω. Фреза в процессе работы совершает вращательное движение, а нарезаемая деталь — вращательное и поступательное. Режущие зубья у фрезы последовательно смещаются один относительно другого, перекрывая друг друга. Таким образом, достигается нарезание полного профиля резьбы.
 Рис
294 б Схема работы дисковой фрезы
Рис
294 б Схема работы дисковой фрезы
Групповые (гребенчатые) резьбовые фрезы применяют для нарезания коротких треугольных наружных и внутренних резьб. Групповая фреза представляет собой дисковую гребенку с кольцевым или спиральным расположением зубьев
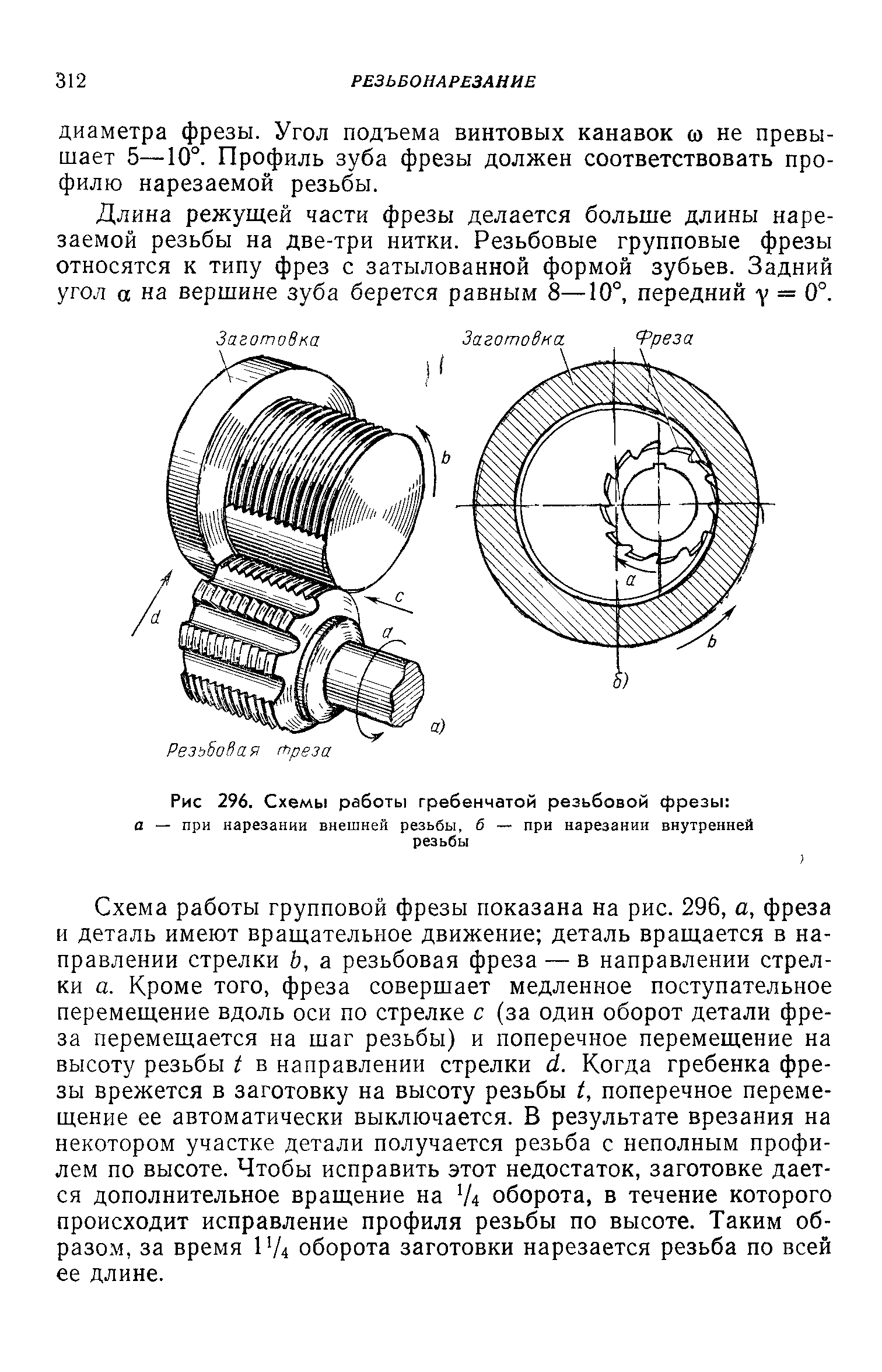
Рис. 296 Схема работы гребенчатой резьбовой фрезы
Главное движение - вращательное движение фрезы Скорость резания
v = π·D·n/1000,м/мин
где D — наружный диаметр фрезы; n — число оборотов фрезы в минуту.
Нарезание резьбы метчиками
Метчики применяют для нарезания внутренней резьбы. Различают: ручные, машинно-ручные и машинные. В зависимости от назначения метчики делят на гаечные, плашечные и специальные.

Метчик - винт (рис.300) с прорезанными канавками, образующими режущие кромки. Рабочая часть метчика состоит из заборной l1 и калибрующей l2 частей. Калибрующая часть l2 направляет метчик и зачищает резьбу. Хвостовая часть l3 имеет форму квадрата у ручных метчиков, а у машинных – форму цилиндра.
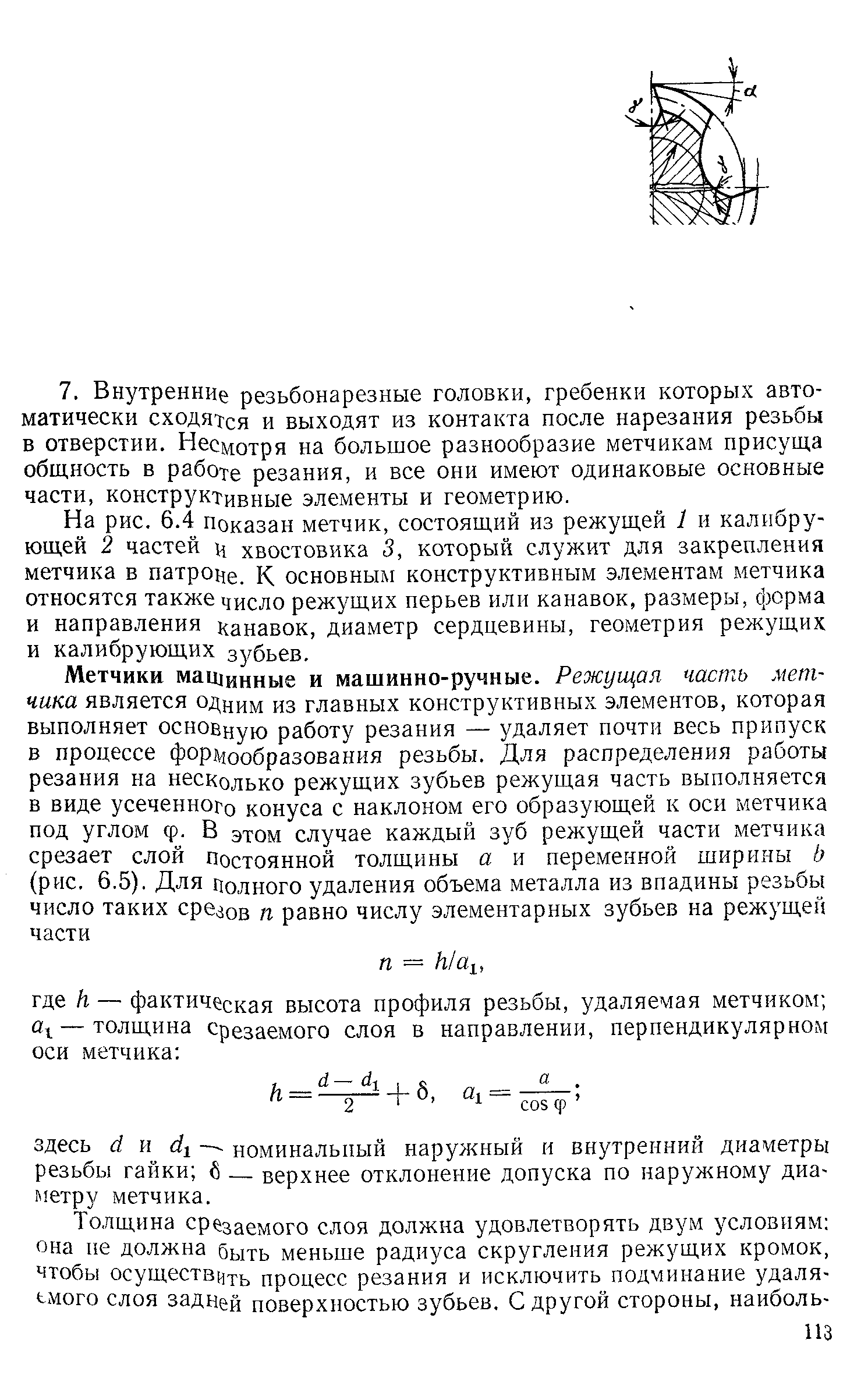
Геометрия метчика характеризуется передним и задним углами γ и α. Для различных обрабатываемых материалов передний и задний углы меняются в пределах γ= 5-25° и α= 6-12о. Для уменьшения трения, а также устранения заклинивания метчика калибрующей части придается форма обратного конуса. Число канавок у метчика – 3-5.
Плашки применяют для нарезания наружных резьб. По конструктивным признакам плашки разделяются на круглые, квадратные и шестигранные.
Круглые плашки (рис. 309, а), применяют для нарезания за один проход наружной резьбы диаметром, не превышающим 52 мм. Основными конструктивными и геометрическими параметрами круглой плашки являются режущий зуб 1, вершина зуба 2, заборная часть 3, калибрующая часть 4, выемка 5 под регулировочный винт, стружечное отверстие 6, крепежное углубление 7, передняя поверхность 8, ширина пера H, передний угол γ, угол заборной части φ, задний угол α.
Угол заборной части φ берется равным 25°.
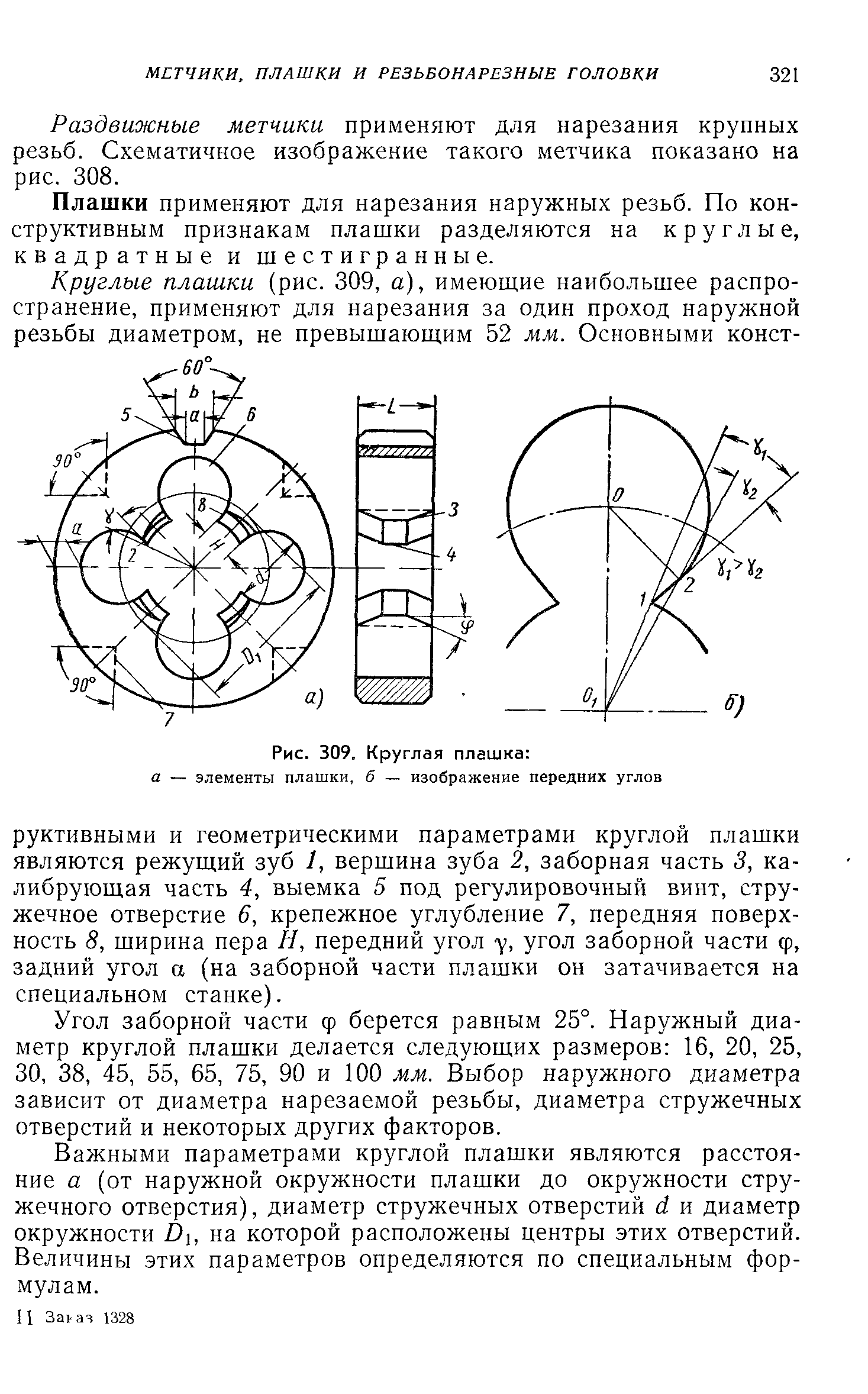
По высоте плашка занимает 8—10 ниток. Стандартные плашки изготовляют с передним углом γ= 15°. Передний угол γ у круглой плашки не является постоянным вдоль режущей кромки.
Плашка может работать с двух сторон.