

Выполнение электромонтажных соединений на печатных платах с помощью пайки и сварки.
Для получения высококачественных паяных электромонтажных соединений на печатных платах необходимо соблюдать следующие технологические требования.
Припой, выбранный для пайки, должен обеспечивать получение качественного паяного соединения. Флюс должен полностью растворять оксидные пленки на поверхности соединяемых деталей и припоя и исключать их образование в момент пайки. Непосредственно перед пайкой печатных узлов следует проверить комплекс технологического оборудования и приспособлений, применяемых для групповой пайки, с целью установления стабильности режимов технологического процесса.
Все корпуса измерительной аппаратуры и приборов, используемых при монтаже печатных узлов, должны быть заземлены.
Все сборочные и электромонтажные работы, в которых применяются полупроводниковые приборы и микросхемы, выполняются сборщиками, на одну из рук которых надет заземляющий браслет, подключаемый через провод к зажиму «земля». Длина провода браслета выбирается такой, чтобы не мешать нормальной работе сборщика. На рабочей поверхности монтажного стола располагается заземленная металлическая пластина, на которой сборщик размещает инструмент и необходимые для работы комплектующие изделия. Пайка электромонтажных соединений производится электропаяльником с заземленным рабочим наконечником.
В случае отсутствия заземления рабочего наконечника электропаяльника допускается пользоваться электропаяльником, включенным через понижающий трансформатор, имеющий электростатический экран между обмотками с заземлением одного конца вторичной обмотки.
Электромонтажники должны быть одеты в белые хлопчатобумажные халаты, а на ногах иметь кожаные тапочки. Влажность воздуха в сборочном цехе должна быть в пределах 50—70%.
При ручной пайке проверяется рабочая температура наконечника электропаяльника с помощью специальных пультов.
Конструкции будущих паяных соединений должны соответствовать чертежу и быть технологичными. Во время проведения технологического процесса пайки все печатные платы и электрорадиоэлементы необходимо хранить в условиях, исключающих загрязнение и окисление их поверхностей.
В настоящее время для пайки печатных плат и навесных электрорадиоэлементов применяют низкотемпературные припои и бескислотные флюсы. Температура припоя должна обеспечивать сохранность параметров термочувствительных полупроводниковых приборов. Припой должен обладать хорошей текучестью при температуре пайки, хорошо заполнять паяемое монтажное отверстие, обеспечивать достаточную механическую прочность электромонтажного соединения и его коррозионную стойкость.
Ручная пайка применяется при опытном и мелкосерийном производстве небольшого количества функциональных узлов на печатных платах, а также в случае изготовления узлов с двусторонним расположением микросхем и при замене отдельных электрорадиоэлементов печатного узла.
Пайка навесных электрорадиоэлементов производится по мере их установки в монтажные отверстия платы. Концы выводов навесных электрорадиоэлементов перед пайкой обрезают кусачками таким образом, чтобы оставшаяся часть вывода выступала от нижней поверхности платы на величину 0,5—0,8 мм, но не более. Для повышения производительности ручной пайки навесные электрорадиоэлементы могут быть заранее установлены в монтажные отверстия платы и закреплены в них путем подгиба выводов. Концы выводов подгибают на 2—2,5 мм в сторону печатного проводника, отходящего от контактной площадки. Штырьковые выводы микросхем впаивают в металлизированные отверстия платы, а планарные выводы соединяют с контактными площадками пайкой внахлест или встык. Пайка микросхем со штырьковыми выводами производится без подгибки последних. Диаметры монтажных отверстий подбирают так, чтобы выводы микросхем свободно входили в них.
Пайка микросхем с планарными выводами производится после приклеивания корпусов микросхем к поверхности платы.
Строгая очередность распайки выводов, характерная для ряда микросхем, отражается в технических условиях на них и должна обязательно соблюдаться в производстве
Ручная пайка осуществляется в определенной последовательности. Печатную плату с размещенными на ней навесными электрорадиоэлементами устанавливают в приспособление в положении, удобном для пайки. Места паек обрабатывают флюсом. Флюс наносят с помощью стеклянной или деревянной палочки, кисточки № 1 (№ 3) и дают ему просохнуть (0,5—1 мин). Флюс не должен попадать на корпуса микросхем и навесных электрорадиоэлементов. Место пайки прогревают паяльником настолько, чтобы припой легко растекался и заполнял монтажные отверстия. Однако во избежание вздутия и отслаивания печатных проводников перегрев места пайки не допускается. В момент пайки припой подают в необходимой дозе в металлизированное отверстие платы или на планарные выводы, расположенные на контактных площадках. Его нагревают до полного заполнения металлизированного отверстия или облуживания контактной площадки. Время пайки — не более 3 с. Чтобы предотвратить образование наплывов, сосулек и перемычек между проводниками, а также залуживание выводов деталей и печатных проводников, количество припоя должно быть минимальным. Нельзя прикасаться нагретой частью паяльника к соседним деталям и печатным проводникам.
Пайка планарных выводов к контактным площадкам или штырьковых выводов в металлизированных монтажных отверстиях осуществляется электрическим паяльником мощностью 25—60 Вт. Рабочая часть наконечника электропаяльника должна быть хорошо зачищена и облужена припоем. Температура нагрева наконечника 280—300 °С. Пайка заключается в кратковременном прикосновении (на 1—2 с) наконечника к концу вывода с одновременной подачей припоя в металлизированное отверстие. Паяльник следует отнять сразу же после расплавления припоя и заполнения им зазоров в металлизированном монтажном отверстии или между планарным выводом и контактной площадкой платы.
После пайки проверяют, полностью ли удален флюс, и контролируют качество паяного соединения. Качество пайки проверяют внешним осмотром, а прочность пайки (выборочно) — путем зажатия провода специальным динамометром и натяжения его с усилием не более 4,9 Н. Усилие должно быть приложено по направлению продольной оси припайки провода, причем оно не должно превышать предела прочности провода на разрыв.
Качество паяных соединений должно соответствовать следующим требованиям: припой должен надежно покрывать загнутые концы выводов и заполнять металлизированные отверстия; не допускается образования перемычек припоя между печатными проводниками; наплыв припоя в местах пайки не должен превышать 1 мм; припой должен покрывать печатные проводники только в местах соединений; не должно быть облуживания печатных проводников, их вспучивания и обрыва; припой не должен выступать на верхней стороне платы; паяные соединения должны быть чистыми; а на плате не должен оставаться флюс.
При ручной пайке полупроводниковых приборов необходимо применять теплоотводы. В качестве теплоотвода можно использовать пинцет или специальный зажим с медными наконечниками; его следует располагать между корпусом детали и паяемым монтажным соединением. Теплоотвод снимают через 10—15 с после окончания пайки. Для предохранения термочувствительных деталей во время пайки можно применять охлаждение выводов холодным воздухом.
Групповая пайка печатных плат применяется в основном при серийном или крупносерийном производстве. Групповая пайка может проводиться различными способами. Определяющим в выборе того или иного способа пайки является расположение микросхем и навесных электрорадиоэлементов на плате.
Наиболее удобны для групповой пайки платы с односторонней установкой микросхем и навесных электрорадиоэлементов, обеспечивающей к тому же линейное расположение выводов, особенно планарных.
К преимуществам групповой пайки можно отнести поддержание температуры и времени пайки, высокую производительность труда, технологическую и эксплуатационную надежность соединений, применение механизации и автоматизации.
К недостаткам групповой пайки следует отнести: применяемость печатных плат только с односторонним навесным монтажом, необходимость конструирования печатных плат с учетом требований выбранного метода групповой пайки, разработку комплекса мер для предотвращения перегрева термочувствительных электрорадиоэлементов, повышенные требования к однородности подготовки поверхности и паяемости выводов навесных электрорадиоэлементов и плат, а также подбор конструктивно-технологических решений по устранению характерных дефектов групповой пайки (сосулек, перемычек, наплывов припоя), сложность отмывки более активного флюса, чем при ручной пайке. К групповым методам пайки относят пайку погружением и волной припоя.
Пайка погружением состоит в том, что нижнюю поверхность платы погружают в расплавленный припой, при этом все выводы Навесных электрорадиоэлементов и микросхем припаиваются одновременно к проводникам печатного монтажа или запаиваются в металлизированных отверстиях. При этом методе можно легко получить «заливную» форму паяных соединений, удобную для последующей влагозащиты.
При пайке погружением необходимо применять защитную маску из конденсаторной бумаги или фторопласта-4 толщиной 0,1—0,2 мм. Маска из фторопласта накладывается на плату так, чтобы через сделанные в ней отверстия припой свободно проникал к местам пайки. Рамка, фиксирующая плату по контуру, обеспечивает совпадение отверстий в маске с монтажными соединениями платы. Одна маска, сделанная из фторопласта, благодаря его высокой термостойкости может выдержать до 500 погружений в расплавленный припой, причем поврежденная маска легко заменяется. Маску из конденсаторной бумаги наклеивают на плату с помощью флюса или специального клея. После пайки маска выбрасывается. На места пайки, не защищенные бумажной маской или шаблоном, наносят флюс. Флюс может быть нанесен либо окунанием платы, либо пульверизатором.
Подготовленная таким образом плата с микросхемами зажимается в рамке вибрационной головки и погружается в расплавленный припой примерно на 2/3 толщины основания. При включенном вибраторе плату в погруженном состоянии выдерживают в течение 2—3 с. Вибрация платы необходима для того, чтобы удалились газы, образующиеся при соприкосновении участков платы, покрытых флюсом, с расплавленным припоем.
При пайке погружением применяется припой ПОС-61, нагретый до (250+5) СС. После пайки необходимо тщательно промыть плату от флюса.
Пайка волной припоя состоит в том, что при непрерывном движении платы над волной расплавленного припоя последовательно пропаиваются все монтажные соединения (рис. 4), причем одновременно паяется группа соединений, размеры которой определяются размерами волны припоя. Производительность процесса зависит от скорости движения плат и их размеров.
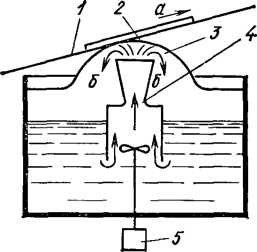
Рис. 4. Схема пайки волной расплавленного припоя: 1 — транспортер, 2 — печатная плата, 3 — волна расплавленного припоя, 4 — сопло, 5 — привод (стрелками показано: а — направление движения платы, б — направление движения расплавленного припоя)
Особенность процесса пайки волной припоя заключается в том, что можно полностью автоматизировать процесс пайки плат с печатным монтажом.
Волной припоя можно осуществлять пайку с облуживанием всей схемы или отдельных точек. Последнее осуществимо при использовании защитных масок или защитного пленочного фоторезиста.
При пайке волной применяют припой ПОС-61, нагретый до (250±5)°С.
Основными параметрами пайки волной припоя являются: скорость конвейера (0,8—1,2 м/мин), скорость истечения припоя из сопла (подбирается опытным путем), температура припоя, ширина полосы растекания припоя по плате (15—40 мм).
Флюсы применяют только жидкие, активированные; флюсование при пайке волной более обильное, чем при ручной, поэтому при пайке волной нужна тщательная очистка от флюса.
После пайки (ручной или групповой) электромонтажных соединений печатная плата должна быть отмыта от остатков флюса. Остатки флюса (канифоли) рекомендуется удалять сразу же после пайки, пока не затвердели окончательно остатки канифоли и пока печатная плата сохраняет некоторое количество теплоты, достаточной для их растворения. В мелкосерийном и опытном производстве флюс удаляют протиркой кистью или тампоном, смоченным в спирте или в спиртобензиновой смеси. В серийном производстве промывку ведут в местах, оборудованных с учетом требований пожаро- и взрывобезопасности. Промывку проводят в нескольких ваннах (обычно в трех) или на специальных промывочных установках, что обеспечивает качественную очистку поверхности платы от остатков флюса. Рабочее место электромонтажника, на котором производятся операции пайки и промывки, должно быть оборудовано приточно-вытяжной вентиляцией.
Высокая надежность сварных электромонтажных соединений является одним из решающих факторов применения их для монтажа в аппаратуре различного назначения. Сварные соединения отличаются высоким качеством и прочностью, они не подвергаются коррозионному действию остатков флюса и растворителей, а также не испытывают сплошного термоудара в момент сварки.
В настоящее время при монтаже навесных электрорадиоэлементов на плату применяют сварку сдвоенным электродом, лазерную или электронно-лучевую.