

59)Тпаргет костинг
Когда возник таргет-костинг и что это такое?
Как уже упоминалось ранее, родиной концепции таргет-костинг считают Японию. Она была впервые применена в корпорации Toyota в 1965 г.[2], хотя некоторые ранние, более примитивные её формы ещё в 1947 г. использовала компания General Electric. Американцы частенько приписывают честь изобретения таргет-костинг Лоуренсу Майлзу из GE, хотя его система управления целевыми издержками (target cost management) была не более чем довольно примитивной версией современной концепции, не получившей достаточно широкого распространения. Полномасштабное же внедрение таргет-костинг в промышленных корпорациях США началось лишь в конце 1980-х годов, причём - что весьма примечательно! - за образец была взята именно японская модель, достаточно эффективная и продвинутая к тому времени.
Первым, кто употребил современную формулировку - "таргет-костинг" (target costing) был Тоширо Хиромото, опубликовавший в 1988 г. одну из самых цитируемых в последующие годы статей, посвященных достижениям японского управленческого учёта [3]. Ранее термин "таргет-костинг" в англоязычной деловых и профессиональных изданиях не употреблялся.
С тех пор прошло уже почти полтора десятка лет, но некоторые недоразумения не рассеяны до сих пор. Например, отдельные экономисты склонны трактовать концепцию таргет-костинг как "целевое калькулирование", таким образом сужая её значение до чисто технической процедуры управленческого учёта. С такой точкой зрения нельзя согласиться.
Система таргет-костинг - это целостная концепция управления, поддерживающая стратегию снижения затрат и реализующая функции планирования производства новых продуктов, превентивного контроля издержек и калькулирования целевой себестоимости в соответствии с рыночными реалиями. Именно с такой позиции мы и будем её рассматривать в дальнейшем.
Где используется таргет-костинг?
Уже много лет система таргет-костинг используется на производственных предприятиях, особенно в инновационных отраслях, где постоянно разрабатываются новых модели и виды продукции. Таргет-костинг использует приблизительно 80% крупных японских компаний (Toyota, Nissan, Sony, Matsushita, Nippon Denso, Daihatsu, Cannon, NEC, Olympus, Komatsu и многие другие), а также значительная часть известных американских и европейских компаний (Daimler/Chrysler, ITT Automotive, Caterpillar, Procter & Gamble и др.), которые добиваются высокого качества и рентабельности своей продукции. Следует заметить, однако, что по сравнению с японскими компаниями, американские компании внедряют таргет-костинг значительно медленнее. Это объясняется их бoльшей приверженностью привычным инструментам управления затратами и методам калькулирования себестоимости, которые традиционно используются в американской модели управленческого учёта.
Кроме сферы производства инновационных продуктов, таргет-костинг всё чаще применяют предприятия, задействованные в сфере обслуживания, а также неприбыльные организации. Например, система таргет-костинг ещё в начале 1990-х годов была успешно адаптирована в ряде американских клиник [4]. Исследуя динамику проникновения идеи таргет-костинг в разные отрасли и сферы людской деятельности, можно предположить, что резервы этой концепции ещё далеко не исчерпаны.
Как работает таргет-костнинг?
Сама идея, положенная в основу концепции таргет-костинг, несложна и революционна одновременно. Японские менеджеры просто вывернули "наизнанку" традиционнуя формулу ценообразования:
Себестоимость + Прибыль = Цена,
которая в концепции таргет-костинг трансформировалась в равенство
Цена - Прибыль = Себестоимость
Это простое решение позволило получить прекрасный инструмент превентивного контроля и экономии затрат ещё на стадии проектирования.
Система таргет-костинг, в отличие от традиционных способов ценообразования, предусматривает расчёт себестоимости изделия, исходя из предварительно установленной цены реализации. Эта цена определяется с помощью маркетинговых исследований, т.е. фактически является ожидаемой рыночной ценой продукта или услуги.
Для определения целевой себестоимости изделия (услуги) величина прибыли, которую хочет получить фирма, вычитается из ожидаемой рыночной цены. Далее все участники производственного процесса - от менеджера до простого рабочего - трудятся над тем, чтобы спроектировать и изготовить изделие, соответствующее целевой себестоимости.
Инженерная разработка продукта на японских предприятиях, где концепция таргет-костинг прошла длительную "обкатку", отличается от подхода, доминирующего в западных компаниях. Например, процесс усовершенствования продукта на Западе осуществляется следующим образом:
Проектирование > Себестоимость > Перепроектирование
В Японии этот же процесс в соответствии с идеологией таргет-костинг приобретает другой вид:
Себестоимость > Проектирование > Себестоимость
В чём преимущество такого подхода? Во-первых, итеративный подход к разработке нового продукта обеспечивает поэтапное осмысление каждого нюанса, касающегося себестоимости. Менеджеры и служащие, стремясь приблизиться к целевой себестоимости, часто находят новые, нестандартные решения в ситуациях, требующих инновационного мышления.
Во-вторых, необходимость постоянно удерживать в голове целевую себестоимость ограждает инженеров от искушения применить более дорогостоящую технологию или материал, так как это неизбежно приведёт лишь к выходу на новый виток перепроектирования продукта.
Таким образом, весь производственный процесс, начиная с замысла нового продукта, приобретает инновационный характер, не выходя за рамки заранее установленных затратных ограничений.
Например, в автомобилестроительной отрасли Японии целевая себестоимость определяется не только для каждой новой модели, но и для каждой части проектируемого автомобиля. Дизайнеры разрабатывают пробный проект и пытаются выяснить, находится ли сметная себестоимость автомобиля в пределах целевой себестоимости. Если нет, то в проект вносятся необходимые изменения. Этот процесс продолжается до тех пор, пока не исчезает промежуток между сметной и целевой себестоимостью. Только после этого делают опытный образец автомобиля для испытаний.
Когда многократные изменения пробного проекта завершены и сметная себестоимость не превышает целевую, оформляется конечный вариант проекта, который передаётся в отдел производства. На протяжении первых месяцев производства фактические затраты, как правило, несколько превышают целевые из-за проблем, связанных с освоением новой модели, но затем, после выяснения причин отклонений и их ликвидации, всё приходит в норму [5].
Если схематически изобразить процесс управления по целевой себестоимости (таргет-костинг), можно увидеть, что "движение" к целевой себестоимости - двустороннее (рис.).
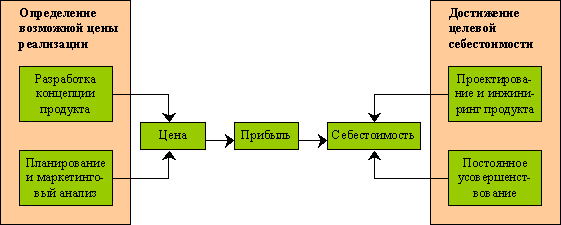
Рис. Процесс управления по целевой себестоимости (таргет-костинг).
С одной стороны, правильно определить целевую себестоимость изделия или услуги невозможно без глубокого маркетингового исследования текущего состояния рынка и его перспектив, а с другой - приведение сметной себестоимости в соответствие с целевой себестоимостью предполагает наличие управленческого таланта у менеджеров, инженерной смекалки у проектировщиков и аналитического мышления у бухгалтеров - специалистов по управленческому учёту. Все эти люди связаны одной целью - ликвидировать разницу между сметной и целевой себестоимостью.
Как же определить, на сколько же следует сократить издержки, чтобы получить желаемое? Количественное вычисление величины целевого сокращения затрат осуществляется в четыре этапа:
Определение возможной цены реализации за единицу (элемент) рассматриваемой продукции или услуги.
Определение целевой себестоимости продукции (за единицу и в целом).
Сравнение целевой и сметной себестоимости продукции для определения величины необходимого (целевого) сокращения затрат.
Перепроектирование продукта и одновременное внесение улучшений в производственный процесс для достижения целевого сокращения затрат.
Рассмотрим цифровой пример, иллюстрирующий вычисления, обычно производимые для достижения целевого сокращения затрат. Ниже приведены данные, необходимые для подсчётов.
Возможная рыночная цена за единицу, грн. |
50,00 |
Целевая норма прибыли, % |
20% |
Запланированный годовой объём продаж, единиц |
10000 |
Сметная себестоимость, тыс. грн. |
455,0 |
Как видим, ожидаемая рыночная цена за единицу продукции составляет 50,00 грн., а целевая норма прибыли - 20%. Мы планируем ежегодно продавать 10000 единиц продукции и по предварительным подсчётам сметная себестоимость запланированного объёма продаж составляет 475,0 тыс. грн.
Несложные подсчёты показывают, что целевая себестоимость единицы продукции равняется 40,00 грн. (50,00 - 50,00 ? 0,2), а для запланированного годового объёма продаж - 400,0 тыс. грн. (40,00 ? 10000).
Разница между сметной и целевой себестоимостью составляет ни много, ни мало - 55,0 тыс. грн. (455,0 - 400,0). Именно эту сумму следует "сократить" любыми доступными средствами, не опуская, однако, планку качества продукции.
Указанную задачу "сокращения" легкой не назовёшь. Поэтому для того, чтобы система таргет-костинг заработала в полную силу, на предприятии должна быть создана высокоорганизованная и высокопродуктивная команда, объединённая общей целью.
Успех с помощью системы таргет-костинг - реальность
Список компаний, успешно применяющих таргет-костинг в разных отраслях промышленности, достаточно велик, чтобы рассматривать его весь; поэтому остановимся лишь на некоторых характерных примерах [6].
Ранее мы уже упоминали, что особенно хорошо таргет-костинг прижился в японской автомобилестроительной отрасли. Например, корпорация Nissan уже двано испрользует таргет-костинг для одновременного достижения двух целей: предоставления покупателям качественных автомобилей и получения целевой прибыли для своих акционеров. Система таргет-костинг помогает специалистам Nissan контролировать производственные затраты ещё на стадии разработки продукта, когда намного легче вносить изменения в дизайн автомобиля и его комплектацию, чем на стадии производства.
Интересен также опыт внедрения системы таргет-костинг в американских корпорациях. Как уже указывалось ранее, первые попытки внедрения таргет-костинг в США относятся к концу 1980-х годов. Возьмём, к примеру, корпорацию Chrysler, которая одной из первых заимствовала японский опыт и добилась значительных успехов.
В 1990 г. Chrysler оказался в непростой финансовой ситуации. Прибыль падала, выручка от продаж уменьшалась, а рыноная стоимость акций упала до 10 долл. за одну акцию. В это же время японская автомобильная индустрия развивалась очень динамично, а японские компании активно проникали на американский рынок.
Руководство Chrysler решило, что пробил час для решительных изменений и в их компании. Среди многих других новшеств менеджеры Chrysler изучили и внедрили систему таргет-костинг, которая уже много лет успешно использовалась конкурирующими японскими компаниями. Таргет-костинг начали использовать в процессе проектирования и разработки практически всех новых моделей, включая и новый небольшой автомобиль Neon, предназначенный для покупателей с невысокими доходами. Результат использования системы таргет-костинг был просто поражающим: модель Neon признали лучшим автомобилем 1994 года, она была разработана в рекордно короткие сроки (от момента выработки концепции до вывода продукта на рынок прошёл всего 31 месяц), соответствовала высочайшим требованиям экологической безопасности и - что самое главное! - была единственной моделью в классе небольших дешёвых автомобилей, котрая оказалась прибыльной.
Таким образом, результат от использования системы таргет-костинг превзошёл даже самые смелые ожидания. Всего через пять лет после внедрения таргет-костинг прибыли корпорации Chrysler значительно возросли, а рыночная цена акций подскочила с отметки 10 долл. за одну акцию в 1990 г. до 54 долл. за акцию в 1995 г.
Подобно руководству Chrysler, высший менеджмент компании General Electric в начале 1990-х годов столкнулся с проблемами в производстве реактивных двигателей, спрос на которые упал и прибыль резко уменьшилась. Руководство General Electric приняло решение о внедрении системы таргет-костинг (японского образца) в 1993 г. С самого начала менеджеры установили контакт со своими клиентами - авиакомпаниями, чтобы выяснить, как бы лучше перепроектировать двигатели и уменьшить их стоимость. Вскоре выяснилось, что двигатели для Boeing-747 и Boeing-767 можно делать без коллектора, так как клиенты полагали, что стоимость коллектора (10 тыс. долл.) значительно превышает его полезность.
Подобных примерв можно привести великое множество и каждый из них - свидетельство практической пользы таргет-костинг. Эта концепция, которую некоторые исследователи называют "стратегией, приводимой в действие рынком" [7], по большому счёту оправдывает своё стратегическое предназначение.
Внедрение таргет-костинг - нужно и можно, но … осторожно
В принципе, применение системы таргет-костинг технически не так уж сложно, чтобы стать невозможным для отечественных предприятий. Главная преграда состоит в другом: для успешного внедрения тагрет-костинг в организации должно быть налажено тесное взаимодействие между разными подразделениями и работниками; коллектив должен быть единой командой, осведомлённой и воспринявшей цель своей совместной работы, действующей как единое целое. Разбалансированность внутреннего механизма, амбициозные действия спорящих за влияние менеджеров "a-ля лебедь, рак и щука", неадекватная корпоративная культура - вот главные симптомы неблагополучной организации, в которой внедрение таргет-костинг практически с самого начала обречено на провал.
Анализируя опыт использования таргет-костинг японскими и западными компаниями, можно выделить ещё несколько "подводных камней", которые могут стать препятствием к реализации замыслов руководства организаций, решивших внедрять эту концепцию у себя.
Во-первых, время разработки нового продукта может неоправдано увеличиваться из-за многочисленных итераций в процессе перепроектирования. Поэтому всегда нужно знать, когда следует остановиться и прекратить исследования, ведь далеко не всякий задуманный продукт можно приспособить к рыночным условиям.
Во-вторых, неумелое применение концепции таргет-костинг может негативно сказываться на людях, находящихся под постоянным прессингом своих руководителей, стремящихся во что бы то ни стало достичь целевой себестоимости. Управленческое рвение менеджеров должно быть ограничено, иначе явный и неявный саботаж со стороны подчинённых будет просто неизбежен.
В-третьих, могут возникнуть конфликты между проектировщиками, усиленно стремящимися снизить производственную себестоимость продукта, и маркетологами, которые часто отказываются даже рассматривать предложения о снижении затрат на сбыт и продвижение продукции к конечному потребителю. Взаимное непонимание может достичь опасных пределов, если не будет вовремя погашено, а ещё лучше - предотвращено руководством.
Указанные негативные моменты всё же не следует воспринимать как неустранимое зло. Каждый недостаток организации может быть устранён, если он вовремя идентифицирован и осознан именно как устранимый недостаток. Нужно лишь немного воли к переменам …
Заключение: "изюминки" таргет-костинг
В чём же состоят те "изюминки" системы таргет-костинг, которые делают её прекрасным средством предпроизводственной оптимизации затрат в инновационных отраслях?
Во-первых, в концепции таргет-костинг маркетинг словно "накладывается" сверху на управленческий учёт, т.е. функции маркетинга и проектирования реализуются совместно, а на "выходе" системы получается продукт, имеющий максимально отвечающие ожиданиям потребителей характеристики и наиболее вероятную цену реализации. При использовании системы таргет-костинг вся производственная деятельность предприятия координируется и контролируется в соответствии с важным стратегическим ориентиром - целевой себестоимостью.
Во-вторых, таргет-костинг прекрасно совмещается с бюджетированием, планированием прибыли, формированием центров ответственности, различными стратегиями ценообразования и оценочными процедурами. Вообще следует отметить, что таргет-костинг прекрасно интегрируется в стратегический управленческий учёт - относительно новое и перспективное направление управленческого учёта.
В-третьих, родившиеся в Японии концепция таргет-костинг существенно отличается от популярного американского метода стандард-кост, известного у нас в стране благодаря многочисленным переводам американских учебников по управленческому учёту. Стандард-кост используется в основном для контроля затрат и оценки результативности, а таргет-костинг в первую очередь поддерживает стратегию снижения затрат на стадии проектирования продукта, то есть является стратегическим, а не сугубо операционным, инструментом.
В-четвёртых, безусловно положительной характеристикой таргет-костинг является фокусирование внимания на внешних (рыночных), а не исключительно на внутренних факторах. Таргет-костинг обеспечивает отделу маркетинга неплохие возможности принимать решения не только на основе изначально заданного уровня издержек, но и на основе параметров рыночного окружения.
В-пятых, таргет-костинг помогает мотивировать ориентированное на рынок поведение сотрудников, указывая на допустимую с точки зрения рынка себестоимость, которая должна быть осознана, если компания хочет оказаться прибыльной в условиях конкуренции. В своё время в японских компаниях таргет-костинг внедрялся скорее с целью мотивации своих сотрудников, чтобы те действовали в соответствии долгосрочными стратегиями, чем с целью обеспечения топ-менеджеров точной и детальной информацией о прибыли, целевых затратах и отклонениях.
Перечисленного, на наш взгляд, вполне достаточно, чтобы понять ценность таргет-костинг и подумать о том, а не внедрить ли эту концепцию у себя на предприятии. Конечно, такое решение требует глубокого анализа, но подумать всё же не мешает. Таргет-костинг - однюдь не "пятое колесо" в инструментарии современного менеджмента; это действенный способ предохранения от экономических неудач, который поможет бизнесмену сберечь деньги ещё до того, как они будут потрачены. Такая цель оправдывает затраченные на неё средства …
60) Автор: Уильям Дж. Стивенсон ( William J. Stevenson), профессор Рочестерского технологического института (Нью-Йорк). Материал публикуется в адаптированном переводе с английского.
Т ермин
«точно-в-срок» (just-in-time
— JIT)
используется по отношению к промышленным
системам, в которых перемещение изделий
в процессе производства и поставки от
поставщиков тщательно спланированы во
времени — так, что на каждом этапе
процесса следующая (обычно небольшая)
партия прибывает для обработки точно
в тот момент, когда предыдущая партия
завершена. Отсюда и название just-in-time
(точно в срок, только вовремя). В результате
получается система, в которой отсутствуют
любые пассивные единицы, ожидающие
обработки, а также простаивающие рабочие
или оборудование, ожидающие изделия
для обработки.
ермин
«точно-в-срок» (just-in-time
— JIT)
используется по отношению к промышленным
системам, в которых перемещение изделий
в процессе производства и поставки от
поставщиков тщательно спланированы во
времени — так, что на каждом этапе
процесса следующая (обычно небольшая)
партия прибывает для обработки точно
в тот момент, когда предыдущая партия
завершена. Отсюда и название just-in-time
(точно в срок, только вовремя). В результате
получается система, в которой отсутствуют
любые пассивные единицы, ожидающие
обработки, а также простаивающие рабочие
или оборудование, ожидающие изделия
для обработки.
Явление «точно-в-срок» (JIT) характерно для производственных систем, которые функционируют с очень небольшим «жировым запасом» (например, излишние материальные запасы, избыток рабочей силы, излишние производственные площади). JIT относится к распределению во времени движения через систему деталей и материалов, а также услуг. Компании, использующие подход JIT обычно имеют значительное преимущество перед своими конкурентами, которые используют более традиционный подход. У них ниже стоимость производства, меньше брака, выше гибкость и способность быстро предоставлять на рынок новые или усовершенствованные товары.
В данной публикации мы рассмотрим систему «точно-в-срок» (JIT), включая ее основные элементы и факторы, которые требуются для эффективной работы.
Введение
Подход «точно-в-срок» был разработан в японской автомобильной компании Toyota. Его автор — Тайиши Оно (который в конечном счете стал вице-президентом компании по производству) и несколько его коллег. На то, что JIT была разработана именно в Японии, вероятно, повлиял факт, что Япония является перенаселенной страной с очень ограниченными природными ресурсами. Неудивительно поэтому, что японцы очень чувствительны к пустым тратам материалов, времени и средств, и к неэффективности труда. Они расценивают брак и исправления дефектов как необоснованные затраты, а запасы — как зло, потому что они занимают пространство и связывают ресурсы.
Широко распространено мнение, что система JIT — это просто соответствующее планирование производства, результатом которого является минимальный уровень незавершенного производства и материальных запасов. Но в сущности, JIT представляет собой определенную философию, которая охватывает каждый аспект производственного процесса, от разработки до продажи изделия и послепродажного обслуживания. Эта философия стремится к созданию системы, которая хорошо функционирует с минимальным уровнем материальных запасов, минимальным пространством и минимальным делопроизводством. Это должна быть система, которая не поддается сбоям и нарушениям и является гибкой (в том что касается изменений ассортимента изделий и объема производства). Конечная цель состоит в том, чтобы получить сбалансированную систему с плавным и быстрым потоком материалов через систему.
В системах JIT, качество «встроено» как в изделие, так и в производственный процесс. Компании, которые используют систему JIT, достигли такого уровня качества, которое позволяет им работать с небольшими производственными партиями и плотным графиком. Эти системы имеют высокую надежность, исключены главные источники неэффективности и срывов, а рабочие обучены не только трудиться в системе, но и непрерывно ее совершенствовать.
Цели системы «точно-в-срок» (JIT)
Конечная цель системы JIT — это сбалансированная система; то есть такая, которая обеспечивает плавный и быстрый поток материалов через систему. Основная идея состоит в том, чтобы сделать процесс как можно короче, используя ресурсы оптимальным способом. Степень достижения этой цели зависит от того, насколько достигнуты дополнительные (вспомогательные) цели, такие как:
Исключить сбои и нарушения процесса производства.
Сделать систему гибкой.
Сократить время подготовки к процессу и все производственные сроки.
Свести к минимуму материальные запасы.
Устранить необоснованные затраты.
Сбои и нарушения процесса оказывают отрицательное воздействие на систему, нарушая плавный поток изделий, поэтому их необходимо исключить. Срывы вызываются самыми разнообразными факторами: низким качеством, неисправностью оборудования, изменениями в графиках, опозданием поставок. Все эти факторы следует по возможности исключить.
Время подготовки и производственные сроки удлиняют процесс, ничего не добавляя при этом к стоимости изделия. Кроме того, продолжительность этих сроков отрицательно воздействует на гибкость системы. Следовательно, их сокращение очень важно и является одной из целей непрерывного усовершенствования.
Материальные запасы — это незадействованные ресурсы, которые занимают место и повышают стоимость производства. Их следует свести к минимуму или по возможности вообще устранить.
Необоснованные расходы представляют собой непроизводительные ресурсы; их устранение может освободить ресурсы и расширить производство. В философии JIT необоснованные расходы включают:
Перепроизводство
Время ожидания
Ненужные перевозки
Хранение материальных запасов
Брак и отходы
Неэффективные методы работы
Дефекты изделий
Наличие подобных необоснованных расходов говорит о возможности усовершенствования или список необоснованных расходов определяет потенциальные цели непрерывного усовершенствования.
Формирующие блоки
Проектирование и производство в системе JIT представляют собой основу для выполнения перечисленных выше целей. Эта основа состоит из четырех формирующих блоков:
Разработка изделия.
Разработка процесса.
Кадровые/организационные элементы.
Планирование и управление производством.
Скорость и простота — два общих элемента, которые проходят через эти формирующие блоки.
1. Разработка изделия. Три элемента проекта изделия являются ключевыми для системы «точно-в-срок»:
Стандартные комплектующие
Модульное проектирование
Качество
Первые два элемента связаны со скоростью и простотой.
Использование стандартных комплектующих означает, что рабочие имеют дело с меньшим количеством деталей, а это сокращает время и затраты на обучение. Закупка, обработка и проверка качества при этом более стандартны и дают возможность непрерывного усовершенствования. Другое важное преимущество заключается в использовании стандартной процедуры обработки.
Модульное проектирование — это своего рода расширение понятия стандартных комплектующих. Модули — группы деталей, собранные в единый узел (и представляющие собой поэтому отдельную единицу). Это значительно сокращает число деталей, с которыми приходится работать, упрощает сборку, закупку, обработку, обучение, и так далее. Стандартизация имеет дополнительную пользу, уменьшая длину списка материалов для различных изделий, т.е. упрощая этот список.
Недостатки стандартизации заключаются в том, что изделия менее разнообразны и сопротивляются изменениям своих стандартных проектов. Эти неудобства несколько уменьшаются там, где различные изделия имеют общие части или модули. Существует тактика, которую иногда называют «отсроченная дифференциация»: решения относительно того, какие именно изделия будут запушены в производство, откладываются на то время, пока производятся стандартные детали. Когда становится очевидным, какие именно изделия необходимы, система быстро реагирует, производя оставшиеся нестандартные детали этих изделий. Качество — это основное необходимое условие системы «точно-в-срок». Оно жизненно важно для систем JIT, поскольку низкое качество может вызвать серьезные срывы в процессе производства. Система нацелена на плавный поток работы; появление проблем из-за низкого качества вызывает сбои в этом потоке.
Поскольку небольшие размеры производственной партии и отсутствие резервных запасов дают в результате минимальный объем незавершенного производства, производственный процесс вынужден останавливаться, когда возникает проблема. При этом он не может возобновиться до тех пор, пока проблема не будет решена. Совершенно очевидно, что остановка всего процесса обходится очень дорого и снижает плановый уровень выпуска, поэтому абсолютно необходимо по возможности избегать остановки системы и быстро решать проблемы в случае их появления.
Системы JIT используют трехэтапный подход к качеству. Первая часть — внедрить качество в изделие и в производственный процесс. Высокий уровень качества достижим потому, что «точносрочные» системы производят стандартные изделия, с использованием соответственно стандартных методов работы и стандартного оборудования, рабочие привыкли к своим производственным операциям и хорошо их знают. Кроме того, все расходы на качество проекта (т.е. формирование качества изделия еще на стадии проекта) можно распределить на многие изделия, получая при этом небольшую стоимость единицы изделия. Очень важно выбрать соответствующий уровень качества с точки зрения конечного потребителя и возможностей производства. Таким образом, проектирование изделия и разработка процесса должны идти рука об руку.
2. Разработка процесса. Для «точносрочных» систем особо важны семь аспектов разработки изделия:
Производственные партии небольшого объема
Сокращение времени подготовки к производству
Производственные ячейки
Ограничение объема незавершенного производства
Повышение качества
Гибкость производства
Небольшие материально-производственные запасы
Небольшой объем производственной партии и закупочной партии дает ряд преимуществ, которые позволяют системам JIT эффективно функционировать. Во-первых, когда через систему перемещаются небольшие производственные партии, то и объем незавершенного производства (т.е. материалов, находящихся в процессе обработки) значительно меньше, чем при крупных партиях. Это уменьшает стоимость хранения, требует меньшего места для хранения, и не создает излишней загруженности пространства на рабочем месте. Во-вторых, когда возникают проблемы с качеством, затраты на проверку и переделку меньше, поскольку в каждой партии меньше единиц, требующих проверки и переработки. Кроме того, небольшие партии обеспечивают большую гибкость при планировании.
Небольшой объем производственной партии и меняющийся ассортимент изделий требуют частых переоснащений и переналадки оборудования (т.е. подготовки к производству). Если такую подготовку невозможно произвести быстро и относительно недорого, время и затраты станут тормозящими факторами. Часто рабочих обучают самим проводить подготовку своего оборудования к производственному процессу Кроме того, используются специальные программы по сокращению сроков и расходов на подготовку к производству; при этом рабочие становятся ценной частью процесса.
Кроме того, для сокращения времени и стоимости подготовки можно использовать группировку технологий — объединение сходных операций. Например, производство различных деталей, которые сходны по форме, материалу и т.п., может потребовать однотипной (схожей) подготовки. Их последовательная обработка на одном и том же оборудовании может сократить необходимые изменения; потребуется только незначительная регулировка.
Общая черта «точносрочных» систем — множество производственных ячеек. Они объединяют оборудование и инструменты для обработки группы деталей со сходными технологическими требованиями. По своей сути, ячейки — это высокоспециализированные и эффективные производственные центры. Среди важнейших преимуществ производственных ячеек: сокращается время перехода к новому виду изделия, эффективно используется оборудование, рабочим легче овладеть смежными специальностями. Сочетание высокой эффективности работы ячеек с малыми размерами производственных партий приводит к минимальному объему незавершенного производства.
Постоянное совершенствование качества часто направлено на поиск и устранение всех причин, вызывающих проблемы.
Системы «точно-в-срок» созданы для сведения к минимуму материальных запасов производства. Согласно философии JIT, хранение запасов — бессмысленные расходы. Запасы — это своего рода буферы, которые скрывают повторяющиеся проблемы. Эти проблемы не решаются — частично именно по той причине, что они скрыты, а частично потому, что наличие резервного запаса делает их менее серьезными.
Используя подход JIT, постепенно понижают уровень запасов, чтобы открыть проблемы. Когда проблемы обнаружены и решены, уровень запасов еще раз понижают, находят и решают следующий пласт проблем и т.д.
Кадровые/организационные элементы
Существует пять кадровых и организационных элементов, особенно важных для систем JIT.
Рабочие как актив
Обучение рабочих смежным специальностям
Непрерывное усовершенствование
Бухгалтерский учет
Руководство предприятием/проектом
Фундаментальный принцип философии JIT — считать рабочих активным капиталом предприятия. Хорошо обученные и мотивированные рабочие являются сердцем системы. Они имеют больше полномочий в принятии решений, чем их коллеги в традиционных системах, но от них соответственно и ждут большего.
Рабочие обучаются смежным специальностям для выполнения нескольких элементов процесса и работы на разнообразном оборудовании. Это придает системе дополнительную гибкость, потому что рабочие могут оказать друг другу помощь при появлении «заторов» в производственном процессе или заменить отсутствующего коллегу.
Рабочие в системе JIT несут большую ответственность за качество, чем рабочие в традиционных системах. От них ждут участия в решении проблем в процессе непрерывного усовершенствования. Рабочие в системах JIT обычно проходят серьезную подготовку в области статистического управления процессом, улучшения качества и решения проблем.
Другая характерная черта «точносрочных систем» — способ распределения накладных расходов. Традиционные методы учета иногда искажают распределение расходов, потому что распределяют их на основе непосредственно отработанных часов.
Еще одно свойство систем «точно-в-срок» связано с руководством. От менеджера требуется быть лидером и помощником, а не просто отдавать приказы. Всячески поощряются двусторонние связи между менеджерами и рабочими.
Планирование и управление производством
5 элементов производственного управления и планирования особенно важны для систем JIT:
Равномерная загрузка системы.
Система перемещения работы.
Визуальные системы.
Тесные взаимосвязи с поставщиками.
Сокращение числа операций и объема делопроизводства.
Основной упор в системах JIT сделан на достижение стабильных, уравновешенных рабочих графиков. С этой целью, основные производственные графики разрабатываются так, чтобы обеспечить равномерную рабочую загрузку производственных мощностей.
Понятия "тянуть" и "толкать" используют для описания двух различных способов перемещения работы через производственную систему. В «толкающих» системах (push system), по окончании работы на производственном участке, продукцию толкают на следующий участок; или же, если данная операция была завершающей, готовые изделия выталкиваются на склад конечной продукции. В «тянущих» системах (pull system) управление перемещением работы закреплено за последующей операцией: каждый рабочий участок по мере необходимости «притягивает» себе продукцию с предыдущего участка; продукция с конечной операции «вытягивается» запросом потребителя или контрольным графиком. «Точносрочные системы» используют «тянущий» подход для управления потоком работы когда каждый рабочий участок выпускает продукцию в соответствии с запросом последующего рабочего участка. Традиционные производственные системы используют «толкающий» подход для продвижения работ через систему.
Как правило, в системах «точно-в-срок» действуют очень тесные связи с поставщиками, которые должны обеспечить частые поставки небольших партий высококачественных изделий. В традиционной производственной системе, покупатели сами следят за качеством закупленной продукции, проверяя партии поставок на качество и количество, и возвращая некачественный товар обратно поставщику для доработки и замены. В «точносрочных» системах резервного времени практически нет, поэтому некачественные изделия нарушают плавное движение работы через систему. Более того, проверка поступающих закупок считается непроизводительной тратой времени, потому что она ничего не добавляет к стоимости изделия. По этой причине обязанность гарантии качества передается поставщикам. Покупатели работают с поставщиками, помогая им добиться необходимого уровня качества и осознать всю важность производства товаров постоянного высокого качества. Конечная цель покупателя — закрепить за поставщиком сертификат соответствия, как за производителем товаров высокого качества. Суть в том, чтобы на поставщика можно было полностью полагаться, не сомневаясь, что его поставки будут соответствовать определенному уровню качества и не нуждаться в проверках со стороны покупателя.
Технологические изменения являются самыми дорогостоящими среди всех перечисленных операций. Системы JIT сокращают расходы, уменьшив число и частоту проведения подобных операций. Например, поставщик доставляет изделия непосредственно на производство, полностью минуя склады, — тем самым упраздняется деятельность, связанная с помещением материалов на склад и последующим перемещением их на производственные участки. Бесконечные поиски путей повышения качества, пронизывающие всю систему JIT, упраздняют многие виды деятельности, связанные с качеством изделия — и соответствующие затраты. Использование штрихового кодирования (не только в «точносрочных» системах) помогает сократить операции по вводу данных и увеличивает точность данных.
Преимущества систем «точно-в-срок»
«Точносрочные» системы имеют ряд важных преимуществ, которые привлекают внимание компаний с традиционным подходом к производству Основными преимуществами являются:
Пониженный уровень материальных запасов в процессе производства (незавершенного производства), закупок и готовых изделий.
Меньшие требования к размерам производственных площадей.
Повышение качества изделий, уменьшение брака и переделок.
Сокращение сроков производства.
Большая гибкость при изменении ассортимента изделий.
Более плавный поток производства с очень редкими сбоями, причинами которых являлись бы проблемы качества, короче сроки подготовки к производственному процессу; рабочие с многопрофильной квалификацией, которые могут помочь или заменить друг друга.
Повышенный уровень производительности и использования оборудования.
Участие рабочих в решении проблем.
Необходимость хороших отношений с поставщиками.
Меньше необходимости в непроизводственных работах, например, складировании и перемещении материалов.
Резюме
Система «точно-в-срок» — это система, которая применяется преимущественно в серийном производстве. В такой системе товары перемещаются через систему и задание выполняется в точном соответствии с графиком. «Точносрочные» системы требуют очень небольших материальных запасов, поскольку последовательные операции жестко скоординированы.
Конечной целью JIT является сбалансированный, плавный поток производства. Вспомогательные цели: устранение нарушений в системе, обеспечение гибкости системы, сокращение времени оснащения и сроков производства, исключение непроизводительных расходов, и минимизация материальных запасов. Формирующие блоки «точносрочной» системы — разработка изделия, разработка процесса, кадровые и организационные вопросы, планирование и управление производством.
Такое производство требует исключения всех возможных источников нарушения плавного потока работ. Высокое качество необходимо, потому что проблемы с качеством могут нарушить процесс. Кроме того, решение проблем нацелено на устранение всех нарушений производственного процесса и придание системе большей эффективности и непрерывного усовершенствования.
Ключевое преимущество «точносрочных» систем — пониженный уровень запасов, высокое качество, гибкость, сокращение сроков производства, повышение производительности и эффективности использования оборудования, снижение объема брака и переработок, а также уменьшенные требования к площадям.