

§ 14. Сущность процесса газовой сварки и область
ее применения
Для получения сварного соединения при газовой сварке кромки основного металла и присадочный металл нагревают до расплавленного состояния пламенем горючих газор, сжигаемых при помощи специальных сварочных горелок в смеси с кислородом.
В качестве горючего газа наибольшее применение получил ацетилен, который при сгорании в кислороде дает температуру пламени, достаточную для сварки сталей и большинства других металлов и их сплавов. Для сварки металлов (свинца, алюминия и пр.), температуры плавления которых ниже температуры плавления стали, могут быть использованы и иные горючие газы, например водород, природный газ и другие, дающие более низкую температуру пламени.
Наиболее часто газовую сварку применяют при изготовлении листовых и трубчатых конструкций из малоуглеродистых и низколегированных сталей толщиной до 3...5 мм, при исправлении дефектов в отливках из серого чугуна и бронзы, а также в производстве изделий из цветных металлов и их сплавов.
§ 15. Кислород, его получение, транспортирование
и хранение

Рис. V.18. Схема кислородного баллона
Принцип получения кислорода из воздуха. Кислород в промышленных масштабах получают из воздуха, где его содержится около 21 %. Процесс основан на принципе сжижения воздуха при температуре —194,5 °С и нормальном давлении и последующей ректификации, т. е. разделения жидкого воздуха на азот и кислород из-за различных температур кипения жидкого азота (—196 °С) и жидкого кислорода (—183 °С). Полученный таким способом жидкий кислород в теплообменнике аппарата превращается в газообразный и поступает в газгольдер. Отсюда компрессором его нагнетают в кислородные баллоны до давления 15 МПа.
Кислородные баллоны. Транспортируют и хранят газообразный кислород в кислородных баллонах. Наиболее распространены баллоны емкостью 40 л, в которых при давлении 15 МПа вмещается 6000 л кислорода.
Кислородный баллон (рис. V.18)—это цилиндрический сосуд, изготовленный из стальных цельнотянутых труб. В верхней его части имеется горловина 4 с внутренней
конической резьбой, куда ввинчивается запорный латунный вентиль 2. На горловину насаживают кольцо 3 для навинчивания предохранительного колпака 1. На выпуклое днище 5 насажен башмак 6, придающий устойчивость баллону. Окрашивают баллоны в. голубой или синий цвет.
Кислородные редукторы (рис. V.19) предназначены для снижения высокого давления кислорода, находящегося в баллоне или трубопроводе до рабочего 0,2...0,4 МПа при сварке и до 1,2... 1,4 МПа при резке, а также для поддержания его постоянного значения независимо от расхода кислорода из баллона или трубопровода и понижения в них давления.
Принцип работы кислородного редуктора основан на поддержание подвижного равновесия между силой сжатия главной пружины 2, стремящейся открыть клапан 6, и силой сжатия обратной пружины 8 и давления кислорода, передаваемых на мембрану 4 и стремящихся закрыть клапан. Итак, Рабочее давление в камере 5 низкого давления зависит от положения установочного винта 1, изменяющего силу сжатия главной пружины 2. После того как редуктор присоединен к баллону и открыт вентиль, кислород через штуцер 7 проходит к клапану 6, который в начальный момент прижат к седлу клапана пружиной 8. Чтобы открыть клапан и пропустить кислород в камеру 5, пользуются регулировочным винтом
Ввертывая его в корпус 3, нажимают через главную пружину 2 и мембрану 4 на штифт 11, который и открывает клапан 6. Как только давление кислорода в камере 5 преодолеет усилие главной пружины 2, мембрана снова переместится в начальное положение и пружина 8 опять закроет клапан. При отборе газа из редуктора через вентиль 10 давление кислорода в камере 5 понизится и под действием
174
. *
главной пружины 2 клапан 6 снова откроется. Так происходит саморегулирование редуктора. Кислородные редукторы имеют манометры высокого и низкого давления и предохранительный клапан 9, защищающий мембрану 4 от разрыва, если давление кислорода в камере будет выше допустимого.
§ 16. Свойства ацетилена и его полу^ёние
Свойства ацетилена. Химически чистый ацетилен С2Н2 бесцветный и имеет слабоэфирный запах. Технический ацетилен загрязнен различными примесями — сероводородом, аммиаком и пр., придающими ему резкий и неприятный запах. При давлении, превышающем 0,175 МПа, и одновременном нагреве выше 500 °С происходит взрывчатый распад ацетилена по уравнению
С2На-* 2С + Н2.
Если нагреть ацетилен до температуры, превышающей 150... 180 °С, то происходит процесс его полимеризации, заключающийся в образовании новых соединений — бензола СвНв, стирола С8Н8 и др. Это сопровождается выделением значительного количества тепла, которое при недостаточном его отводе может также привести к взрыву ацетилена.
При содержании ацетилена в воздухе 2,2...88 % или в смеси с кислородом (ацетилена 2,3...93 %) образуются смеси, взрывающиеся от искры или пламени.
Ацетилен хорошо растворяется в ацетоне. В одном объеме ацетона при давлении 0,1 МПа растворяется 23 объема ацетилена. С повышением давления растворимость ацетилена пропорционально возрастает. В растворенном состоянии ацетилен не взрывается при давлении 1,6 МПа, а при наличии пористой массы — и при более высоком давлении. Этим свойством пользуются, заполняя ацетиленовые баллоны до давления 1,6 МПа. Ацетиленовые баллоны предварительно заполняют пористыми материалами — древесным углем, пемзой (инфузорной землей) иг пр.
Получение ацетилена. Основным способом получения ацетилена является разложение карбида кальция водой по уравнению
СаС2+ 2НаО =* С2Н2+ Са (ОН)а.
При разложении 1 кг химически чистого карбида кальция выделяется около 340 л ацетилена и 1675 кДж тепла. Из технического карбида кальция в зависимости от его сорта и грануляции образуется 230...300 л/кг ацетилена.
Карбид кальция получают в электроцуговых печах сплавлением кокса или антрацита g обожженным известняком:
СаО + ЗС = СаС2+ СО.
Расплавленный карбид выливают из печи в чугунные изложницы и после остывания дробят на куски размером 2...120 мм. Транспортируют и хранят карбид кальция в герметически закрытых железных барабанах.
Ацетиленовые генераторы. Аппараты, в которых получают технический ацетилен, называются ацетиленовыми генераторами. В зависимости от принципа взаимодействия карбида кальция с водой различают следующие системы генераторов: «карбид в воду», «вода на карбид», а также контактного действия «погружением» и «вытеснением».
В генераторах системы «карбид в воду» (рис. V.20,я) карбид кальция из загрузочного бункера 2 периодически подается в резервуар 1 с водой с помощью автоматических устройств в зависимости от расхода и давления ацетилена. Генераторы этой системы наиболее производительны. Они обеспечивают наиболее полное разложение карбида кальция и получение чистого и охлажденного ацетилена. Такие генераторы наименее взрывоопасны.
В генераторах системы «вода на карбид» (рис. V.20,6) карбидом кальция загружают одну или две реторты 3, в которые из отдельного резервуара 5 по трубе 4 подается вода. Ацетилен, образующийся при разложении карбида кальция, из реторты 3 по трубе 8 поступает в нижнюю часть генератора, где собирается под перегородкой 6.
Находящаяся здесь вода давлением ацетилена вытесняется по циркуляционной трубе 7 в верхнюю часть корпуса генератора. Отводится ацетилен из генератора трубой 9. Генераторы этой системы имеют небольшую производительность, низкое давление и в большинстве случаев переносные.
Генераторы контактной системы «погружением» (рис. V.20,e) или «вытеснением» (рис. У.20,г) характеризуются тем, что в них в зависимости от давления контакт карбида кальция с водой осуществляется периодически. В первом случае (рис. V.20,e) при увеличении давления выше предельного газгольдер 10 поднимается и извлекает из воды корзину с карбидом кальция. В другом случае (рис. У.20,г) избыток давления ацетилена служит причиной вытеснения воды в сообщающийся сосуд, и разложение карбида кальция также прекращается. Если давление снижается, происходит обратный процесс.
Генераторы контактной системы «вытеснения» иногда строят в соединении с генераторами системы «вода на карбид» и изготавли-
Рис.
V.20.
Схемы
основных систем ацетиленовых генераторов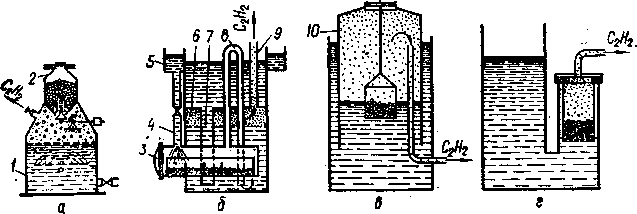
вают как переносные генераторы небольшой производительности .
 По
величине давления ацетиленовые
генераторы делят натри типа: низкого
— 0,001...0,01 МПа, среднего — 0,01...0,5 МПа и
высокого — выше
По
величине давления ацетиленовые
генераторы делят натри типа: низкого
— 0,001...0,01 МПа, среднего — 0,01...0,5 МПа и
высокого — выше
15 МПа. В зависимости от производительности и рода установки генераторы бывают Стационарными и переносными.
Предохранительные затворы предназначены для предохранения ацетиленовых генераторов от взрыва при обратных ударах пламени, которые возникают при нагреве мундштука сварочной горелки выше 500°С, засорении сопла, или центрального отверстия, инжектора горелки и п$., рИс. V.21. Схе- когда скорость истечения горючего газа стано- ма водяного за- вится меньше скорости его горения. Наибо- тв°Ра защитн0* лее распространены водяные затворы. Они в го ™па зависимости от давления ацетилена в генераторах бывают открытого и закрытого типа. Затворы открытого типа устанавливают на генераторах низкого давления, а закрытого — на генераторах среднего и высокого давления. Затворы закрытого типа изготавливают мембранными и безмембран- ными. Безмембранные обеспечивают непрерывность работы и исключают выброс пламени в помещения, где они установлены. Однако в промышленности наиболее распространены затворы мембранного типа. В таком затворе (рис. V.21) при нормальной работе газ по трубе 6, приподняв обрезиненный шариковый клапан 7, попадает в корпус 5 затвора. Отсюда по штуцеру 3 он направляется в горелку. При обратном ударе давление взрывной волны передается на воду и клапан 7 закрывается. В этот же момент разрывается тонкая алюминиевая или оловянная прокладка (мембрана) 4 и взрывчатая смесь выбрасывается в атмосферу.
Для контроля уровня воды в затворе предназначен кран 2, а для слива воды из затвора кран /. Водяной затвор устанавливают на генераторе, а при питании ацетиленом нескольких постов и на каждом рабочем посту.
Сварочные горелки являются основным инструментом газосварщика. Они предназначены для смешивания в нужных пропорциях-горючего газа и кислорода для образования сварочного пламени необходимой мощности, размеров и формы. По способу подачи горючего газа в камеру смешения различают горелки инжекторные (низкого давления) и безынжекторные (равного давления). В промышленности используют преимущественно горелки инжекторные, пригодные для использования ацетилена низкого и среднего давления. Принцип работы этой горелки основан на подсосе ацетилена струей кислорода. Подсос, называемый инжекцией,осуществляется следующим образом. Кислород под давлением 0,2...0,4 МПа подается через ниппель 7 (рис. У.22)и регулировочный вентиль 6 в инжектор 4. Тот имеет узкое центральное отверстие (сопло) и продоль
ные пазы. Выходя из отверстия сопла с большой скоростью, кислород создает в камере смешения 3 сильное разрежение. Вследствие этого ацетилен, имеющий более низкое давление, засасывается через
'Z
3
4 5 5
7
*
\ \ /
\
Рис.
V.22.
Схема
сварочной горелки
Горелка инжекторного типа имеет семь сменных наконечников, дающих возможность сваривать металл толщиной 0,5...30 мм.